
Fターム[4F204FG01]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 予備成形成品及びその製造 (999) | 形状、構造、材質 (564)
Fターム[4F204FG01]の下位に属するFターム
積層、積重構造のもの (401)
部分の形状、構造 (81)
Fターム[4F204FG01]に分類される特許
21 - 40 / 82
光学部品とその製造方法及び光学装置とその製造方法
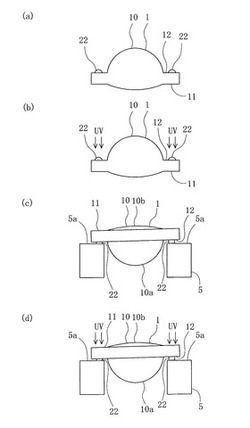
【課題】光学部品を光学装置に取付ける際に位置や角度の調整も行うことができて後の調整を不要とした光学部品の接着方法を提供する。
【解決手段】光学部品を接着する接着材22は、液体状態に対して光または紫外線を照射あるいは加熱することによって弾性を有する半硬化状態となり、半硬化状態に対して光または紫外線を照射あるいは加熱することによって硬化する特性を有する樹脂材からなり、光学部品1の取付面に液体状態の樹脂材22を塗布し、液体状態の樹脂材22に対して光または紫外線を照射あるいは加熱して弾性を有する半硬化状態とし、半硬化状態の樹脂材22を有した光学部品1を光学装置の所定位置に位置決めし、この状態で樹脂材22に対して光または紫外線を照射あるいは加熱し硬化状態として、光学部品1を光学装置の所定位置に固定する。
(もっと読む)
樹脂フィルムの製造方法

【課題】1対の圧延ロールで樹脂フィルムを圧延する場合であっても、圧延された樹脂フィルムの配向異方性を抑制し、さらには、延伸時に樹脂フィルムの局所的な薄肉化、ネックインなどを抑制することができる樹脂フィルムの製造方法を提供する。
【解決手段】柱状樹脂21を、並設された一対の圧延ロール11,12の幅方向の中央部11a,12aに挟み込んで、圧延することにより樹脂フィルム22を製造するための方法であって、一対の圧延ロール11,12として、中央部11a,12aから少なくとも一方の端部11b,12bに向かって小径となった圧延ロールを用いて、樹脂フィルム22の中央部22aの厚さに対してその両端部22bの厚さが厚くなるように、柱状樹脂21を圧延する。
(もっと読む)
断面の異なる複合材型材の連続成形方法
【課題】断面が異なる複合材型材を連続成形する方法を提供する。
【解決手段】中央部110に比べて両端部120、130の表面の寸法が小さいC型の移動金型100を用意して、両端部120、130及び中央部110に全体が同一面を形成するように予めプリプレグシートを積層する。ロール210、220からプリプレグシート300を引き出し、予備成形装置230を通過させて均一な断面を有するC型材310を予備成形する。予備成形品310に移動金型100を重ね合わせてホットプレス装置を通過させ、アフターキュア炉260で熱硬化を完了させ、移動金型100をとり外して成型品を完成させる。
(もっと読む)
絶縁シートの製造方法
【課題】熱伝導性及び絶縁性が比較的高い絶縁シートの製造方法を提供する。
【解決手段】無機フィラー3とポリマー成分4とを備えるポリマー組成物をシート状に成形してポリマーシート2a、2a’を形成するポリマーシート形成工程と、少なくとも2枚の該ポリマーシート2a、2a’を積層して熱プレスし2層以上のポリマー層2b、2b’を有する積層体2cを形成する熱プレス工程とからなる絶縁シートの製造方法であって、ポリマーシート形成工程ではポリマー層2b、2b’の無機フィラー3を該ポリマー層2b、2b’から突き出させ得るように、最大粒径が該ポリマー層2b、2b’の厚さよりも大きな無機フィラー3を用い、熱プレス工程ではポリマー層2b、2b’から無機フィラー3を突き出させて、該無機フィラー3を積層体2cを形成するポリマー層2b、2b’に挿入させる。
(もっと読む)
樹脂成形体の製造方法
