
Fターム[4F204EK26]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 注型成形の装置、操作 (4,781) | 付属装置、補助操作 (4,501) | 計量、検知、制御 (235)
Fターム[4F204EK26]に分類される特許
41 - 60 / 235
定量装置および定量方法
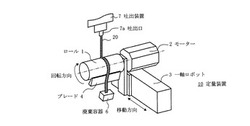
【課題】液状ゴム材料の飛散を抑制可能な定量装置を提供する。
【解決手段】定量装置10は、吐出口7aから下方に連続的に吐出された液状ゴム材料20を、吐出口7aの下方にある金型に定量する。また、定量装置10は、吐出口7aから金型への液状ゴム材料20の軌道内にある位置と、当該位置よりも下方にあり、液状ゴム材料20の軌道外にある位置と、の間を直進移動可能なロール1を有する。また、定量装置10は、ロール1を、液状ゴム材料20の軌道がロール1の表面と接する位置におけるロール1の表面の回転方向が重力方向とは反対方向になるように回転駆動させる駆動手段を有する。
(もっと読む)
レンズ、及びレンズアレイ、並びにそれらの製造方法

【課題】絞りを一体に有するレンズ、及びその集合体のレンズアレイにおいて、温度変化による光学性能の低下を抑制する。
【解決手段】レンズは、耐熱性の樹脂で形成され、前記レンズの表面上に該レンズと一体に設けられた絞りを備え、前記絞りは、耐熱性かつ遮光性の樹脂を前記表面に塗布してなる塗布層である。レンズアレイは、複数の前記レンズが一次元又は二次元状に配列されて相互に連結された状態に構成されている。
(もっと読む)
発泡成形体の製造装置及び製造方法
【課題】複数の発泡成形の原料で発泡成形体を製造するときに、複数の原料の注入ヘッド同士の干渉を防止して発泡成形体の生産性を向上させる。
【解決手段】成形型10を搬送して、開放させた成形型10のキャビティ13に複数の原料を注入して発泡成形体を成形する。複数の注入ヘッドを順に、キャビティ13に設定された各原料の注入経路Tに沿って、成形型10の搬送方向Hの一方側から他方側に向けて移動させ、移動する注入ヘッドからキャビティ13に各原料を注入する。移動時には、前の注入ヘッドが搬送方向Hの一方側から離れて注入経路T中の所定位置まで移動したときに、次の注入ヘッドを搬送方向Hの一方側に移動させて注入経路Tに沿った移動を開始させる。複数の原料の注入後に成形型10を閉鎖して、キャビティ13内で発泡成形体を成形する。
(もっと読む)
複層断熱パネルの製造方法
【課題】複層断熱パネルを構成する硬質ポリウレタンフォーム層内部におけるクラックの発生を抑制可能な複層断熱パネルの製造方法を提供する。
【解決手段】フェノールフォーム層1、金網2、硬質ポリウレタンフォーム層3、アルペットシート4の順に積層され、かつ硬質ポリウレタンフォーム3が水発泡により製造される、複層断熱パネルの製造方法であって、すでに形成されているフェノールフォーム層1と金網2の表面に、硬質ポリウレタンフォーム層3を形成するために発泡原液が注入される閉じた注入空間10を形成し、この注入空間10の側面から発泡原液吐出用の高圧発泡機11のノズル12を水平状態に挿入し、発泡原液の吐出圧力を9〜12MPaとし、かつ、吐出量を40kg/分以下になるように設定したことを特徴とする。
(もっと読む)
発泡成形体の製造方法および発泡成形体の製造装置
【課題】補強部材のうち、ガス抜き孔に対応する部分に発泡原料が含浸するのを確実に抑制すること。
【解決手段】製造装置10においてガス抜き孔12が開口するキャビティ面14に通気性を具備する補強部材3を配置する配置工程と、キャビティ11内で発泡原料を発泡させて発泡体2を形成するとともに該発泡体2に補強部材3を一体に固着させることで、発泡成形体を形成する成形工程と、を有し、成形工程は、発泡原料が発泡し始めた後、発泡体2が形成される前に、ガス抜き孔12を通したキャビティ11内と外部との連通を遮断し、補強部材3においてガス抜き孔12に対応する部分には、非通気性部材4が取り付けられ、成形工程は、発泡した発泡原料にキャビティ11内が満たされたキャビティ充満時に、発泡原料により補強部材3をキャビティ面14に押し付けた状態で、非通気性部材4によりガス抜き孔12を覆っている発泡成形体の製造方法を提供する。
