
Fターム[4F204FB11]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形の区分 (3,532) | 予め形成された挿入物等との一体化成形 (1,005)
Fターム[4F204FB11]の下位に属するFターム
インサート成形 (181)
表面材との一体化 (138)
封入成形 (90)
絵付け、ラベリング (16)
複数の挿入物等の一体化 (163)
Fターム[4F204FB11]に分類される特許
101 - 120 / 417
繊維強化熱可塑性樹脂成形体
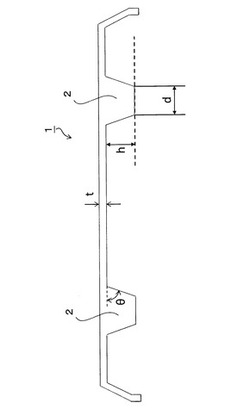
【課題】均一な物性を有し、短時間で効率よく優れた量産性をもって成形できるリブ付き繊維強化熱可塑性樹脂成形体を提供する。
【解決手段】強化繊維15〜80重量%と熱可塑性樹脂20〜85重量%からなる成形体であって、該強化繊維が単繊維状に分散されており、かつ該強化繊維の重量平均繊維長(Lw)が0.5〜10mmの範囲にあり、該強化繊維の配向パラメータ(fp)が−0.25〜0.25の範囲にある繊維強化熱可塑性樹脂成形体からなり、少なくとも成形体の一面上に該面に沿う方向に延びるリブを有し、該リブの高さhが0.5〜120mmの範囲にあることを特徴とする繊維強化熱可塑性樹脂成形体。
(もっと読む)
樹脂モールド装置及びワーク板厚測定装置

【課題】樹脂モールドに先立って被成形品の厚さを精度良く測定することで、キャビティ容積を変更することにより成形品質を向上できる樹脂モールド装置を提供する。
【解決手段】厚さ計測部Bは、ローダー25から半導体チップが基板実装された被成形品1を移載されて保持したまま搬送する搬送プレート9と、当該搬送プレートをX−Y方向に走査可能なX−Y走査機構10と、搬送プレート9の搬送路下に被成形品1に対応して配置され、半導体チップを含む基板の総厚を測定する第1レーザー変位計44と基板のみの厚さを測定する第2レーザー変位計44を備えている。
(もっと読む)
樹脂基複合材の製造方法
【課題】樹脂基複合材の板厚をより高精度に制御することができる製造方法を提供する。
【解決手段】所定形状の治具20に、繊維で強化された樹脂からなるプリプレグ30を所定の厚さまで積層する工程と、積層されたプリプレグ30と治具20とを包装材35で被覆し、包装材35を加圧しながら加熱処理して第1の半成形品40aと第2の半成形品40bとを形成する工程と、第1の半成形品40a及び第2の半成形品40bの板厚を計測する工程と、計測された板厚と、樹脂基複合材の所望の板厚と、追加プライ42の物性とを基にして、追加プライ42の数を決定する工程と、所定形状の治具41a,41bに設置された第1の半成形品40aと第2の半成形品40bとの間に、所定枚数の追加プライ42を積層した積層体43を形成し、積層体43と治具41a,41b,44とを包装材47で被覆し、包装材47を加圧しながら加熱処理する工程とを備える樹脂基複合材の製造方法。
(もっと読む)
複合材成形品の製造方法
【課題】 離型フィルムを簡単且つ効率的に剥離することができ、複合材成形品を製造する効率が向上する複合材成形品の製造方法を提供する。
【解決手段】 プリプレグ体100を加工する複合材成形品200の製造方法において、第1の離型フィルム111連続的に繰り出す工程と、前記第1の離型フィルム111上に前記プリプレグ体100を所定間隔をおいて搭載する工程と、前記第1の離型フィルム111との間に前記プリプレグ体100を挟むように前記第1の離型フィルム111の上方に第2の離型フィルム121を連続的に繰り出す工程と、前記第1の離型フィルム111と前記第2の離型フィルム121との間に挟まれた前記プリプレグ体100に対して加熱加圧成形する工程とを含む複合材成形品の製造方法。