【課題】基板11上に実装された電子部品12を埋め込む際に、樹脂層10を簡単に形成することができると共に、ボイドBの発生を防止することができる樹脂成形体4の製造方法を提供する。
【解決手段】溶剤を含有する樹脂ワニスをキャリア基材2に塗工して樹脂薄膜体1を形成し、この樹脂薄膜体1をキャリア基材2から剥離した後、粉砕して樹脂粉砕体3を形成し、この樹脂粉砕体3を圧縮成形してB−ステージ状態の成形体にすることにより樹脂成形体4の製造を行う。成形体は好ましくはシートである。
(もっと読む)
軟質シートの製造方法
【課題】効率的な軟質シートの製造方法、特に圧延工程が短縮化された軟質シートの製造方法を提供すること。
【解決手段】前記軟質シートの原料である混合物と、この溶融物が通過する断面穴を有するダイとを用意し、当該混合物を当該ダイの断面穴へ通過させることにより長尺物を成形する押出工程と、前記押出工程により成形された長尺物を切断して所定の切断物を得る切断工程と、前記切断工程により得られた所定の切断物を圧延して均一な性状のシートを成形する圧延工程とを有し、前記混合物の材料がフッ素樹脂に無機質充填材を配合した組成物であり、前記押出工程により成形された長尺物の断面形状が環状であることを特徴とする軟質シートの製造方法。
(もっと読む)
熱プレス装置および電子装置の製造方法
【課題】半硬化のシート状の熱硬化型樹脂中に埋設する回路部品の破損、および回路部品間の電気的な接続不良などの不具合発生をなくすことを目的とする。
【解決手段】熱プレスの際に、プレス板10aの移動速度や加速度、あるいは対象物の温度等を測定することにより、熱硬化型樹脂の粘度状態を検知し、その粘度状態からプレス圧の昇圧タイミングを検出することにより、熱プレス中の熱硬化型樹脂中に埋設する回路部品の破損、および回路部品間の電気的な接続不良などの不具合発生をなくすことができる。
(もっと読む)
微細形状転写シートの製造装置および微細形状転写シートの製造方法
【課題】プレスを繰り返し実施しても緩衝材の厚み減少分が元の状態近くまでその都度復元し、シート状基材に転写ムラを発生することなく転写成形することのできる微細形状転写シートの製造装置と微細形状転写シートの製造方法を提供する。
【解決手段】微細形状が表面に形成された金型3と、金型3の表面にシート状の樹脂基材2を押圧するプレート板15aと、シート状の樹脂基材2とプレート板15aとの間に設けられた緩衝材17とを含む微細形状転写シートの製造装置1であって、緩衝材17のクッション量が50μm以上かつ変形回復率が40%以上であること。また、当該緩衝材17を介してプレート板15aによりシート状の樹脂基材2を金型3に押圧して樹脂基材2の表面に微細形状を転写する製造方法。
(もっと読む)
プレス加工用中間体製造方法、及び該方法により製造される光学部材用中間体
【課題】高屈折率で線膨張率が小さい高品位な光学部品を、加熱プレス成形により高歩留まり、かつ高い生産性で製造することが可能なプレス加工用中間体及びその製造方法を提供すること。
【解決手段】粉粒体として供給される無機微粒子含有の熱可塑性樹脂を、分散液に均一に混合して懸濁液9とし、更にこの懸濁液9を体積計量投下し、計量投下後の懸濁液9から分散液を加熱蒸発させて中間体17を得ることで、高精度に計量された中間体17を得ることができる。
(もっと読む)
プレス加工用前駆体及びその製造方法
【課題】高屈折率で線膨張率が小さい高品位な樹脂成形品を、加熱プレス成形により高歩留まりで製造することが可能なプレス加工用前躯体及びその製造方法を提供すること。
【解決手段】粉粒体として供給される無機微粒子含有の熱可塑性樹脂を、加熱下で粉粒状態を残した凝集体23として押し出すか、型に投入して熱プレスにより粉粒状態を残した凝集体23とすることにより、所定の流動性を備えた凝集体であるプレス加工用前躯体21を得ることで、加熱プレス成形による製品化の際の成形性を向上させて、製品歩留まりを向上させることができる。
