
Fターム[4F204EA01]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 注型成形の区分 (2,505) | 発泡注型成形 (722)
Fターム[4F204EA01]に分類される特許
201 - 220 / 722
発泡成形部材の製造方法および製造装置
【課題】硬さが全体的に均一な発泡体を成形し得ると共に、アンダーカット形状となる発泡体を成形可能とする。
【解決手段】ベース成形型10と、発泡体成形型30と、ベース成形型10および発泡体成形型30の間の空間において該発泡体成形型30の開閉方向と交差する側部に臨む第1スライドコア型部40および第2スライドコア型部50とでキャビティを画成する。キャビティ内に発泡原料を注入した後、発泡原料の外側にスキン層Sが形成されたら、発泡体成形型30を開放すると共に、各スライドコア型部40,50をベース成形型10から離間する方向へ移動する。これにより発泡体Fは、発泡体成形型30側および各スライドコア型部40,50側が開放した状態で成形される。
(もっと読む)
クッション構造体およびその製造方法および繊維製品

【課題】表皮材と該表皮材の内部に充填された充填材とを含むクッション構造体であって、大きな意匠柄を形成することができ、かつ工程性に優れたクッション構造体およびその製造方法を提供する。
【解決手段】無縫製の表皮材にウレタンなどの充填材を充填することによりクッション構造体を得て、自動車用ヘッドレスト、カーシート、インテリア製品などの繊維製品として使用する。
(もっと読む)
弾性ローラの成形金型、および弾性ローラの成形方法
【課題】キャビティを形成する部材間の接触面への材料付着を低減でき、長期にわたりキャビティ内面の離型膜状態を維持できる弾性ローラの成形金型を提供する。
【解決手段】内面に離型膜を有するキャビティ5が形成された、弾性ローラの成形金型1において、中空の円筒状に形成されたパイプ金型2と、パイプ金型2の上端部を閉鎖するように設けられた上駒3と、上端部が開口した円筒状に形成され、パイプ金型2の下端部に設けられた下駒4とを有し、キャビティ5が、パイプ金型2と上駒3と下駒4とにより形成され、パイプ金型2の上端部内周面と上駒の外周面との間、およびパイプ金型の下端部外周面と下駒の上端部内周面との間には、それぞれ気密な接触面6a、6bが形成され、各接触面6a、6bに沿って各接触面6a、6bに隣接する領域には、キャビティ5に開口し、内面に離型膜を有する空間7a、7bが形成されていることを特徴とする。
(もっと読む)
再利用可能な注入バッグ
真空含浸(VARTM)により複合部品を形成する再利用可能な装置及び方法を提供する。再利用可能な装置は、ツールに対して、複合材のような硬化性材料を真空吸引し、硬化性材料を介して液体樹脂のような浸透物質を分散するように構成される。再利用可能な装置は、硬化性材料及びツールと対向する複数の表面段差を有するゴムのような材料シートからなる。材料シートとツールとの間から空気が吸引されると、表面段差は気流が均等に分散されるような経路を提供する。さらに、表面段差は、硬化性材料全体にわたって浸透物質を均等に分散させる。ツールの吸引出口は、空気の漏れを防ぐために、2つの密封具の間に位置づけられ、材料シートの外周に近接した部分に対する連続した真空吸引を行う。 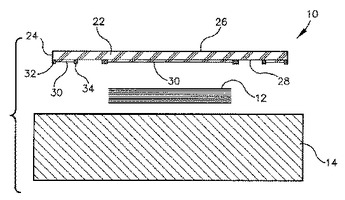 (もっと読む)
(もっと読む)
成形型及び発泡成形品
【課題】発泡成形品の製作コストを低減することができ、発泡成形品の表面から突出するフレーム類の一部分に発泡成形時にバリが付くのを防止できる成形型、及び、製作コストを低減することができ、表面から突出するフレーム類の一部分に発泡成形時にバリが付くのを防止できる発泡成形品を提供する。
【解決手段】フレーム類2を内蔵するとともにフレーム類2の一部分3を表面1Kから突出させた発泡成形品1を成形する成形型であって、型内で発泡する発泡材10に押し上げられた空気を溜める空気貯留凹部11を上型7の上側の内面7Nに形成し、型内にフレーム類2を収容し、空気貯留凹部11にフレーム類2の一部分3を収容した状態で発泡材10を発泡させるよう構成してある。
