
Fターム[4F204EK26]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 注型成形の装置、操作 (4,781) | 付属装置、補助操作 (4,501) | 計量、検知、制御 (235)
Fターム[4F204EK26]に分類される特許
61 - 80 / 235
複合成型体
【課題】難燃性であるとともに、発泡成型樹脂の補強材表面への染み出しが防止されており、補強材が柔軟性を有し、且つ、異音発生を防止できる複合成型体を提供する。
【解決手段】発泡成型樹脂と、該発泡成型樹脂の補強材である捲縮長繊維スパンボンド不織布とを有する複合成型体であって、該捲縮長繊維スパンボンド不織布が、繊度0.5〜10dtex及び捲縮数2〜40個/25mmであるポリプロピレン系捲縮長繊維を少なくとも用いて構成されており、該捲縮長繊維スパンボンド不織布が、部分熱圧着率2〜15%で熱圧着されており、該捲縮長繊維スパンボンド不織布が、目付50〜200g/m2、厚み0.5〜2.0mm、通気性0.1〜150cm3/cm2/sec、及びJIS−K−7201に従って測定される酸素指数(LOI)20以上を有する、複合成型体。
(もっと読む)
ポリウレタンタービン翼のための自動化された製造方法
本発明は、ポリウレタン風力タービン翼および他の大きな物体の製造方法を提供する。本発明は、風力タービン翼のための金型を風力発電所において形成する工程、イソシアネートおよびイソシアネート反応性成分を、自動化反応射出成形(「RIM」)機により金型中へ射出する工程、金型を閉じ、プレスしおよび加熱して得られるポリウレタンを硬化する工程およびポリウレタン翼を風力タービン中に取り付ける工程を含む。また、該方法は、風力タービン翼金型を、風力発電所において形成する工程、イソシアネート、イソシアネート反応性成分および長繊維を自動化長繊維射出(「LFI」)機で射出する工程、金型を閉じ、プレスしおよび加熱して得られるポリウレタンを硬化する工程およびポリウレタン翼を風力タービン中に取り付ける工程を含む。本発明の製造方法は、風力発電所において行われるので、輸送問題を未然に防ぎ得る。 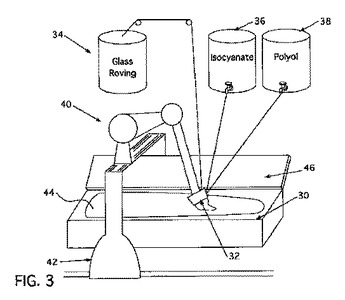 (もっと読む)
(もっと読む)
偏光レンズの製造方法
【課題】アスティグマが低減された高品質な偏光レンズをキャスト法によって製造する方法を提供すること。
【解決手段】成形型内部のキャビティに偏光膜を配置すること、上記偏光膜が配置されたキャビティに熱硬化性成分を含むレンズ原料液を注入すること、上記レンズ原料液を注入した成形型を加熱することにより前記熱硬化性成分の硬化反応を行うこと、および、上記硬化反応後に得られた成形体を成形型から取り出すことにより上記偏光膜を含む偏光レンズを得ること、を含む偏光レンズの製造方法。前記加熱を、少なくとも2段階以上昇温速度を変更する昇温プロファイルにより行い、かつ重合発熱ピークが発現する温度または重合発熱温度上昇率が最大となる温度(基準温度)を含まない温度域において、昇温速度を最大にする。
(もっと読む)
光硬化性樹脂成形装置

【課題】光硬化性樹脂を樹脂保持空間に効率的に充填し、確実に光を照射して、対象物に光硬化性樹脂による成形部を得ることができる光硬化性樹脂成形装置を提供する。
【解決手段】対象物の表面に配置され、成形部y1に対応した樹脂保持空間30が形成され、光が透過する導光型42と、樹脂保持空間30に光硬化性樹脂1を供給する樹脂供給バルブ20を有し、当該樹脂供給バルブ20の先端面が樹脂保持空間30に面するように配置され、光硬化性樹脂1を外部から遮光しながら貯留する樹脂貯留タンク10と、樹脂保持空間30に充填された光硬化性樹脂1に、導光型42を介して光を照射する光源41と、を備える光硬化性樹脂成形装置X。
(もっと読む)
ポリウレタンガスケットおよびそれを形成する方法