(もっと読む)
成形体の製造方法
【課題】複合材料のマトリックスが炭素発泡体内部に浸透しないような成形体の製造方法を提供することを目的とする。
【解決手段】多孔体2上に、熱硬化性の接着剤3を配置する工程と、接着剤3の上に、熱硬化性樹脂をマトリックスとする複合材料4を配置する工程と、接着剤3を硬化させる工程と、接着剤3を硬化させた後に、複合材料4のマトリックスを液状化及び硬化させる工程と、を備える成形体1の製造方法である。上記製造方法によれば、複合材料4のマトリックスを液状化させる前に、硬化された接着剤3が多孔体2と強く結合するため、その後液状化された複合材料4のマトリックスが、多孔体2の内部へ侵入することを防止できる。
(もっと読む)
繊維強化樹脂成形品及び賦形成形方法
【課題】成形原反材を用い強度の強い成形品を形状自由度高くかつ効率よく3次元形状に賦形することができる繊維強化樹脂成形品及び賦形成形方法を提供する。
【解決手段】繊維強化樹脂成形品100は、複数本の強化繊維束を含む織物基材3の少なくとも一方の表面に熱可塑性樹脂を主成分とする樹脂材料4が付着された成形原反材1を裁断し積層した一対の積層成形材5によって熱可塑性樹脂を主成分とする成形材4aを狭持し芯材として積層してなる。この様に積層成形材5と熱可塑性樹脂を主成分とする成形材4aとを積層することによって曲げ強度を向上し、軽く高強度の成形品を得ることができる。また織物基材3に要するコストを低減できる。
(もっと読む)
繊維強化複合材の製造方法
【課題】従来のRFI法よりも樹脂含浸性を向上させるとともに、繊維含有率を高精度で制御可能な繊維強化複合材を製造する。
【解決手段】バッグ材10の一方の面に樹脂フィルム11を接着させる工程と、治具12上に繊維を含有する繊維基材13を積層する工程と、前記繊維基材13に前記樹脂フィルム11が接触するように、前記繊維基材13上に前記樹脂フィルム11が接着された前記バッグ材10を載置する工程と、前記樹脂フィルム11と前記繊維基材13とを互いに接触させた状態で真空雰囲気に保持して、樹脂を前記繊維基材13中に含浸させる工程と、前記樹脂が含浸された繊維基材13を加熱し、前記繊維基材13中に含浸された樹脂を硬化させる工程とを含む繊維強化複合材の製造方法。
(もっと読む)
賦形成形方法及び繊維強化樹脂成形品
【課題】成形原反材を用い強度の強い成形品を形状自由度高くかつ効率よく3次元形状に賦形することができる賦形成形方法及び繊維強化樹脂成形品を提供する。
【解決手段】成形原反材1を積層し、予備積層成形型で予備圧縮成形した積層成形材5を予備加熱型6で近赤外線放射装置7によって近赤外線で予備加熱型6内の熱盤8上に載置された積層成形材5を予熱し、一方3次元形状を有し、加圧方向を軸とする周回方向に上型方向と下型方向とに交互に押し切り面を設けた賦形型である成形型9を予熱して成形原反材1の溶融温度に昇温する。次に積層成形材5を予熱された成形型9に収納し、成形型9によって積層成形材5を圧縮する。これによって織物基材3に付着している樹脂材料4を軟化して積層成形材5の層間を接着し、形状を保持させる。その後成形型9を固化温度に急冷して型を開き離型する各工程によって成形原反材1を積層して3次元形状に賦形する。
(もっと読む)
テスト用カレンダ装置
【課題】新たな樹脂材料を用いて新しいフィルム製品を開発するための複数のテストを、小量の試験材料で、個別に実施することができるテスト用カレンダ装置を提供する。
