
Fターム[4F204FB11]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形の区分 (3,532) | 予め形成された挿入物等との一体化成形 (1,005)
Fターム[4F204FB11]の下位に属するFターム
インサート成形 (181)
表面材との一体化 (138)
封入成形 (90)
絵付け、ラベリング (16)
複数の挿入物等の一体化 (163)
Fターム[4F204FB11]に分類される特許
81 - 100 / 417
積層体の製造方法
【課題】オートクレーブを用いない大気圧下のオーブン成形であっても、樹脂枯れ、ピンホールの発生、未含浸部分の発生が抑えられたスキン材を形成できる積層体の製造方法を提供する。
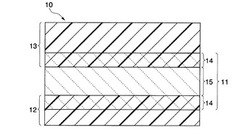
【解決手段】補強繊維からなる基材(A)11と、基材(A)11の一方の面に貼り合わされた熱硬化性樹脂からなる樹脂フィルム(B)12と、基材(A)11の他方の面に貼り合わされた熱硬化性樹脂からなる樹脂フィルム(C)13とを有し、樹脂フィルム(B)12および樹脂フィルム(C)13の熱硬化性樹脂の一部が基材(A)11に含浸したプリプレグ10であって、基材(A)11への熱硬化性樹脂の含浸率が、10〜60%であり、樹脂フィルム(B)12の重さX(g/m2)と樹脂フィルム(C)13の重さY(g/m2)とが、下記式(1)の関係を満足するプリプレグ10をスキン材に用いる。0.3≦X/Y≦0.7・・・(1)
(もっと読む)
カーボン凝結体成形品の製造方法及びカーボン凝結体成形品

【課題】カーボン粉粒と結合材である熱硬化性樹脂との混合物を加温した金型に投入して圧縮成形する炊飯釜などの場合、金型の抜き勾配が極めて小さいうえ、成形品が硬化収縮に伴って金型面との嵌合力が強くなって脱型が困難になるため、成型品に不用意な変形を来すことのない態様を備えることが必要であった。
【解決手段】この発明に係るカーボン凝結体成形品の製造方法は、カーボン粉粒と熱硬化性高炭素含有化合物が主体の混合物である成形材料を用いる圧縮成形の金型に、易分解性の繊維状物質から成る伸縮性を備えた不織布を配設した状態で、加圧する成形工程を備えて成るものである。
(もっと読む)
樹脂製蓋体、樹脂製蓋体の製造方法
【課題】 簡易な構造で、再生プラスチック(再生樹脂)等を用いても外観に優れ、また、表面に凹凸を形成してもしわ等の発生がなく、安価な樹脂製蓋体を提供する。
【解決手段】 トラフ用蓋1は、平面視略矩形の形状を有する。トラフ用蓋1は、主にトラフ用蓋1を構成する本体層3と、トラフ用蓋1の上面を被覆する被覆層5からなる複層構造である。本体層3は樹脂製であり、ある程度の強度と耐久性があれば材質は特定しないが、コスト及び軽量化などの施工性を考慮すると、再生プラスチック(ポリエチレン、ポリプロピレン等)等からなる樹脂組成物が使用できる。被覆層5は、樹脂発泡体であり、例えばポリプロピレンの発泡体を用いることができる。
(もっと読む)
樹脂供給機構及び樹脂供給方法
【課題】簡易的な構成でありながら撒かれる樹脂の均一性が容易に調整・変更可能となる。
【解決手段】被成形品160を樹脂102にて圧縮封止する圧縮成形装置150に対して、樹脂102を計量し樹脂102を投下する計量部104と、計量部104の下方に配置され計量部104から投下された樹脂102を所定の場所に導くシュータ110と、を有する樹脂供給機構100において、計量部104から投下された樹脂102をシュータ110に導くとともに、計量部104から投下された樹脂102の少なくとも一部と直接的に接触可能で且つ鉛直方向(Z方向)に対して傾斜した内面を備える第1、第2筒状部材106、108を備え、第1、第2筒状部材106、108が鉛直方向(Z方向)で移動可能とされている。