(もっと読む)
積層板の製造方法
【課題】フレキシブルプリント基板などの積層板製造時の熱ラミネートに際し、加圧加熱成形温度が350℃以上であっても、皺などの外観不良発生を抑制できる積層板製造法を提供する。
【解決手段】少なくとも(a)非熱可塑性のポリイミドフィルム、(b)熱可塑性および/または熱圧着性の接着剤の層及び(c)金属層(箔)の三層を含む複数の被積層材料を、加圧加熱成形装置により貼り合わせてなる積層板の製造方法であって、前記装置の加圧面と前記被積層材料との間に耐熱性繊維を含むフェルトより成る緩衝材を配置し、350〜500℃の加圧加熱成形を行うことを特徴とする積層板の製造方法。
(もっと読む)
溶融樹脂圧縮成形装置及びダイヘッド並びに有底筒状体の製造方法及び樹脂製容器
【課題】押出機から押し出される溶融樹脂を切断し、成形型に供給してプリフォームを圧縮成形するにあたり、溶融樹脂の切断面に形成されるカッターマークの範囲が拡がってしまうのを抑止することができる圧縮成形装置、そのような溶融樹脂圧縮成形装置が備える押出機に取り付けるのに好適なダイヘッド、そのような溶融樹脂圧縮成形装置を利用した有底筒状体の製造方法、及びそのような有底筒状体の製造方法によって製造されたプリフォームをブロー成形してなる樹脂製容器を提供する。
【解決手段】押出機2に取り付けられるダイヘッド21に、切断刃301による溶融樹脂の切断方向に沿った方向に長軸X1を有する楕円状に開口する押出ノズル20を設け、この押出ノズル20から楕円柱長に溶融樹脂を押し出す。
(もっと読む)
繊維強化樹脂製賦形品およびその製造方法
【課題】側面部に円弧状の隅角部が形成されているにもかかわらず、成形品の隅角部の強度低下が防止された繊維強化樹脂製賦形品を提供する。
【解決手段】本発明の繊維強化樹脂製賦形品1は、底面部10と底面部10より立ち上がった側面部20とを有し、側面部20に円弧状の隅角部21が形成され、底面部10には、一方向に配向した繊維11が含まれ、隅角部21の円弧の頂点Aを境界とした際の片側の第1側面部20aには、第1側面部20aの立ち上がり方向に対して85°〜90°で配向した繊維22が含まれ、もう一方の片側の第2側面部20bの、第1側面部20a側の部分には、第1側面部20a内の繊維22が、第2側面部20bの立ち上がり方向に対して90°〜95°で配向するように入り込み、第2側面部20bの残部には、第2側面部20bの立ち上がり方向に対して平行に配向した繊維23が含まれている。
(もっと読む)
繊維から成形品を製造するための装置
本発明は、その内側面(1a,2a)によって少なくとも部分的には成形品の輪郭が決定づけられる多分割成形型(1,2)を使用して繊維から三次元成形品(30)を成形するための装置であって、繊維は空気流によって少なくとも1個のノズル(4)を通じて成形型内に吹き込まれ、空気流が成形型の孔を通って排気されることで繊維は成形型の内側面に付着し、前記繊維は、熱供給によって互いに接着されて最後に成形品(30)として前記成形型(1,2)から取り出される前に、必要に応じさらに局所的に圧縮可能なように構成した装置に関する。この場合に重要なのは、ノズル(4,24,34)の吹込み方向が揺動軸心回りで揺動調節可能であり、揺動軸は前記成形品の外周面の近傍に位置していることである。 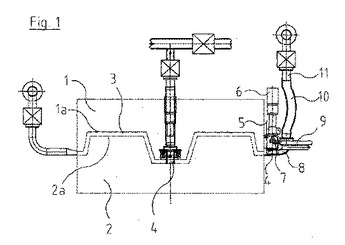 (もっと読む)
(もっと読む)
樹脂封止装置および樹脂投入方法
【課題】樹脂を金型に投入するための樹脂投入機構が、誤って投入すべき樹脂を持ち帰っていないかを検知する。
