
Fターム[4F204EA01]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 注型成形の区分 (2,505) | 発泡注型成形 (722)
Fターム[4F204EA01]に分類される特許
121 - 140 / 722
紐状反応性樹脂発泡成形体の製造方法
【課題】本発明は一枚のシート状基材を繰り出してシート状基材の進行方向に放射状成形ガイドと押圧冶具を用いて複数列の溝成形体を製造すると共に該溝内に反応性樹脂気泡化原料を充填、反応、硬化させて同時に複数本の紐状樹脂成形体を製造するに当たり、シート状基材の幅中心部の製品から端部の製品まで良好な製品を製造すること、並びにより多列数の製品を同時に製造すること並びに他の部材との一体品を製造することを目的とする。
【解決手段】連続して繰り出す一枚のシート状基材を放射状成形ガイド並びに押圧冶具を用いて溝成形体を製造した後、複数列の進行方向に広幅で、幅方向の中心線がシート状基材の進行方向に平行な略台形状のせり上げ平行ガイドレールに沿わせた後、反応性樹脂気泡化原料を放射状成形ガイド以降からシート状基材からなる溝の上部が閉ざされる前までで吐出充填させて、溝成形体の上部を閉じ反応硬化することを特徴とする。
(もっと読む)
樹脂発泡体とプレート部材との一体成型品の製造方法および、その一体成型品

【課題】成形金型を複雑に加工することなしに、プレート部材の所期したとおりの位置に、樹脂発泡体を適正に一体化させることができる、樹脂発泡体とプレート部材との一体成型品の製造方法および、その一体成型品を提供する。
【解決手段】プレート部材20に、プレート部材本体部21の端部から外方へ突出する二以上の迫出し部22を設け、前記プレート部材20を、成形金型10の下型11内に嵌め込んで、プレート部材20を、下型の側面間に、該プレート部材20の二以上の迫出し部22のそれぞれで、直接的ないしは間接的に摩擦係合させて位置決めし、該プレート部材20上に発泡樹脂原料を注入し、その後、上型12と下型11とを型締めして、成形金型10の内部の前記キャビティ13内で発泡樹脂原料を発泡させる。
(もっと読む)
表皮一体発泡成形品の表皮
【課題】縫目ラインの蛇行や皺を抑えて品質向上を実現させる表皮一体発泡成形品の表皮を提供する。
【解決手段】複数の表皮片2〜5を縫い合わせて袋状表皮1に縫製し、該袋状表皮内Cに発泡原料を注入して一体発泡成形される表皮一体発泡成形品Aの表皮1であって、前記表皮片2が外皮シート片21と、その裏面に配されるスラブシート片22と、を具備し、且つ前記袋状表皮1に縫製する縫合部位6の表皮片2に係る前記スラブシート片22の外縁22aが、前記外皮シート片21の外縁21a及び前記縫合部位6の縫目ライン21よりも内方へ引っ込んで配設される。
(もっと読む)
発泡成形体及びその発泡成形方法並びに発泡成形体用のシート材
【課題】シート材の透気抵抗度の調整が容易であり、発泡成形時にシート材に発泡性原料を含浸させることなくシート材を成形型の成形面に容易に倣わせることができ、目的とする形状を安定して得ることができる発泡成形体及びその発泡成形方法並びに発泡成形体用のシート材を提供すること。
【解決手段】発泡成形体1は、発泡成形体1の外面にシート材3が一体化されたものである。シート材3は、延伸加工を行って複数の微細孔を形成してなる延伸多孔質フィルム31と、不織布32との積層体で構成され、気体を透過させる一方、液体は透過させない性質を有している。発泡成形体1は、シート材3の不織布32側が発泡成形体1の外表面側に配置されて、シート材3と発泡成形体本体2とが一体化されて形成されている。
(もっと読む)
排気孔付き型および成形品を生成する方法
【課題】排気孔付き型および成形品を生成する方法を提供することである。