(もっと読む)
複合光学素子の製造方法及びその製造装置
【課題】光学基材の外径公差が光学芯誤差に与える影響を小さくするとともに、簡易な動作で偏芯調整を行う。
【解決手段】複合光学素子は第1の光学基材11と第2の光学基材12の2枚の光学基材が紫外線硬化型樹脂14を介して接合されたものであり、その製造装置1は、第1の光学基材11、12を夫々着脱可能に保持する下保持具16及び上保持具18と、第1の光学基材11、12の外周の両方に同時に当接させて、前記2枚の光学基材の芯だしを行う芯だし具19とを有している。
(もっと読む)
RTM成形方法
【課題】大型のFRP成形品の成形に際し、欠陥を発生させず、品質向上が可能で、生産性に優れたRTM成形方法を提供する。
【解決手段】成形型1の複数の注入口6からキャビティ内4に樹脂を注入するRTM成形方法において、成形されるべきFRP成形品8の品質を改良すべき特定部位9とそのFRP成形品8の特定部位9に対応する成形型1の特定部位10とを設定し、該成形型1の特定部位10の動作条件または環境条件またはその両条件を他の部位とは異なる条件に設定することによりその特定部位における樹脂7の挙動を制御し、FRP成形品8の特定部位9を目標品質になるように成形することを特徴とするRTM成形方法。
(もっと読む)
眼鏡用プラスチックレンズの製造方法およびその検査方法
【課題】生産性に優れ、製造コストも削減できる眼鏡用プラスチックレンズの製造方法およびその検査方法を提供する。
【解決手段】ポリイソシアネート化合物とポリチオール化合物とを含む重合性組成物を調合する調合工程と、前記重合性組成物を成形モールドに充填する充填工程と、所定の温度条件下で硬化させて重合体を得る硬化工程と、前記重合体の検査を行う検査工程とを備えた眼鏡用プラスチックレンズの製造方法であって、前記検査工程は前記重合体の赤外線吸収スペクトルを測定し、その測定結果におけるイソシアネート基に基づく吸収ピークのスペクトル強度を用いて合否判定を行う。
(もっと読む)
マイクロニードル製造方法とマイクロニードル基板
【課題】 貫通孔付のマイクロニードルを容易に製造することができるマイクロニードル製造方法を提供すると共にそのようなマイクロニードル製造方法により製造されたマイクロニードル基板を提供することにある。
【解決手段】 硬化性樹脂に熱又は光エネルギーを付与し、且つ、そのエネルギーを制御することにより上記硬化性樹脂の外周部を硬化部とすると共に内周部を未硬化部とし、次に、上記未硬化部の硬化性樹脂を除去することにより貫通孔を備えたマイクロニードルを得るようにしたもの。
(もっと読む)
ディスペンサを備えた転写装置、ディスペンサの吐出量検出方法、及びディスペンサの吐出量制御方法
【課題】ディスペンサより吐出されるUV硬化性樹脂の量が一定となるように調整可能な転写装置を提供する
【解決手段】ディスペンサ20のやや下方にカメラ18を設け、該カメラ18によりディスペンサ20より吐出される液滴pを撮影する。更に、この液滴pの画像に基づいて該液滴pが球体形状であるとした場合の半径r1を求め、これを所定の演算式に代入して液滴pの体積V1を求める。そして、液滴pの体積V1に基づいて、ディスペンサ20より単位時間当たりに吐出されるUV硬化性樹脂の量を求め、この情報を操作者に通知する。従って、操作者はUV硬化性樹脂の吐出量が適正な量であるか否かを判断することができ、UV硬化性樹脂の吐出量が基準量となるように調整することができる。
(もっと読む)
多孔質体の流動抵抗値算出方法及びその装置
【課題】多孔質体における流体の流動挙動を測定できる装置を開発し,流動挙動を高精度かつ短時間で予測できる多孔質体のモデル化方法を確立し,流動抵抗値を算出する。
