
Fターム[4F204FB11]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形の区分 (3,532) | 予め形成された挿入物等との一体化成形 (1,005)
Fターム[4F204FB11]の下位に属するFターム
インサート成形 (181)
表面材との一体化 (138)
封入成形 (90)
絵付け、ラベリング (16)
複数の挿入物等の一体化 (163)
Fターム[4F204FB11]に分類される特許
161 - 180 / 417
多色成形方法及び多色成形品
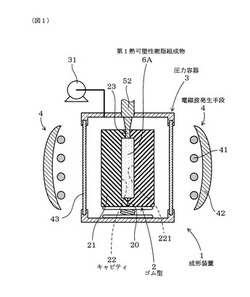
【課題】ゴム型を用いて熱可塑性樹脂の成形を行う場合に、形状、表面精度等の品質を向上させて、成形品に要求される様々な特性を満たすことができる多色成形品を簡単な方法によって成形することができる多色成形方法及び多色成形品を提供すること。
【解決手段】多色成形方法は、ゴム材料からなるゴム型2のキャビティ22内に第1熱可塑性樹脂組成物6Aからなる樹脂粒子を配置する配置工程と、ゴム型2を介してキャビティ22内における樹脂粒子に、0.78〜2μmの波長領域を含む電磁波を照射し、樹脂粒子を加熱して溶融させる加熱工程と、キャビティ22において残された未充填の空洞部分に、第1熱可塑性樹脂組成物6Aと組成が異なる溶融状態の第2熱可塑性樹脂組成物を充填する充填工程と、キャビティ22内の第1熱可塑性樹脂組成物6A及び第2熱可塑性樹脂組成物を冷却して二色成形品を得る冷却工程とを含む。
(もっと読む)
プレス装置

【課題】比較的低出力のヒータにて、高い温度上昇速度で熱盤を加熱可能なプレス装置を提供する。
【解決手段】プレス装置が、複数の温調部のいずれか一つを熱盤内管路に接続することによって熱媒の主循環経路内を形成するものと、複数の温調部のいずれか一つを熱盤内管路に選択的に接続する切換手段と、熱盤内管路に接続すべき温調部を選択する選択手段とを有し、複数の温調部の夫々は、熱盤内管路の出入口と接続可能な熱盤外管路と、熱盤外管路内に配置され熱媒を加熱するヒータと、熱盤外管路内に配置され熱媒を輸送するポンプを有し、各温調部の熱盤外管路内の熱媒が夫々異なる設定温度に維持されるよう制御されている。
(もっと読む)
模様付き成形品の製造方法
【課題】SMC材と加飾シートをプレス成形して模様付き成形品を製造する際に、加飾シート内に滲み出しを防止し、しかも必要な部材が少なく、製造工程も簡素化された簡単な模様付き成形品の製造方法を実現する。
【解決手段】シートモールディングコンパウンド9のような成形材料3と加飾シート2の間に、無機鉱物を主成分とする滲み出し防止シートとしてセピオライト紙8を設けて、成形材料3と加飾シート2をプレス成形して、成形品7の表面に加飾層10を形成する際に、成形材料3が加飾層10に流れ込まないようにする。
(もっと読む)
成形体及び成形方法
【課題】
解決しようとする課題は、従来のブロー成形のパリソン内に発泡ビーズを充填する方法は通常のブロー成形機では実施できず専用の装置を必要とし、装置が高価であることから非常なコスト高になってしまい、また、中空成形品にチップウレタンを重ねて、中空成形品単独では形成が困難な嵩高のものを形成する方法は安価ではあるが、発泡体と中空体とが基本的に別体なので在庫管理の手間が2倍かかるという点である。
【解決手段】
熱可塑性樹脂のブロー成形によって形成される成形体に発泡体をインサート成形することにより前記課題を解決した。
(もっと読む)
オーバーモールド成形ポリアミド複合構造およびその製造方法