シールを形成する方法は、一成分ポリウレタン前駆体からフロスを調製する工程、該フロスを物品の面に適用する工程、および水を該フロスとともに同時に適用する工程を含み、該フロスは硬化して、該物品に接着した350kg/m3以下の密度を有するガスケットを形成する。 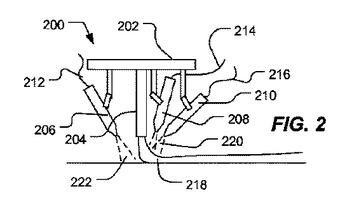 (もっと読む)
(もっと読む)
プラスチックレンズおよびその製造方法
【課題】短時間および簡便な工程によりハイブリッドレンズを得ること。クラゲ状の変形が発生せず、良好な形状を有するハイブリッドレンズを得ること。
【解決手段】熱ラジカル重合および光カチオン重合を組み合わせることにより製造され、部位により硬さまたは屈折率が異なるレンズであって、1つのモールドを用いて製造されることを特徴とするレンズ。このレンズは、例えば、モノマー混合液をモールドチャンバー内で熱重合する工程、中央部のみに光を照射して光カチオン重合する工程、更に熱を加えて光カチオン重合を進行させる工程を含む方法により製造される。
(もっと読む)
注型成形方法

【課題】成形時における金型内の樹脂の収縮量に応じて樹脂を追加注入する際に、金型の注入口が詰まることなく注入可能であり、成形品の表面側の形状を安定させ、且つかすれ不良なく、金型内に樹脂を充填可能であり、また、脱型時に樹脂が未硬化になりにくく、未硬化の樹脂が注入口や成形品に付着することをより確実に回避可能である注型成形方法の提供。
【解決手段】金型内部にある樹脂注入口近傍であって、周囲より容積の大きな空間に樹脂を充填する工程と、金型を形成する部位に温度差を設ける工程と、追加樹脂の注入中に金型の前記空間近傍を冷却する工程と、追加樹脂の注入後に金型の前記空間近傍を加熱する工程を含むことを特徴とする注型成形方法を提供する。
(もっと読む)
樹脂シート状物の連続製造方法
【課題】 走行するベルト上に活性エネルギー線重合性液体を供給し、その上にフィルムを被せて前記液体を硬化されて樹脂シートを連続的に製造する際、異物欠陥の少ない透明樹脂シート状物の製造方法を提供する。
【解決手段】 活性エネルギー線重合性液体を走行するベルト上に供給し、供給された活性エネルギー線重合性液体上に活性エネルギー線透過性フィルムを被せ、前記フィルム上に気体を前記フィルム上に噴き付けることで、前記フィルム上の異物を除去した後、前記フィルムの上から活性エネルギー線重合性液体に活性エネルギー線を照射して活性エネルギー線重合性液体を硬化させシート状物とする透明樹脂シート状物の連続製造方法方法である。
(もっと読む)
造形物の製造方法及び製造装置
【課題】1次元又は2次元に配列された樹脂材料からなる複数のレンズ部を有する造形物の各レンズ部を精度よく形成する。
【解決手段】1次元又は2次元に配列される複数のレンズ部101と、該レンズ部101を相互に連結する基板部102と、を有し、該レンズ部及び該基板部が樹脂材料で一体に形成されるウェハレベルレンズアレイ100は、このウェハレベルレンズアレイ100の一方の表面に整合する第1の型111の転写面112と、反対側の表面に整合する第2の型113の転写面114との間で、軟化した樹脂材料Mを硬化させ、樹脂材料の硬化に伴う収縮に合わせて、第1の型111の転写面112と第2の型113の転写面114との間隔を狭め、第1の型111の転写面112及び第2の型113の転写面114と樹脂材料Mとの密着を維持して製造される。
(もっと読む)
熱伝導性シート及びその製造方法
【課題】シートの厚み方向における熱伝導性が高く、ESD対策やグラウンド接続に要求されるレベルの導電性を有し、かつ柔軟性に富む熱伝導性シート及びその製造方法を提供することにある。
【解決手段】熱伝導性シート10は、高分子マトリックス11、炭素繊維12、及び球状カーボン13を含む。炭素繊維12は、高分子マトリックス11内でシートの厚み方向に沿って配向されている。球状カーボン13は、シートの厚み方向に沿って配向された炭素繊維12間に位置している。また、熱伝導性シート10では、シートの厚み方向における体積抵抗率が1×104Ωcm未満である。
(もっと読む)
レンズアレイとその製造方法、及びラインヘッド
【課題】ボイドのないレンズアレイを製造できる製造方法とレンズアレイ、及びこのレンズアレイを備えてなるラインヘッドを提供する。