(もっと読む)
異硬度パッドの成形方法及びその成形に用いる発泡成形型
【課題】気性ブロックを用いて異硬度パッドを成形する方法であって、設備費用及び資材費用等が嵩むことなく、通気性ブロックの周囲にガス溜りが形成されない異硬度パッドの成形方法、及び、その成形方法に用いられる発泡成形型を提供する。
【解決手段】ブロック55、補強材53及び連接材13を、発泡成形型の中型60のキャビティ面61に配置した。そして、ブロック55内と補強材53とを、連接材13を介してガスの移動が許容される状態に連結した。一方、ブロック55の側面55aに対向する側面55bにシールド板11が当接するようにした。そのシールド板11により側面55bからガスが放出されないようにした。
(もっと読む)
表皮付発泡成形品及びその製造方法
【課題】取付状態で外部に露出した状態となる意匠面の一部に形成される屈曲した断面形状の角状のコーナ部の形状を目的としシャープな形状とすることのできる表皮付発泡成形品を提供する。
【解決手段】発泡樹脂の原液を発泡成形して成る発泡基体12に対して、表皮18と軟質の発泡材から成るスラブフォーム層20とフィルム22とを一体に積層した表皮層16を接合状態に一体に成形して成る表皮付発泡成形品10において、取付状態で外部に露出した状態となる意匠面の一部の角状のコーナ部K1,K2でフィルム22を部分的に除去して、その除去部を通じてスラブフォーム層20に発泡樹脂の原液を含浸させ固化させておく。
(もっと読む)
トナー供給ローラとその製造方法
【課題】ローラの周方向及び長手方向に沿ってポリウレタンフォームに硬さのムラが少なく、長期使用でも良好な画像を得ることができるトナー供給ローラの提供を目的とする。
【解決手段】回転するシャフトの外周面に供給したポリウレタンフォーム原料から発泡した発泡体の表面が研磨加工されたポリウレタンフォームを有し、研磨加工されたポリウレタンフォーム21は、吸引ホース43の先端に設けた先端開口径5mmの吸引ノズル47をポリウレタンフォームの表面に圧接させてポリウレタンフォーム21の表面を2mm圧縮し、その状態で30L/minの流量でポリウレタンフォーム21の表面から空気を吸引した際の吸引ホース43の内圧が0.5〜4.0kPaの値であると共に、セル数が50〜110個/25mm、密度が0.1〜0.4g/cm3であるようにした。
(もっと読む)
フェノール樹脂発泡体の製造方法
【解決手段】フェノール樹脂、発泡剤、硬化剤及び界面活性剤を含む発泡性組成物を移動ベルト上に連続的に吐出し発泡硬化させてフェノール樹脂発泡体を製造する。該発泡性樹脂組成物の少なくともベルト側の片面を面材で被覆しておいて発泡硬化をする。該面材として繊維径が0.5〜4デニールであり、目付が80〜160g/m2であり、厚みが300〜600μmである合成繊維系不織布を用いる。
【効果】発泡性樹脂組成物が面材の外側にシミ出須縄を防止し、これによって、ベルトと発泡性樹脂組成物が付着し、得られた発泡体がベルトから離れにくく、連続生産性を損ねるという問題を確実に解決することができる。
(もっと読む)
ニップローラー
【課題】ニップローラーを交換することなく、簡易な構成で複数サイズのサンドイッチパネルを良好に製造することができるニップローラーを提供する。
【解決手段】搬送される上下1対の面材1,2間に発泡性樹脂芯材が発泡成形されてなる帯状のサンドイッチパネルPを製造するサンドイッチパネル製造方法に適用され、搬送される上面材1を上方から押圧するニップローラー13において、基準ローラー30と、この基準ローラー30と同じ外径を有する少なくとも1対の換装ローラー31とを備え、換装ローラー31は基準ローラー30の軸方向両端部であって同軸上に換装可能である。
(もっと読む)
パネル及びそのパネルの製造方法
【課題】内部が中空なパネル本体内に発泡用原料を注入し、その発泡用原料をパネル本体内で発泡させて成るパネルにおいて、パネル本体内の発泡体がパネル本体の内面に強固に接合されるようにして、パネルの剛性を高める。