【解決手段】多孔質体を挟み込んだ金型を減圧し,金型外部から多孔質体に流体を注入して,透明素材で形成された金型を用いた可視化測定,または,金型表面に設置した圧力センサによる流体到達の感知によって,多孔質体内の流体の流動挙動(流体の流動面積,または流体到達時間,または流体流動距離など)を測定する装置を提供する。解析モデルとして,微細構造を有する多孔質体を複数の円管からなるポーラス体としてモデル化し,前記測定装置を用いて求めた多孔質体内の流体の流動挙動の測定値を一定の誤差範囲内で再現できるポーラス体の流動抵抗値を決定する。
(もっと読む)
キッチンカウンタの製造方法
【課題】キッチンカウンタの製造方法において、金属製のシンクが変形したり、樹脂製のカウンタにクラックが発生したりすることなく、金属製のシンクの外周部に熱硬化性樹脂による樹脂製のカウンタを一体化成形する。
【解決手段】カウンタ2成形用の金型10,11に金属製のシンク3の外周部をインサートし、次に、金型10,11に熱硬化性樹脂を注入し、次に、シンク3を熱源5によって加熱した状態で、熱源5とは別に設けた樹脂硬化用の熱源4によって金型10,11を加熱して熱硬化性樹脂を硬化させ、金属製のシンク3に接合したカウンタ2を成形する。金属製のシンク3を加熱した状態で熱硬化性樹脂によって成形するので、金型10,11の冷却時においてシンク3とカウンタ2の温度差を低減して収縮量の差を小さくすることができ、シンク3とカウンタ2の接合部に生じる熱応力を緩和し、シンク3の変形や、樹脂の割れを防止できる。
(もっと読む)
エポキシ樹脂の注型成形方法
【課題】樹脂注型用金型の表面温度を測定することにより、エポキシ樹脂組成物の反応発熱量を計測し、このデータから硬化物の最適脱型時間を算出して加熱制御を行うエポキシ樹脂の注型成形方法を提供する。
【解決手段】エポキシ樹脂の注型成形方法において、注型用金型の表面温度を測定し、注型用金型加熱媒体の設定温度を超えた反応発熱のピークを経て、注型用金型加熱媒体の設定温度より+5℃に降下した時点で加熱を終了することを特徴とする。
(もっと読む)
積層体の製造方法
【課題】一対の基板間に挟持され、密封された硬化性樹脂組成物を硬化させて積層体を製造する方法において、減圧雰囲気を解除した時点で密封空間内の硬化性樹脂組成物層中に残留している空隙の径を小さくすることができ、それにより、該硬化性樹脂組成物層で中に残留している空隙が消滅するまでに要する時間を短縮することができる新規の方法の提供。
【解決手段】一対の基板間に挟持され、密封された硬化性樹脂組成物を硬化させて積層体を製造する方法において、一対の基板間に硬化性樹脂組成物が挟持された積層前駆体の形成を、雰囲気圧力Pが0.1〜1000Paであって、かつ、該雰囲気圧力の圧力勾配(ΔP/ΔT(Pa/sec))が、−1(Pa/sec)≦ΔP/ΔT≦0(Pa/sec)を満たす減圧雰囲気で実施すること、前記積層前駆体の形成から、前記減圧雰囲気のよりも雰囲気圧力が高い第2の圧力雰囲気下に前記積層前駆体を置く直前までの該雰囲気圧力の圧力変化量(ΔP(Pa))を、−1(Pa)≦ΔP≦2(Pa)に保持すること、および、前記積層前駆体を第2の圧力雰囲気下に置く際、該積層前駆体を加圧すること、を特徴とする積層体の製造方法。
(もっと読む)
発泡シート及び金属多孔体シート並びにその製造方法
【課題】比較的開口面積が大きく、大きさや形状にバラツキのない均等な発泡セルが均等配置で形成された発泡シートと、この発泡シートを用いた、孔の形状や寸法及びその配置にバラツキがなく、特に高性能電池用電極材として有用な金属多孔体シートを提供する。
【解決手段】発泡原液を有底長筒状の成形型1内で発泡成形し、得られた柱状発泡ブロック3を側周方向にスライスしてシート状物4とする。この発泡シート4に金属を被覆した後、発泡シートを焼失させて金属多孔体シートとする。
(もっと読む)