【解決手段】この型(200)は、型キャビティを規定するように解除可能に係合可能なふた(205)とボウル(210)とを備え、このふたは、(i)ガスが型キャビティから逃げるための通路を有する排気孔(220)と、(ii)これら排気孔に接続されている複数の溝と、を備えている。型キャビティ表面における複数の溝/スロットの使用は、効果的に、成形される組成物からガスを引き抜くサイフォンとしての機能を果たす。複数の溝/スロットは、1つ以上の排気孔に接続され、それにより、この場合、型キャビティから型の外側にガスが逃げることを可能にする。
(もっと読む)
高密度領域と低密度領域を有するフォーム創傷インサート、創傷ドレッシング、および方法
高密度領域と低密度領域を有するフォーム創傷インサート、創傷インサートの製造方法、創傷治療方法、および創傷治療システム。 (もっと読む)
発泡成形体用補強材、発泡成形部材及び発泡成形部材の製造方法
【課題】容易に製造することが可能であると共に、容易に且つ精度よく金型内面に取り付けることが可能な発泡成形体用補強材を提供する。
【解決手段】補強材10は、シートパッド本体2の裏面に沿って配設される。補強材10には開口部16が設けられており、この開口部16の周縁部が環状に延在した環状部となっている。この開口部16の周縁部の周長を小さくするように張力を付与するための張力付与手段としての連結部材18が設けられている。
(もっと読む)
金型装置
【課題】よりシンプルな構成によって、発泡成形体をスムーズに取外すことにある。
【解決手段】第二型22に、発泡成形体6Pを保持可能な保持部40を設けて、キャビティ24内で発泡成形体6Pを成形したのち、発泡成形体6Pを第二型22に保持しつつ、第一型21から第二型22を離すとともに、発泡成形体6Pが、その自重により、保持部40の配置位置(22f)とは異なる第二型22の部位(22s)から離間する構成とした。
(もっと読む)
フック部を有するオーバーモールド部材および、台座部を含む型とのアセンブリ
第1に、オーバーモールドして成形品にするようデザインされ、フック部を有するオーバーモールド部材であって、2つの先端側壁部および底部によって規定される開口内部空間を形成し、部材から出ているフック部が底部から突出するオーバーモールド部材と、第2に、内部ボリュームを規定する内壁部を有する型であって、内部ボリュームが型の中でモールディングによって形成する物品と同じ形状をしており、少なくとも1つの台座部が内壁部から内部ボリュームの中へと突出しており、オーバーモールド部材が、成形用発泡体を成形している間、台座部と接触し、台座部が、2つの対向する外側面を有するレール形状部分を含む型とを備えるアセンブリであって、発泡体を成形している間、先端側壁部と外側面の間にフック部が介在することなく、オーバーモールド部材のそれぞれの先端側壁部が、それぞれの対向する外側面と接触しする、アセンブリ。
 (もっと読む)
(もっと読む)
発泡体の充填方法
【課題】パネルを介して隣り合う中空部において、一方の中空部への発泡体の充填を利用して他方の中空部においても発泡体を充填することのできる発泡体の充填方法を提供する。
【解決手段】車両用ピラー51の中空部Sの一部は、リンフォースパネル54を介して隣り合う主充填部S1及び副充填部S2に区画される。流路用部材22は、リンフォースパネル54と間隙Gを有した状態とされている。流路用部材22は、主充填部S1側からリンフォースパネル54を越えて副充填部S2側へ延出されている。流動規制部材23は、主充填部S1に配置されている。流動規制部材23は、発泡性材料11の流動を規制することで、発泡性材料11の流動を流路用部材22へ指向する。流路用部材22と流動規制部材23の間で加熱された発泡性材料11の一部は、流路用部材22とリンフォースパネル54との間隙Gを流路として副充填部S2へ流入される。
(もっと読む)
車両用シートのクッション材及びその製造方法
【課題】クッション材の各種性能を極力維持しつつ、ポリウレタンフォームの使用量を低減することにある。