(もっと読む)
複合材製造方法
【課題】高強度の複合材が得られる複合材製造方法を提供する。
【解決手段】凹部10を有する成形型1に強化繊維基材2を載置し、凹部10を挟んで配置される少なくとも一対の固定部材4によって強化繊維基材2を成形型1に固定する。このとき、強化繊維基材2と成形型1の凹部10の底面12との間に間隙が設けられた状態で、強化繊維基材2を固定部材4によって成形型1に固定する。この後、成形型1に固定された強化繊維基材2をバッグフィルム20で覆い、成形型1とバッグフィルム20との間に形成された成形空間内を減圧して、減圧された成形空間内でマトリックス樹脂を流動させる。そして、強化繊維基材2とマトリックス樹脂とが一体的に成形された複合材28が得られるように、マトリックス樹脂を固化する。
(もっと読む)
樹脂含浸シート及び金属箔付き樹脂含浸シート積層体の製造方法
【課題】樹脂含浸シート間の密着性に優れる金属箔付き樹脂含浸シート積層体を与える樹脂含浸シートを提供する。
【解決手段】熱可塑性樹脂が繊維シートに含浸されてなり、225℃で30分熱処理したときの減量割合が6.8〜10質量%である樹脂含浸シートとする。熱可塑性樹脂としては、液晶ポリエステルが好ましく用いられる。樹脂含浸シートは、熱可塑性樹脂と溶媒とを含む液状組成物を、繊維シートに含浸した後、溶媒を除去することにより得ることが好ましい。
(もっと読む)
繊維強化プラスチック、その製造方法およびその製造装置
【課題】生産性の高い繊維強化プラスチック、その製造方法およびその製造装置を提供する。
【解決手段】繊維強化プラスチックの製造方法は、樹脂1が繊維基材2に含浸した繊維強化プラスチックの製造方法であって、以下の工程を備えている。成形型3に繊維基材2が載置される。未硬化の状態の樹脂1が通る溝4aを有するシート部材4により、溝4aが繊維基材2上に配置されるように成形型3に載置された繊維基材2が気密に覆われる。成形型3とシート部材4との間で気密に保持された空間5に未硬化の状態の樹脂1が真空吸引することにより溝4aを通して繊維基材2に含浸される。繊維基材2に含浸した樹脂1が硬化される。
(もっと読む)
複合材組成物
【課題】未硬化複合材組成物、硬化複合材料及び硬化複合材料の製造方法を提供する。
【解決手段】未硬化複合材組成物は未硬化樹脂及び三軸ブレイド10を含有する。三軸ブレイドは、長手方向軸11を有し、長手方向軸に対して第1バイアス角度22で第1バイアス方向21に延在する第1バイアス繊維20、長手方向軸に対して第2バイアス角度32で第2バイアス方向31に延在する第2バイアス繊維30及び長手方向軸に平行な方向に延在する軸繊維14を含み、第1バイアス繊維、第2バイアス繊維及び軸繊維のトウサイズが実質的に同じであり、トウサイズが約1k〜約11kの範囲である。
(もっと読む)
複合光学素子の製造方法、製造装置、及び応力除去方法
【課題】樹脂材料の光学的性質を損なわせることなく樹脂材料とガラス材料とを加熱状態で一体化させた複合光学素子の残留応力を軽減して高品質、高機能の光学素子を提供できる複合型光学素子の製造方法を提供する。
【解決手段】樹脂材料を加熱状態でガラス材料の一方の面に一体化させて複合光学素子を成形した後に応力除去工程を実行する。応力除去工程では、成形工程における複合光学素子を樹脂材料のガラス転移温度を下回る第1の冷却温度まで冷却した後に、樹脂材料に対する吸収率がガラス材料に対する吸収率よりも高い波長域の赤外光をガラス材料の他方の面から入射させて、樹脂材料のガラス材料に接する界面層を樹脂材料のガラス転移温度以上の温度に加熱した後に、第1の冷却温度よりも低い第2の冷却温度まで冷却する。
(もっと読む)
成形品、高強度部材および成形品の製造方法
【課題】熱硬化性樹脂及び単繊維強化材を含む機械強度に優れた成形品を提供する。