ウェハレベルレンズアレイの製造方法、ウェハレベルレンズアレイ、レンズモジュール及び撮像ユニット
【課題】基板部とレンズ部とが一体のウェハレベルレンズアレイを成形する際に、成形される基板部やレンズ部にエアが混入することを防止できるウェハレベルレンズアレイの製造方法、ウェハレベルレンズアレイ、レンズモジュール及び撮像ユニットを提供する。
【解決手段】基板部と、該基板部に配列された複数のレンズ部とを一体に成形するウェハレベルレンズアレイの製造方法であって、基板部の一方の面に複数のレンズ部が一体に設けられたレンズアレイ成形体を2つ、それぞれ別々に成形し、 各レンズアレイ成形体の基板部を、レンズ部が設けられた面とは反対面側で接合して一体とする。
(もっと読む)
熱硬化性樹脂のプロセッシングウィンドウを延長するプロセス
粒子状硬化剤を含有する熱硬化性樹脂のためのプロセッシングウィンドウは、樹脂を熱処理してその中に粒子が溶解されている低粘度の樹脂混合物を形成し、次に、低粘度の樹脂混合物を粒子の溶解温度を下回る温度で成形し繊維プリフォームに注入するという、組み合わされたステップを用いることで延長される。注入された樹脂プリフォームは、樹脂の硬化温度まで加熱され、最終的な樹脂の硬化が得られる。 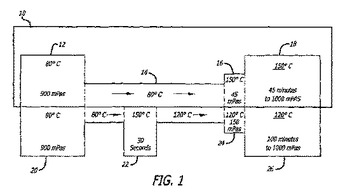 (もっと読む)
(もっと読む)
ウレタン発泡成形体およびその製造方法
【課題】 所望の吸音特性を有すると共に熱伝導性の高いウレタン発泡成形体、およびその製造方法を提供する。
【解決手段】 ウレタン発泡成形体は、セルを区画する骨格樹脂が一端から他端に向かって筋状に延びているポリウレタンフォームからなる発泡本体を有し、該骨格樹脂中には、該一端から該他端方向に配向している磁性体粒子と、非磁性体からなり該一端から該他端方向に互いに連接している高熱伝導性フィラーと、が含有されている。また、その製造方法は、発泡ウレタン樹脂原料と、磁性体粒子と、非磁性体からなる高熱伝導性フィラーと、を混合して混合原料とする原料混合工程と、該混合原料を発泡型のキャビティ内に注入し、該キャビティの一端から他端に向かう磁場中で発泡させる発泡工程と、を有する。
(もっと読む)
光学部品製造装置及び光学部品の製造方法
【課題】基板と成形型の間で樹脂を均一に押し広げることで、光学部品の生産性の向上を図ることができる光学部品製造装置及び光学部品の製造方法を提供する。
【解決手段】ガラス基板3上に樹脂4A,5Aを滴下して、その樹脂4A,5Aをサブマスター20,20Bに向けて押圧する際に、ティルト機構であるギヤードモータ50と昇降アクチュエータ120とを作動させて、サブマスター20,20Bが固定されたプレートホルダ80に対して、ガラス基板3が固定された静電チャック装置70の角度を調整しつつ、サブマスター20,20Bとガラス基板3とを段階的に近付けることによって、サブマスター20,20Bとガラス基板3の間でプレスされる樹脂4A,5Aを、サブマスター20,20Bとガラス基板3の間のほぼ全域に亘ってほぼ均一に押し広げること可能にした。
(もっと読む)
複合成型体
【課題】難燃性であるとともに、発泡成型樹脂の補強材表面への染み出しが防止されており、補強材が柔軟性を有し、且つ、異音発生を防止できる複合成型体を提供する。
【解決手段】発泡成型樹脂と、該発泡成型樹脂の補強材である捲縮長繊維スパンボンド不織布とを有する複合成型体であって、該捲縮長繊維スパンボンド不織布が、繊度0.5〜10dtex及び捲縮数2〜40個/25mmであるポリプロピレン系捲縮長繊維を少なくとも用いて構成されており、該捲縮長繊維スパンボンド不織布が、部分熱圧着率2〜15%で熱圧着されており、該捲縮長繊維スパンボンド不織布が、目付50〜200g/m2、厚み0.5〜2.0mm、通気性0.1〜150cm3/cm2/sec、及びJIS−K−7201に従って測定される酸素指数(LOI)20以上を有する、複合成型体。
(もっと読む)
41 - 60 / 235
[ Back to top ]