【解決手段】板状の基部431の表面に、複数のマイクロレンズ433を備えたレンズアレイ430aの製造方法である。アレイ形成面361に第1凹部362、第2凹部364が形成されたアレイ製造用型360用い、アレイ製造用型360と基板435との間に光硬化性樹脂JSを配し、減圧下において、アレイ製造用型360で加圧して光硬化性樹脂を第1凹部及び第2凹部内に圧入する。その際、光硬化性樹脂JSをアレイ形成面361と基板435との間からはみ出させることなく、これらの間に挟持する。その後、光硬化性樹脂JSに光を照射して硬化させ、アレイ製造用型360から離型することでレンズアレイ430aを得る。
(もっと読む)
混合吐出装置
原料を含む2種以上の液体であって、少なくとも1つが発泡剤をさらに含有する液体を加圧下で混合するミキシングチャンバー(1)と、当該チャンバーに連通し、下流方向へ断面積が減少する内周面を有するテーパード通路(3)と、テーパード通路に挿入され、前記内周面に対応する外周面を有するテーパードピストン(2)と、前記内周面と前記外周面とが当接する位置からテーパードピストンを後退させて、特定の間隙を形成するアクチュエータと、テーパード通路に連通する緩衝通路(5)と、前記混合物を最終的に吐出する吐出口(4)と、を備える混合吐出装置。緩衝通路は、混合物の膨張を穏やかにする構造を有する。アクチュエータは、テーパードピストンの後退量の制御により間隙の幅Dを変化させて、ミキシングチャンバーが維持する圧力と、テーパード通路における混合物の圧力が減ずる程度とを調整する。 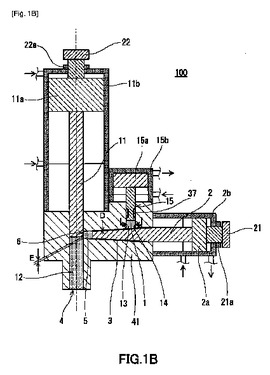 (もっと読む)
(もっと読む)
複合光学素子及びその製造方法
【課題】樹脂の吐出量を正確に制御しなくてもバリの形成を防ぐことができる複合光学素子とその製造方法を提供する。
【解決手段】光学基材11の接合面上に紫外線硬化型樹脂12を滴下し、金型14の成形面14aで樹脂12を押延し、この樹脂12に紫外線を照射して硬化させる。金型14の成形面14aで樹脂12を押延する工程では、樹脂12の金型と接触する面の周縁と成形面14aの周縁とが一致するまで樹脂12を押延する。さらに、成形面14aの周縁と樹脂12の基材接触面の周縁とを最短距離で結んだ直線と光学基材11の光軸O−Oとがなす角度をθとしたときに、0.5≦tanθ≦2を満たすように樹脂12を押延する。
(もっと読む)
FRP被覆構造体の製造方法及びFRP被覆構造体
【課題】強化繊維基材に液状樹脂を注入した際に、樹脂発泡体からなるコアの内部に液状樹脂が含浸されるのを防止し、軽量性に優れたFRP被覆構造体の製造方法を提供する。
【解決手段】反応性組成物をモールド内で発泡させて樹脂発泡体を成形するモールド成形によって、高密度のスキン層と低密度の内部層を有するコア2を製造する。そして、そのコア2を強化繊維基材で被覆し、強化繊維基材に液状樹脂を注入して加熱硬化させることによってFRP皮膜4を形成する。従って、強化繊維基材に液状樹脂を注入する際に、高密度のスキン層によって、液状樹脂が低密度の内部層に含浸されるのを防ぐことができる。
(もっと読む)
プラスチック原料液の調合装置
【課題】光学物品の製造コストを低下させることができるとともに品質の良好な光学物品を製造することができるプラスチック原料液の調合装置を提供すること。
【解決手段】2種類の原材料L1,L2をそれぞれ収納する原材料収納容器11,12と、これらの原材料収納容器11,12からそれぞれ移送された原材料L1,L2を混合してプラスチック原料液を調合する混合部13と、この混合部13で調合された原材料L1,L2の混合比を検出する検出部14とを備えた。混合比が許容範囲内であれば、品質の良好な眼鏡用プラスチックレンズを製造することができ、混合比が許容範囲外である場合には、プラスチック原料液Lの成形型21への注入作業を中止することで、重合工程以後の作業を実施しなくてもよいから、製造コストの低下を図ることができる。
(もっと読む)
発泡成形方法及びその装置