【解決手段】熱硬化性樹脂(A)および単繊維強化材(B)、を含み、ISO178に基づいて測定される曲げ強さが、200MPa以上である成形材料を成形してなる、成形品。また、ISO179−1に基づいて測定されるシャルピー衝撃強度が20kJ/平方m以上である成形材料を成形してなる、成形品。また、ISO527−1に規定された試験片を用いる引張りクリープ試験において、120℃、荷重50MPaの条件で測定される引張りクリープ特性の24時間最大変形率が0.5%以下である成形材料を成形してなる、成形品。
(もっと読む)
繊維強化成形体及びその製造方法
【課題】軽量、高剛性を有し、かつ表面に塗装を施した場合に塗装後の表面外観が良好で、しかも塗膜が剥がれるおそれのない繊維強化成形体の提供を目的とする。
【解決手段】連続気泡を有する樹脂発泡体などからなる合成樹脂製の芯材11と、炭素繊維織物などの繊維織物に熱硬化性樹脂が含浸して硬化した繊維補強材21と、セル数8〜80個/25mmの連続気泡を有する多孔性シートに熱硬化性樹脂が含浸して硬化した表面材25とで構成し、芯材の少なくとも一側の面に繊維補強材と表面材を順に積層し、芯材11と繊維補強材21と表面材25を熱硬化性樹脂の硬化で一体化させて繊維強化成形体10とした。
(もっと読む)
傾斜機能性複合材料の製造方法
【課題】製品構成の自由度が図れ、目的とする寸法形状や必要な強度を得ることが可能な傾斜機能性複合材料の製造方法を提供する。
【解決手段】円柱の半径方向の外側に材料11を、内側に材料12を、その間に傾斜機能材料13を、それぞれ同心円状に配置した傾斜機能性複合材料10の製造方法であり、傾斜機能材料13を、材料12の粉末に材料11の粉末を傾斜配合した積層体とし、しかもこの積層体を、材料11の粉末の配合割合ごとに圧縮成形した径の異なる円筒状圧粉体で構成し、材料11、積層体、及び材料12を、融点の高い側から低い側へかけて、順次、加圧加熱処理をすることで材料11、積層体、材料12、及びそれらの界面も結合する。
(もっと読む)
発光ダイオードパッケージのレンズ製造方法
【課題】液相樹脂を多段階に硬化させ、最終的なレンズの形状を自由に具現することによって、材料の損失を減らして作製単価を低減し、追加の設備投資を必要とせず、単純な工程によって生産性を向上させることのできる発光ダイオードパッケージのレンズ製造方法を提供すること。
【解決手段】発光チップ130の実装された基板110を備えるステップと、基板110上に発光チップ130を覆う仮硬化樹脂を設けるステップと、該仮硬化樹脂をレンズ150bの形状に硬化させるステップとを含む発光ダイオードパッケージのレンズ製造方法を提供する。
(もっと読む)
繊維強化樹脂材の製造方法
【課題】強化繊維を熱可塑性樹脂に均一に分散させることにより、外観品質が確保されると共に、強化繊維の残存繊維長をより長い状態に維持することにより機械的特性を確保することができる。
【解決手段】強化繊維と熱可塑性樹脂とを含む繊維強化樹脂材を製造する方法であって、連続した強化繊維3aと、第1の熱可塑性樹脂とが、強化繊維3aの繊維長方向に沿って混在した複合材3Aと、第2の熱可塑性樹脂とを、第1及び第2の熱可塑性樹脂が溶融するまで加熱する工程と、第1及び第2の熱可塑性樹脂が溶融した状態で、複合材3Aと第2の熱可塑性樹脂とを混練することにより、強化繊維3aを切断しながら混練物1Aを製造する工程と、を少なくとも含む。
(もっと読む)
繊維強化複合材料の製造方法及びエレベータかごの製造方法
【課題】VaRTM法を大型成形体に適用する場合に未含浸部分の発生を十分に防止することができ、含浸完了から脱型までの工程時間を短縮し、且つ貯蔵中の液状樹脂の増粘を抑制することができる繊維強化複合材料、並びに該繊維強化複合材料を用いたエレベータかごの製造方法を提供する。