本発明は、オーバーモールド成形ポリアミド複合構造の分野およびそれを製造する方法に関する。開示されるオーバーモールド成形複合構造は、表面ポリアミド樹脂組成物で作られた少なくとも一部分を有する表面を有し、かつマトリックス樹脂組成物で含浸された繊維状材料を有する第1構成部分と、オーバーモールド成形用樹脂組成物を含む第2構成部分とを含む。第2構成部分は、前記第1構成部分の表面の少なくとも一部分上で第1構成部分に接着される。オーバーモールド成形用樹脂組成物および表面ポリアミド樹脂組成物の一方が、1種または複数種の半芳香族ポリアミド(A)と、1種または複数種の完全脂肪族ポリアミド(B)とのブレンドを含むポリアミド組成物で作られ、オーバーモールド成形用樹脂組成物および表面ポリアミド樹脂組成物の他方が、1種または複数種のポリアミドで作られる。 (もっと読む)
転写シート、メラミン化粧板の製造方法及びメラミン化粧板
【課題】 化粧板表面のレザータッチのような触感があり、指紋が目立たないメラミン化粧板を得る。
【解決手段】 フッ素樹脂又はアクリル樹脂と、シロキサンとが複合化されたシロキサングラフト型ポリマーにプラスチックビーズを分散させた樹脂液を、プラスチックフィルムに塗布、乾燥して転写シートを得る。次いで、樹脂含浸コア紙、樹脂含浸化粧パターン紙、必要に応じて樹脂含浸オーバーレイ紙、転写シート、賦型板を順次積層し、熱圧成形する。プラスチックビーズとして、平均粒子径が6〜14μmのウレタンビーズを用い、シロキサングラフト型ポリマー100重量部に対して10〜50重量部配合する。転写シートに塗布する際は、乾燥膜厚が5〜10μmとなるように塗布する。
(もっと読む)
樹脂封止装置
【課題】大型基板に複数の半導体素子が実装された半導体実装基板を樹脂封止する際の気泡の抱き込みを防いで成形品質を向上させ、金型に吸着保持する基板の位置決めやハンドリングがし易い樹脂封止装置を提供する。
【解決手段】上型1は、上型ベース3に固定された上型チェイス4にキャビティ凹部17の中心位置に向けて上型インサート5が下方に凸となるように予め弾性的に撓ませて上型チェイス4に組み付けられ、型締めされると上型インサート5が樹脂圧力により平坦状に押し戻されて上型チェイス4の側壁に囲まれて位置決めされ、封止樹脂25が硬化縮小後においても上型インサート5の撓みによりクランプ圧を作用し続ける。
(もっと読む)
積層材の製造方法及び積層材
【課題】既存の落花生殻を利用したパーティクルボードは、JIS規格を満たすことができていない。そこで、本発明は、植物もしくは果実の殻などを利用して製造する成形品であって、より強度の高い成形品を提供することを目的とする。
【解決手段】植物もしくは果実の殻、又は、植物もしくは果実の種を粉砕してなる原材料と、樹脂系接着材料とを混合する第1工程と、前記混合物と繊維素材からなる強化材とを積層して加圧する第2工程と、を備える積層材の製造方法を提案する。これにより、従来に存在する、植物もしくは果実の殻等を利用して製造された積層材よりも、より強度の高い積層材を製造することが可能である。
(もっと読む)
カーボン凝結体成形品の製造方法及びカーボン凝結体成形品
【課題】カーボン粉粒と熱硬化性樹脂との混合物からなる炊飯釜などの成形品を、加温した金型で圧縮成形する際の脱型を円滑に行う、カーボン凝結体成形品の製造方法及びカーボン凝結体成形品を提供する。
【解決手段】金型に易分解性の繊維状物質から成る伸縮性を備えた不織布を金型に配設した状態で、カーボン粉粒と熱硬化性高炭素含有化合物が主体の混合物である成形材料を該金型に供給し、加圧成形するカーボン凝結体成形品の製造方法。
(もっと読む)
輪郭成形複合構造物を製造する方法と本方法によって製造された構造物
輪郭成形された複合構造物は、実質的に一定の幅を有する単向性繊維プリプレグ層セグメントによって形成された少なくとも一つの層を含む複合チャージを積層することによって製作される。層セグメントは隣り合わせで重なり合った状態に配置され、層セグメントの長手方向の中央線は、構造物の輪郭線に対して極性配向に位置合わせされている。チャージは構造物の形に成形され硬化される。  (もっと読む)