【解決手段】2ロールモジュール12、本体モジュール14、及びテイクオフモジュール16を備える。2ロールモジュール12は、本体モジュール14の上面に直接かつ着脱可能に固定され、テイクオフモジュール16は、本体モジュール14の後方側面に直接かつ着脱可能に固定されている。さらに、ベースモジュール18、冷却モジュール20、及びワインダモジュール22を備える。冷却モジュール20とワインダモジュール22は、ベースモジュール18の上面に共通レール18aに沿って移動可能かつ着脱可能に固定されている。
(もっと読む)
カーボンマットブラケット
【課題】カーボン繊維で織られたカーボンクロスを、透明な樹脂シートまたは樹脂板で両面から挟み込み接着したベース材を加熱して、成形型で加圧成形することで表面が滑らかでカーボンクロスの織目文様に乱れの無い、薄くても十分な強度とデザイン性を兼備えたカーボンマットブラケット及び成形法を提供することを目的とする。
【解決手段】補強繊維材で織られた織布材2と、該織布材の両面を熱可塑性樹脂3aからなる表層材3を積層して接着されたベース材1を、成形型6により前記ベース材1を加熱して軟化させて加圧成形することで所定の形状10に成形されることを特徴とするカーボンマットブラケット。
(もっと読む)
プレス成形品の製造方法
【課題】積層成形品には不向きであった薄型成形品にも対応でき、等方的に力学特性に優れた、複雑形状のプレス成形品の製造方法を提供する。
【解決手段】強化繊維基材に熱可塑性樹脂が含浸されてなるプリプレグを2層以上積層したプリフォームを加圧力を0.1〜100MPaとしてプレス成形する。当該強化繊維基材は、繊維長10mmを越える強化繊維が0〜50重量%、繊維長2〜10mmの強化繊維が50〜100重量%、繊維長2mm未満の強化繊維が0〜50重量%から構成され、プリプレグは、そこに含まれる強化繊維単糸a1と該強化繊維単糸a1と交差する強化繊維単糸b2とで形成される二次元配向角8の平均値が10〜80度であり、かつ23℃での厚みh0が0.03〜1mm、引張強度σが50〜1000MPaである。
(もっと読む)
吐出ヘッド及びこれを用いたゲルシートの製造方法
【課題】 本発明は、ゲル形成組成物をシート上において均一に展延できるように供給することができ、厚み精度の高いゲルシートを製造することができる吐出ヘッド及びこの吐出ヘッドを用いたゲルシートの製造方法を提供する。
【解決手段】 本発明の吐出ヘッドAは、シート上にゲル形成組成物を供給するための吐出ヘッドであって、シートの幅方向に長く且つ上記ゲル形成組成物を吐出するための吐出口を有する吐出ヘッド本体1とこの吐出ヘッド本体1に連結、連通した供給管2とを備えており、上記供給管2の通路部21の開口端21aに対向する吐出ヘッド本体1部分には上記吐出口12が形成されていないことを特徴とする。
(もっと読む)
両面レンチキュラーレンズシートの作製方法
【課題】基材の両面に形成するレンチキュラーレンズの光軸の位置精度を高く保ちつつ、高い生産性を両立することが出来る両面レンチキュラーレンズシートの提供。
【解決手段】支持体の両面に形成されたレンチキュラーレンズ形成用塗膜に金型を押圧して、両面にレンチキュラー形状のレンズを成形する両面レンチキュラーレンズシートの作製方法において、少なくとも前記支持体の片面にガイドを形成するガイド形成工程と、前記ガイドにより前記金型の位置合わせを行い、レンチキュラー形状のレンズを成形するレンチキュラー形状のレンズ成形工程とを有することを特徴とする両面レンチキュラーレンズシートの作製方法。
(もっと読む)
成形品及びその製造方法
【課題】強度が高く、意匠性に優れた成形品を提供すること。