【解決手段】パネル1は、内部が中空に形成されたパネル本体2と、該パネル本体2の内面に接合された不織布3と、該パネル本体2内に充填された樹脂製の発泡体4とを具備し、その不織布3のアンカー効果によって、発泡体4がパネル本体2の内面に強固に接合される。また、パネル本体2は、繊維によって強化された樹脂より成り、これによってパネル本体2の剛性と強度が高められる。
(もっと読む)
紐状反応性樹脂発泡成形体の製造方法
【課題】本発明は一枚のシート状基材を巻き出してシート状基材の進行方向に放射状成形ガイドと押圧冶具を用いて複数列の溝成形体を製造すると共に本溝内に反応性樹脂原料を充填、反応、硬化させて同時に複数本の紐状樹脂成形体を製造するに当たり、シート状基材の幅中心部の製品から端部の製品まで良好な製品を製造すること、並びに同時により多列数の製品を同時に製造すること並びに他の部材との一体品を製造することを目的とする。
【解決手段】連続して繰り出す一枚のシート状基材を放射状成形ガイド並びに押圧冶具を用いて溝成形体を製造した後、複数列の進行方向に広幅で、幅方向の中心線がシート状基材の進行方向に平行な略台形状のせり上げ平行ガイドレールに沿わせた後、反応性樹脂原料を放射状成形ガイド以降からシート状基材からなる溝の上部が閉ざされる前までで吐出充填させて、溝成形体の上部を閉じ反応硬化することを特徴とする。
(もっと読む)
パッド付きインストルメントパネル及びその製造方法
【課題】発泡樹脂原料をキャビティ内の基材と表皮材との間の隅々にまで行き渡らせる。
【解決手段】基材3の車体後方端縁の中途部にパネル嵌合箇所に対応して形成された凹状湾曲部に、成形時に発泡樹脂原料を注入する注入口29dを有する原料注入枠部29を一体に延設し、原料注入枠部29を表皮材19と当接させて当接箇所をシールするとともに、表皮材19との間に原料注入通路35を形成する。原料注入枠部29対応箇所を除く凹状湾曲部に、原料注入枠部29対応箇所が切欠き状となるように庇状突起部を車体後方に一体に突設する。庇状突起部の基端に、表皮材19の端末が当接して当接箇所をシールする縦壁部を下方に連続して一体に形成する。基材3と表皮材19との間に、注入口29dから原料注入通路35を経て注入された発泡樹脂原料により発泡体21を一体に成形し、表皮材19と発泡体21とからなるパッド5を基材3の表面に一体に成形する。
(もっと読む)
発泡成形品およびその成形方法
【課題】主に、ソフト感の不足を解消すると共に、表面形状を自在にコントロールできる発泡成形品及びその成形方法を提供する。
【解決手段】表皮材4と、芯材5と、発泡材6とを有し、表皮材4が、製品形状に賦形され、発泡材6が、発泡成形によって表皮材4と芯材5との間に設けられた発泡成形品3であって、表皮材4と発泡材6との層間に、発泡材6よりも弱い力で弾性変形および復帰が可能なクッション材8が埋設され、クッション材8が、表皮材4の賦形時に、加熱された表皮材4の熱を利用して、予め表皮材4の内面部分に熱融着されると共に、発泡材6の発泡成形時に、表皮材4と一緒に発泡材6に一体化されたものとしている。
(もっと読む)
ウレタン発泡成形体およびその製造方法
【課題】 吸音特性を阻害することなく、熱伝達性の高いウレタン発泡成形体、およびその製造方法を提供する。
【解決手段】 ウレタン発泡成形体は、ポリウレタンフォームからなる基材と、該基材中に配合され互いに連接して配向している磁性フィラーと、を有し、該磁性フィラーは、鉄と熱伝導率が150W/(m・K)以上の金属との鉄合金からなり、該鉄合金中の鉄の含有量x(重量%)と、該磁性フィラーの体積y(mm3)との関係は、図1における点A(10,0.25)、点B(10,0.01)、点C(65,0.0007)、点D(90,0.0007)、点E(90,0.25)で囲まれた領域内にある。
(もっと読む)
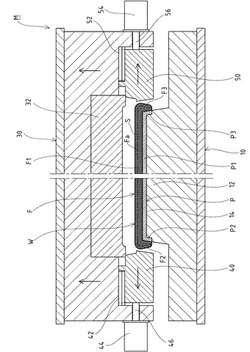
発泡体付き成形部材
【課題】付属部材の変形による発泡体付き成形部材の外観品質の低下を防止する。
【解決手段】エアバッグドア50の基材10と対向する裏面54Aに、基材10に設けたドア設置部12に当接して弾性変形したもとで、これらエアバッグドア50と基材10との間に閉塞空間Sを画成する当接部60が突設される。当接部60は、エアバッグドア50の外郭縁に沿って延在する第1突片部62と、第1突片部62の内側で該第1突片部62と所要間隔をもって延在する第2突片部64とで二重の環状をなす。従って、第1突片部62および第2突片部64がドア設置部12に当接することで両突片部62,64の間に閉塞空間Sが画成され、この閉塞空間Sにより発現する吸盤効果によりエアバッグドア50の変形が規制される。