【解決手段】対向して配置された上金型102、下金型104と、該金型間に進入可能とされ保持する樹脂シート150を下金型104に対して投入する樹脂投入機構120を備えた樹脂封止装置100であって、樹脂投入機構120が金型間から退避する途中または退避後に、樹脂投入機構120による樹脂シート150の保持/非保持を検知する検知機構144を備える。
(もっと読む)
溶融成形装置
【課題】成形品の生産性を向上させることができる溶融成形装置を提供することを目的とする。
【解決手段】本発明は、廃棄プラスチック等の熱可塑性部材を加熱溶融させて成形品を成形する溶融成形装置14であって、熱可塑性部材を加熱することで溶融させ、成形品として成形する管部材25と、管部材25に熱可塑性部材を押し込む押込部材23を設けることを特徴とする。
(もっと読む)
予備成形樹脂の製造方法および製造装置
【課題】フィルムの再利用を可能としてフィルムに要するコストの低減を図ると共に、精度のよい予備成形樹脂を効率よく生産する。
【解決手段】圧縮成形金型への投入に先立って、粉状樹脂30を所定の形状に予備成形する予備成形樹脂の製造方法であって、粉状樹脂30を包被するために所定の形状に切断された短冊フィルム22をトレイ10に固定するフィルム固定工程と、トレイ10に固定された短冊フィルム22上に粉状樹脂30を供給する樹脂供給工程と、短冊フィルム22上に供給された粉状樹脂30を包被する包被工程と、この包被された状態のままで短冊フィルム22を介して粉状樹脂30を所定の形状に予備成形する。
(もっと読む)
光学素子の製造方法
【課題】レンズや光硬化型樹脂の大きさが小さい場合に、光照射時間を短くして、生産効率を上げることができる光学素子の製造方法を提供する。
【解決手段】照射領域変倍光学系4は、入射する平行光5aを異なる大きさの光束の照射光5bに変換するものであり、常に、入射する光束の一定量(理想的には全て)が照射光として出射するので、照射面積を小さくすれば、照射面積に逆比例して照射光量密度を高くすることができる。(a)、(b)に示すごとく、照射領域変倍光学系4を調整することにより、照射光5bの照射領域を、レンズ1や光硬化型樹脂2の大きさに合わせて変化させている。よって、(b)に示すように、レンズ1や光硬化型樹脂2の大きさが小さいときは、その分照射光量密度が高くなり、短時間で光硬化型樹脂2の硬化を行うことができて、生産効率を上げることができる。
(もっと読む)
延伸ポリマー補強要素を含む曲面製品の製造方法およびそれによって得られる製品
本発明は、曲面製品の製造方法であって、複数の延伸ポリマー補強要素をマンドレル上に配置することと、その要素の少なくとも一部を互いに局部的に接着することと、製品をマンドレルから取り外すこととを含む方法に関する。本発明はまた、曲面物品(好ましくは防護物品)を曲面製品から製造するための方法であって、曲面製品を金型内に入れることと、前記製品を高温高圧で圧縮することとを含む方法に関する。曲面防護物品は良好な耐衝撃特性を有し、実質的にしわがない。 (もっと読む)
電子部品の圧縮成形方法及び装置
【課題】電子部品の圧縮成形用金型1(上下両型2・3)を用いて、基板5に装着した電子部品4を圧縮成形する場合に、下型キャビティ8内に顆粒樹脂10を均一な厚さで効率良く供給し得て、製品(樹脂成形体11)の生産性を効率良く向上させる。
【解決手段】樹脂収容用プレート31の樹脂収容部32内に顆粒樹脂10を投入して均一な厚さを有する保形顆粒樹脂10を形成すると共に、プレートの開口部33側を離型フィルム12で機械的に被覆し、この離型フィルム被覆済プレート31を反転させた状態で、下型キャビティ8位置に離型フィルム12を介して載置接合し、次に、キャビティ8面に離型フィルム12を被覆させると共に、これと同時に、均一な厚さを有する保形顆粒樹脂10をキャビティ8内に落下供給する。
(もっと読む)
21 - 40 / 82
[ Back to top ]