【解決手段】成形品10は、SMC又はBMCを含む第1の成形材料13により構成され、一方の面側に形成されたリブ部12を有する構造層11と、構造層11の他方の面側に固着され、構成繊維間に所定の間隙17を有する織布又は不織布により構成された補強層14と、補強層14に固着され、所定の大きさL2を有する加飾用の柄材18を含有するBMCを含む第2の成形材料21により構成される表面素材層20と、を備え、構造層11、補強層14及び表面素材層20が熱圧成形によって一体的に構成される。
(もっと読む)
材料組成物、その製造並びにシール層及び酸化保護層としての使用
強化繊維成形体及びその製造方法
【課題】強度・剛性が向上する等の強化繊維成形体を得る。
【解決手段】この発明の強化繊維成形体は、四角形状である基材5aは、各頂点からそれぞれ周方向に離れた切込み始点Aから内側に切込み終点Bまで切断されて形成された切込み部6a〜6dと、隣接した各切込み終点B同士を結ぶ第1の折線イと、各切込み終点Bから外側方向に延びた第2の折線ロを有し、基材5aは、第1の折線イで折曲されて底面部の構成要素である底面及び側面部の構成要素である側面となる本体部5a1と、第2の折線ロで折曲されて隣接した側面に重層して連結した重ね部5a2とから構成されている。
(もっと読む)
高周波誘導加熱ダブルスチールベルトプレス装置
熱可塑性プラスチック―連続繊維混成複合体製造装置に関し、より詳細には、誘導加熱方式でダブルスチールベルトを使用して急速加熱を可能にし、精密かつ均一な温度制御を可能にした高周波誘導加熱ダブルスチールベルトプレス装置に関して開示する。 (もっと読む)
風力発電設備のロータブレードを製造する方法及び風力発電設備のロータブレード
【課題】高品質の風力発電設備のロータブレードをより経済的に製造する方法を提供すること。
【解決手段】風力発電設備のロータブレードの製造方法は、少なくとも1つの型を準備する工程と、少なくとも1つの芯材を有する積層繊維複合物を少なくとも1つの型に配置する工程と、樹脂を供給する工程と、を含む。芯材は、第1溝部を有する上面、第2溝部を有する下面、及び第1溝部と第2溝部との間の接続部を有する。樹脂は、積層繊維複合物が十分に満たされるまで、特に第1溝部及び/又は第2溝部を通じて、供給される。
(もっと読む)
シール部材形成用硬化性液状シリコーンゴム組成物およびシール部材
【課題】貫通孔近辺の耐傷性が優れ、水等に対するシール性が優れた貫通孔を有するシール部材形成用硬化性液状シリコーンゴム組成物、貫通孔近辺の耐傷性が優れ、水等に対するシール性が優れた貫通孔を有するシール部材を提供する。
【解決手段】液状アルケニル基含有オルガノポリシロキサン、補強性シリカ、オルガノハイドロジェンポリシロキサン、白金族系触媒、前記オルガノポリシロキサンと相溶性の架橋性基を有しない液状オルガノポリシロキサンおよび非相溶性の架橋性基を有しない液状オルガノポリシロキサンからなり、硬化物のJISタイプAデュロメータ硬さが15〜26、100%伸び時の引張応力が0.25〜0.60MPaである液状シリコーンゴム組成物。この硬化物からなる貫通孔を有するシール部材。
(もっと読む)
樹脂成形品
【課題】熱硬化性樹脂材のシートモールディングコンパウンド(SMC)を用いた成形品の厚肉部の、SMCの硬化時の硬化収縮や、硬化反応による発熱とその後の冷却による発熱とその後の冷却による熱収縮によって発生する内部クラックやヒケ、変形を抑制する。
【解決手段】成形品20の薄肉部位22にはSMCまたはLSMCのいずれかの成形部22aが、15mm以上の厚肉部位21の中央部にはBMC成形部21bを設けるとともに、BMC成形部21bを囲んでSMCまたはLSMCのいずれかの成形部21aを設ける。
(もっと読む)
101 - 120 / 417
[ Back to top ]