【解決手段】クッション材4Pが、ポリウレタンフォームからなる着座部10と、弾性を有する繊維積層体12pからなる支持部12とを有するとともに、支持部12の弾性を維持しつつ、着座部10と支持部12を直接的に結合する構成である。
(もっと読む)
ヘッドレスト成形用中子
【課題】本発明は、トリムカバーに設けられた開口部の壁部の湾曲部分に皺を寄り難くして、開口部の外観品質を向上させるようにしたヘッドレスト成形用中子を提供する。
【解決手段】ヘッドレスト成形用中子30は、トリムカバー2の開口成形部12A内で、前記開口形成部Aの湾曲部21a,22aに向けて移動可能であると共に、湾曲状の押圧面31a,32aが形成された第1及び第2の駒型部31,32と、前記駒型部31,32を前記開口成形部の湾曲部21a,22aに押圧した状態で保持する保持機構Hと、を備え、この保持機構Hは、前記第1の駒型部31側に立設された係止ピン34aと、前記係止ピン34aに摺接するカム面36bと、前記係止ピン34aに嵌合する係止凹部36aとが設けられ、前記第2の駒型部32側で回転支持される回転カム36と、を備えている。
(もっと読む)
ヘッドレスト
【課題】本発明は、トリムカバーに設けられた開口部の壁部の湾曲部分に皺を寄り難くして、開口部の外観品質を向上させるようにしたヘッドレストを提供する。
【解決手段】ヘッドレストHRにおいて、開口部12の壁部をなすトリムカバー2の開口形成部12Aは、トリムカバー2の前部2bの一部として帯状に形成された第1の開口形成半部21と、トリムカバー2の後部2bの一部として帯状に形成された第2の開口形成半部22とで2分割され、重ね合わされる第1の開口形成半部21の湾曲部21aと第2の開口形成半部22の湾曲部22aとの少なくとも一方には、湾曲形状の保形板23,24が逢着され、第1の開口形成半部21と第2の開口形成半部22と保形板23,24とを重ね合わせて開口部12の壁部が形成されている。
(もっと読む)
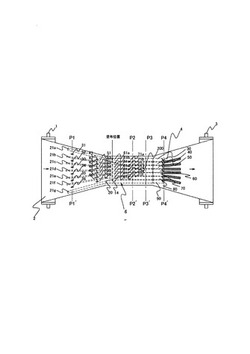
プラスチック部材の製造方法およびプラスチック部材
【課題】組成分布を有するプラスチック部材を、簡便な設備で、工程数が少なく、短時間で得ることができるプラスチック部材の製造方法を提供する。
【解決手段】放射線照射面を設けた注型セル3に第1の放射線重合性組成物4を充填する工程と、前記注型セル3の放射線照射面に放射線10を照射し、前記第1の放射線重合性組成物4の一部を重合し第1の組成物の重合体6を得る工程と、未重合の前記第1の放射線重合性組成物を前記注型セル3から除去する工程と、除去により生じた前記注型セル3の空隙に、第2の放射線重合性組成物8を充填して前記第1の組成物の重合体6と接触させる工程と、前記第2の放射線重合性組成物8を前記第1の組成物の重合体6の中へ拡散させる工程と、前記注型セル内3で拡散した前記第2の放射線重合性組成物8および前記第1の組成物の重合体6の全体を硬化させる工程とを有するプラスチック部材9の製造方法。
(もっと読む)
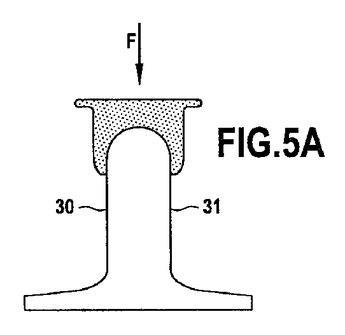
シート用バックパッド及びその製造方法
【課題】バックボード仕様のシート用バックパッドにおいて、成形不良を生じにくくしてシートの背もたれ部の外観を向上する。
【解決手段】軟質フォームからなるパッド本体12の背面側における上辺部12Aに、後方に延設された連結部18と、そこから下方に延設されたフランジ部20とからなる張り出し部16を一体に設ける。フランジ部の下端部を段差部24を介して薄肉部26に形成した上で、フランジ部の外面20Aに成形シート体28を設ける。成形シート体28は、フランジ部上部側の厚肉部22の外面22Aに沿う形状の第1面部30と、段差部24の外面24Aに沿う形状の第2面部32とを備えた断面屈曲状に予め立体成形されたものであり、軟質フォームの発泡成形によりフランジ部20の外面20Aに一体化されている。
(もっと読む)
サポート材、発泡成形部材及び発泡成形方法