(もっと読む)
成形装置、成形型の製造方法、光学素子アレイ板の製造方法、電子素子モジュールの製造方法、電子情報機器
【課題】多数の高精度転写体を形成した転写体集合基板を短時間・高量産性で形成できる成形装置、製造方法を提供する。
【解決手段】転写型としての転写マスタ9のサイズを1パターンと小さくすると共に、光照射装置11を基板保持部4の上方に配置して該光照射装置11から紫外線などの光を斜め下方向に照射し、透明基板の裏面または基板保持部4の基板保持面で光を反射させ、該反射光を転写体材料に照射して光硬化させる。
(もっと読む)
カレンダ設備
【課題】カレンダ設備において、冷却装置に供給するためのシートの引き上げ距離を短くするあるいは無くすことによって、シート変形やシート位置ズレの発生を抑制できる製造設備を提供する。
【解決手段】シートの形成を行うカレンダ装置2と、カレンダ装置2から排出されたシート100を一時的に溜置き可能な溜置装置9とを備えるカレンダ設備S1であって、溜置装置9が備えるローラ9aの少なくとも1つがシート100の冷却を行う冷却ローラである。
(もっと読む)
耐衝撃性繊維強化プラスチック及び多層構造体
【課題】高速の飛来物に対し、優れた耐衝撃性を有し、かつ、軽量な高強度繊維強化プラスチック及び多層構造体を提供する。
【解決手段】高強度繊維布帛に対する樹脂の付着量が3〜30wt%であるプリプレグを積層した層(a)とプリプレグと樹脂なし高強度繊維布帛を交互に積層し該交互積層を3回以上繰り返した層(b)を加熱加圧成形してなり、層(a)が飛来物の衝突面側に配置されていることを特徴とする耐衝撃性繊維強化プラスチック、及び該耐衝撃性繊維強化プラスチックを接着剤を介してセラミックスまたは金属と積層してなる多層構造体。
(もっと読む)
免震構造体用単位積層ゴムの製造方法
【課題】成形されたゴムシートを打抜いて未加硫の単位積層ゴムを形成する場合のような、材料歩留り等の問題を生じることがなく、射出成形によって、未加硫単位積層ゴムを形成する場合のような、寸法精度の低下、設備コストの増加、スコーチの発生のおそれ等のない免震構造体用単位積層ゴムの製造方法を提供する。
【解決手段】成形型3内で、一枚の金属板1上に一枚の未加硫ゴム層9を積層形成してなる単位積層ゴム10を製造するに当って、成形型3の開放姿勢で、その成形型3内に予め配設した金属板1上に、所定量のゴム材料5を注入し、次いで、ゴム材料5それ自体を、金属板1の厚みのばらつきのいかんにかかわらず、成形型3の開放量の低減下で、一定のゴム厚みとなるまで押込み変形させて、金属板1上に、所要の外輪郭寸法のゴム層9を一体形成する。
(もっと読む)
熱伝導性成形体及びその製造方法
【課題】熱伝導性成形体及びその製造方法において、簡単な組成で金属と同等以上の高い熱伝導率を持ちながら有機合成樹脂並みに軽く、低コストである素材を製造できること。
【解決手段】切断工程(a)において炭素繊維が所定長さの短繊維2Aに切断され、整列工程(b)において短繊維2Aがプレス金型10内に整列させられ、流入工程(c)において短繊維2Aが整列したプレス金型10内に液状エポキシ樹脂3Aが流入させられ、プレス工程(d)においてプレス金型10,12によって液状エポキシ樹脂3Aが整列した短繊維2Aとともに整列した方向と垂直な方向にプレスされ、短繊維の間及び単繊維の束である短繊維の中に入り込むとともに、圧縮されて液状エポキシ樹脂3Aの占める体積が必要最小限となる。その後、硬化工程(e)において液状エポキシ樹脂3Aが硬化することによって、全体に表面硬度と強度とが付与されて、熱伝導性成形体1Aが得られる。
(もっと読む)
積層成形品の成形方法並びに成形装置