【解決手段】繊維強化複合材料の製造方法は、硬化触媒が予め付与された繊維基材を積層した積層体28を密閉部材22で覆って内部を減圧する工程と、硬化触媒の作用によって硬化する樹脂31を減圧された密閉部材22内に注入して繊維基材に含浸させる工程とを備えることを特徴とする。
(もっと読む)
吸収性物品に係るプレス装置、及びプレス方法
【課題】ロールの外周面への接着剤の付着や同外周面への繊維状連続シートの貼り付きを軽減する。
【解決手段】互いの外周面を対向させて駆動回転する一対のロールを具備し、前記一対のロール同士の間のロール間隙に、熱可塑性接着剤を介して重合物が重ね合わされた状態の繊維状連続シートをその連続方向に沿って通す際に、前記外周面によって前記重合物と前記繊維状連続シートとを一体に挟圧するプレス装置である。前記一対のロールのうちで少なくとも前記繊維状連続シートの側に位置するロールを加熱する加熱機構を有する。前記加熱機構によって、前記ロールの外周面の温度が70℃〜120℃の範囲に収まるように前記ロールが加熱される。
(もっと読む)
FRP製品の真空含浸成形方法及びその製造装置
【課題】樹脂含浸時のボイドの発生を防止し、樹脂含浸終了後に真空バッグ内からの樹脂の流出が無く、また樹脂がゲル化して動かなくなるまで真空バッグ内の真空度を保持することができて安定して高品質のFRP製品を成形することができるFRP製品の真空含浸成形方法及びその製造装置を提供する。
【解決手段】成形型1上に強化繊維布2aを含む積層体2を設置し、この積層体2を真空フィルム14で気密に覆い、真空下で積層体2に樹脂を含浸させるFRP製品の真空含浸成形方法において、積層体2を樹脂拡散媒体となるブリーザー4で覆うとともに、ブリーザー4の一方側に樹脂ゲートなる樹脂拡散供給管5を配し、ブリーザー4の他方側に真空ポートとなる第1の脱気用チューブ8と防水透湿性布から成る脱気バッグ9とを配し、樹脂含浸時、第1の脱気用チューブ8と脱気バッグ9とを通じて気体のみを排出する。
(もっと読む)
成形品、床材及びその製造方法
【課題】本発明が解決しようとする課題は、薄肉であっても優れた外観と優れた強度を両立した成形品を提供することである。
【解決手段】本発明は、強化繊維(a1)及び熱硬化性樹脂(a2)を含有する繊維含有率1質量%〜30質量%の成形材料(A)を用いて形成される層(I)と、繊維織物(b1)及び熱硬化性樹脂(b2)を含有する繊維含有率40質量%〜90質量%のプリプレグシート(B)を用いて形成される層(II)とが積層された、厚み0.5mm〜5mmであることを特徴とする成形品を提供するものである。
(もっと読む)
積層装置
【課題】
フィルム状樹脂を基材の凹凸に完全に追従させ、その膜厚をより厳密なレベルで均一にする積層装置を提供する。
【解決手段】
仮積層体(PL1)31を収容可能な密閉空間形成手段と、上記密閉空間形成手段によって形成された密閉空間Zにおいて、非接触状態で仮積層体(PL1)31を加圧し、仮積層体(PL1)31から本積層体を形成する加圧積層手段(P1)と有する積層機構(E1)を備えるようにした。
(もっと読む)
繊維強化熱可塑性樹脂成形体
【課題】均一な物性を有し、短時間で効率よく優れた量産性をもって成形できるリブ付き繊維強化熱可塑性樹脂成形体を提供する。
【解決手段】強化繊維15〜80重量%と熱可塑性樹脂20〜85重量%からなる成形体であって、該強化繊維が単繊維状に分散されており、かつ該強化繊維の重量平均繊維長(Lw)が0.5〜10mmの範囲にあり、該強化繊維の配向パラメータ(fp)が−0.25〜0.25の範囲にある繊維強化熱可塑性樹脂成形体からなり、少なくとも成形体の一面上に該面に沿う方向に延びるリブを有し、該リブの高さhが0.5〜120mmの範囲にあることを特徴とする繊維強化熱可塑性樹脂成形体。
(もっと読む)
81 - 100 / 417
[ Back to top ]