【課題】発泡材料の発泡成形において、独立発泡セルの変形や型崩れが起きない発泡成形方法を提供する。
【解決手段】発泡材料を発泡させる発泡成形方法であって、内部空間12を有する成形型10を提供するステップと、前記成形型10の内部空間12を加圧状態にするステップと、前記加圧状態下における前記成形型10の内部空間12で、前記発泡材料を発泡させて、前記発泡材料の発泡を適宜に制御するようにしたステップと、前記成形型10の内部空間12に対する加圧状態を解除するステップとを備えたことを特徴とする。
(もっと読む)
クッションパッドの成形型およびその成形型を用いたクッションパッドの製造方法
【課題】成形したクッションパッドを抜型するとき、クッションパッドの背面側部分のうち少なくとも肉厚変動部内側で発泡樹脂と一体に成形した補強布材が破損することを防止し、そして、肉厚変動部の内側に設けた凹部の幅や高さを、成形状況に応じて容易に変更することができる、クッションパッドの成形型を提供する。
【解決手段】上辺縁部から背面側に延設されてクッションパッド上部を断面コ字状にする延設部が、上辺縁部側の厚肉部と、延設部先端側の薄肉部と、厚肉部と薄肉部との間の肉厚変動部とを有し、少なくとも肉厚変動部の内側で発泡樹脂とその発泡樹脂を覆う補強布材とが一体に成形されるクッションパッドを成形する成形型が、下型と、中子型と、上型とを有し、肉厚変動部の内側表面に凹部を形成するために、中子型の材料より軟質な材料からなる凹部形成用入子を前記中子型の表面に取り外し可能に固定する。
(もっと読む)
紐状反応性樹脂発泡成形体の製造方法並びにその製造装置
【課題】複数の紐状反応性樹脂発泡成形体を製造するに当り、安定して分液吐出できる分液反応性樹脂気泡化原料製造装置と、下部と上部の位置での密度差のない紐状樹反応性脂発泡製品の製造方法を提供する。
【解決手段】メカニカルフロス用攪拌機と特定条件の分液コートハンガー形ダイ1との組み合わせにより、前もって初期発泡を済ませ、充填時にはほぼ発泡を完了させることにより、例え原料充填量が過多になったとしても低い発泡圧のため平行ガイドレールに発泡圧がかからず安定した生産が可能となり、製品の上下位置での密度差もほとんどない紐状樹反応性脂発泡製品を得ることができる。
(もっと読む)
高圧装置
本発明は、膨張性反応混合物をある表面に、場合によっては同時に、および場合によっては均一に適用するための高圧装置、膨張性発泡体を製造するための方法、サンドイッチ複合要素を製造するための装置、ならびに膨張したサンドイッチ複合要素を製造するための方法に関する。詳しくは、その高圧装置は、混合ヘッド、混合ヘッドの下流に流体的に接続されている分配器ヘッド、分配器ヘッドに取り付けられている少なくとも3つの送出ライン、混合ヘッドへの成分Aの高圧供給ライン、混合ヘッドへの成分Bの高圧供給ライン、不活性ガスと、成分A、成分Bまたは成分AおよびBの混合物とを混ぜ合わせるための少なくとも1つのスタティックミキサ、高圧下にある不活性ガスのための少なくとも1つの高圧供給ライン、ならびに成分の所望の圧力を混合ヘッドで設定するための少なくとも1つの計測および制御ユニットを有して成る。 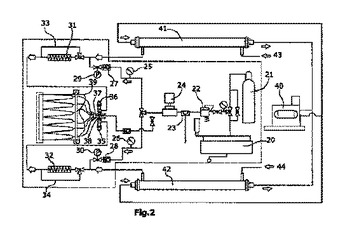 (もっと読む)
(もっと読む)
樹脂フィルム及び遮光性フィルムの製造方法
【課題】硬化により形成された凹凸形状の変化を充分に抑制し、凹凸転写性に優れることによって、表面に凹凸形状を有し、かつ種々の用途に有用な樹脂フィルムを効率よく連続して製造することができる方法、及び、該製造方法を用いて、耐熱性や遮光性等の各種性能に優れる遮光性フィルムを効率的に製造することができる方法を提供する。
【解決手段】表面に凹凸形状を有する樹脂フィルムを製造する方法であって、上記製造方法は、熱硬化性樹脂組成物から構成される熱硬化性樹脂膜の表面に転写法により凹凸形状を形成する工程と、熱硬化性樹脂膜を硬化させる工程とを有し、上記表面凹凸形成工程は、70℃〜200℃の転写材を用いる樹脂フィルムの製造方法である。
(もっと読む)
61 - 80 / 235
[ Back to top ]