【課題】樹脂芯材表面に表皮を貼付した積層成形品の成形方法並びに成形装置において、表皮の後貼り加工方式により、表皮の表面風合、ソフト感を良好に維持できるとともに、設備の簡素化及び接着剤廃止により、コストダウンを図る。
【解決手段】第1ステージAに樹脂芯材20を成形する第1の成形金型50を配置するとともに、第2ステージBには表皮30を成形する第2の成形金型60を配置する。そして、第1の成形金型50における下型53と第2の成形金型60における上型62とを樹脂芯材20と表皮30との圧着金型に共用するとともに、第1の成形金型50における上型52の型温を下型53の型温に比べ高温に設定することで、樹脂芯材20の余熱を利用して表皮30と溶着一体化することが可能となり接着剤を廃止できる。
(もっと読む)
食品収容容器及び該容器の製造方法
【課題】ポリエチレンフィルム等の吸着性に優れると共に、防水性、保温性に優れたパルプモールド製食品収納容器を提供する。
【解決手段】植物性の流動性原料から形成された容器内面が水抜き面となる食品収容容器の水抜き面に、熱可塑性樹脂フィルムを減圧により密着させ、ヒートシールして貼着させることによって、熱可塑性樹脂フィルムの容器内面への吸着性を著しく高めた。
(もっと読む)
オートクレーブ硬化サイクルの設計プロセス及び硬化方法
方法は、ポリイミド樹脂を染み込ませた繊維強化層を用いてプレフォームを形成するステップと、ポリイミド樹脂系から溶媒のほぼ全部を除去するに十分な第1の時間をかけて、第1の真空、圧力、及び温度条件で溶媒を除去し、ポリイミド樹脂のイミド化がほぼ完全に生じるに十分な第2の時間をかけて、第2の真空、圧力、及び温度条件下でポリイミド樹脂系をイミド化し、イミド化の後、プレフォームが所定の温度になるとプレフォームに圧力をかけることを含めた第3の真空、圧力、及び温度条件下でプレフォームを強化し、第4の真空、圧力、及び温度条件でプレフォームを固化し、タービンエンジン部品の形状を有する硬化積層構造物を形成するステップを含む。溶媒除去段階、イミド化段階、強化段階、及び固化段階における所望の結果に応じた、ポリイミド樹脂の全体的な硬化サイクルを設計するための方法を提供する。
(もっと読む)
樹脂封止装置及び樹脂封止方法
【課題】最小限の工程により粉粒体状樹脂を予め熱の伝わりやすい形態に成形することで、樹脂封止品質を保ちつつ樹脂封止装置における樹脂封止作業の高速化を可能とする。
【解決手段】粉粒体状樹脂102を離型フィルム116に載せ、離型フィルム116上で成形された予備的融着樹脂104を用いて、金型で被成形品の樹脂封止をする樹脂封止装置100であって、少なくとも一部の粉粒体状樹脂102を互いに融着させて予備的融着樹脂を成形する制御部、離型フィルム116、原料供給機124、及びホットプレート128を備え、離型フィルム116と共に予備的融着樹脂104が金型に投入されて、離型フィルム116が樹脂封止の際にも使用される。
(もっと読む)
自動車用内装部品の製造方法並びにその方法に使用する成形金型
【課題】トリム本体の裏面に機能部品を組み付けてなる自動車用内装部品の製造方法において、材料コスト、加工コストを低減するとともに、機能部品の取付強度を強化する。
【解決手段】ドアトリムは、ドアトリム本体の裏面に側突パッド、クリップ取付座17等の機能部品が溶着固定されており、ドアトリム本体を成形する成形金型は、相互に型開き、型締め可能な成形上下型40,50からなり、成形下型50には、クリップ取付座17等の機能部品を溶着固定するための超音波溶着機構60が内蔵されており、ドアトリム本体のプレス成形と同一工程でクリップ取付座17の溶着加工を行なうことにより、従来のホットメルトフィルムによる接着構造を廃止することができ、材料コストの低減と、クリップ取付座17に代表される機能部品の取付強度を強化する。
(もっと読む)
161 - 180 / 417
[ Back to top ]