(もっと読む)
ポリウレタンフォーム製造装置
【課題】給送中に二酸化炭素が気化することを防止することができるポリウレタンフォーム製造装置を提供する。
【解決手段】液化二酸化炭素の供給量を制御するために、供給ポンプの駆動時に開閉弁が開放状態になるように、前記供給ポンプに連動して開閉弁26の開閉を切り替える弁制御手段10を備えたポリウレタンフォーム製造装置である。弁制御手段10は、前記供給ポンプ31,41の可動部分及び前記供給ポンプの可動部分に対して固定された状態に設けられた、複数の被検出部材53及び前記被検出部材の駆動を検出してポンプ動作信号を発信する検出部材51と、前記検出部材51より発信されたポンプ動作信号の検出の有無によって開閉弁26の開閉を切り替え制御する動作制御部11と、を備える。
(もっと読む)
クッション要素およびそれを生産するための方法および金型
本発明は、クッション要素、詳細には車両座席用のクッション要素(4)の生産方法であって、三次元分離ゾーンを形成するのに適したコンポーネント(18)が金型(9)内に挿入され、その後少なくとも1つの第1の発泡性物質が金型(9)の第1の空間内に導入され、前記物質を発泡させた時点で、コンポーネント(18)が第1の発泡クッション領域(5)と金型(9)内のさらなる空間の間に三次元分離要素(8)を形成する方法に関する。本発明によると三次元分離要素(8)を形成させるための形成ステップ中に、コンポーネント(18)は金型(9)内でカウンタサポート(13)に対し押圧される。適切な金型(9)には、少なくとも1つの上部金型(11)、下部金型(10)および三次元形状をとるコンポーネント(18)と接触するためのカウンタサポート(13)が含まれる。三次元成形可能な原型を金型(9)内に導入しその後、三次元分離要素(8)を提供するようにそれを形成させることによって、異なる特性、詳細には異なる硬度を有する複雑な形成領域を、発泡クッション要素(4)内に経済的に生成することができる。 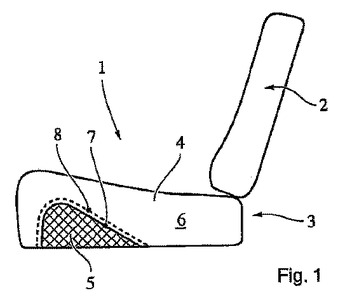 (もっと読む)
(もっと読む)
ポリウレタンフォーム成形品及びその製造方法
【課題】振動吸収特性に優れたポリウレタンフォーム成形品及びその製造方法とを提供する。
【解決手段】上型1及び下型2のキャビティ面に、合成樹脂フィルム3,4、又は水溶性離型剤が設けられている。下型2内にウレタン原液を供給した後、上型1を該下型2に装着して型締めを行い、ウレタンを加熱発泡させてポリウレタンフォーム成形品とする。この成形品は、表面の少なくとも一部が表面粗さ2〜20μmの平滑部となっており、該平滑部の通気度が内部の通気度よりも低い。この平滑部には、セル膜が残留している。これにより、自動車用シートパッドの表面の通気度が内部の通気度よりも小さくなり、自動車用シートパッドの内部と外部との間の空気の出入りが制限され、エアダンピング効果が強くなり、シートパッドとして好適な振動吸収特性を有したものとなる。
(もっと読む)
シンタクチックフォームの製造方法
【課題】圧壊強度の向上を図る上で有利なシンタクチックフォームの製造方法を提供する。
【解決手段】熱硬化性樹脂が含浸されたマイクロバルーンMが収容されたモールド20を加熱用のオーブンに入れ、該オーブンの雰囲気温度を制御することにより、モールド20内のマイクロバルーンMに含浸された熱硬化性樹脂を加熱硬化させることでシンタクチックフォームを得る。この際、オーブン内の雰囲気温度Taを0度以上80度以下の第1温度で1時間以上保持する第1加熱工程P1と、第1加熱工程P2ののち、オーブン内の雰囲気温度Tbを第1温度T1の温度よりも高い第2温度T2まで上昇させたのちこの第2温度T2を熱硬化性樹脂が硬化するに足る時間保持する第2加熱工程P2とによって熱硬化性樹脂を加熱硬化させるようにした。
(もっと読む)
201 - 220 / 722
[ Back to top ]