【課題】発泡成形部材にボイドが形成されることが防止されるサポート材と、このサポート材を用いた発泡成形部材及び発泡成形方法とを提供する。
【解決手段】サポート材1は、シートパッド本体11の背当て部12の背面に沿って配置される中央部2と、該中央部2の左右両側縁にそれぞれ連なっており、シートパッド本体11の左右両サイド部13,14の背面に沿ってそれぞれ配置される側辺部3,4とを有している。各側辺部3,4は、目付け量が80〜140g/m2布材よりなる高通気性材料にて構成され、中央部2は、それよりも目付け量が大きい布材により構成されている。シートパッド10の発泡成形時には、金型20の中子23にサポート材1を装着しておいて発泡成形を行う。この際、サポート材1の各側辺部3,4の側端部が上型21と中子23との合わせ面P2の近傍に位置する。
(もっと読む)
マスキング部材脱着構造
【課題】主に、マスキング部材に付着した塗膜やミストなどの破片等の剥がれ落ちを防止し得るようにする。
【解決手段】樹脂成形品を成形可能な樹脂成形金型21の成形面22に対し、成形前に予め塗装による部分的な塗膜24を形成する際に、成形面22の非塗装部分26へマスキング部材27が取付けられると共に、マスキング部材27に対して、塗装後にマスキング部材27のほぼ全面を覆うように被着することにより、マスキング部材27の成形面22からの取外時に、マスキング部材27に付着した塗膜24やミストなどの破片等の剥がれ落ちを防止可能な脱着治具本体31が設けられるようにしている。
(もっと読む)
良好な難燃特性を有する中密度装飾成形フォームの減少した成形時間での製造方法、難燃剤組成物および該方法により製造されたフォーム
これまでの可能性より実質的に短い時間で金型から取り出し得る中密度難燃性成形ポリウレタンフォームを、本発明の方法により製造する。これらの低減した離型時間は、ポリウレタンフォーム形成性組成物中に固体難燃剤組成物を含ませることにより得られる該固体難燃剤組成物には、メラミン被覆ポリリン酸アンモニウムおよびホウ酸亜鉛が含まれる。 (もっと読む)
弾性ローラ成形金型、および弾性ローラ成形方法
【課題】脱型時の剥離性が良好な状態を長期にわたって維持することが可能な弾性ローラ成形金型を提供する。
【解決手段】上端開口と、下端開口と、円筒形状の内部空間と、を備えた母型2と、母型2の上端開口に取り付けられ、母型2の内部空間に配置される芯材8の上端を支持する第1の駒3と、母型2の下端開口に取り付けられ、芯材8の下端を支持する第2の駒4と、を有し、第1の駒3を母型2の上端開口に取り付けたときに、第1の駒3と母型2との間に、第1の空隙7aと、第1の接触面6aと、が母型2の周方向に連続して形成され、第2の駒4を母型2の下端開口に取り付けたときに、第2の駒4と母型2との間に、第2の空隙7bと、第2の接触面6bと、が母型2の周方向に連続して形成され、少なくとも前記内部空間と、前記第1の空隙と、前記第2の空隙と、を構成する面に離型膜を有している。
(もっと読む)
ウレタン製バンパスプリングおよびその製造方法
【課題】水系離型剤を使用しながらも、溶剤系離型剤を用いた場合と同等の低い摩擦係数を有するウレタン製バンパスプリングおよびこのバンパスプリングを効率良く製造する方法を提供する。
【解決手段】成形型のキャビティの壁面に、水系離型剤を塗布し、このキャビティ内にウレタン原料を注入して加熱することにより、上記成形型内でウレタン原料を硬化させる工程と、上記硬化後のウレタン成形体を成形型より取り出す脱型工程と、を備えるウレタン製バンパスプリングの製造方法であって、上記水系離型剤が、樹脂パウダを含有しており、この樹脂パウダが、上記硬化後のウレタン成形体の表面に転写されていることを特徴とする。また、本発明のウレタン製バンパスプリング1は、その内周面(11b,12b,12c)に、水系離型剤に由来する樹脂パウダが散在しているため、相手部材との摩擦抵抗が小さい。
(もっと読む)
121 - 140 / 722
[ Back to top ]