
Fターム[4F204FN15]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形の操作、付属操作 (3,365) | 加熱、冷却 (983)
Fターム[4F204FN15]の下位に属するFターム
不均一な加熱冷却、温度分布の形成 (16)
Fターム[4F204FN15]に分類される特許
401 - 420 / 967
折曲成形装置
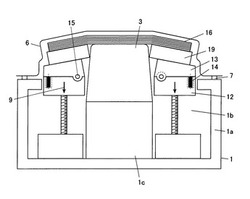
【課題】繊維強化樹脂複合材のプリプレグを積層した積層体を成形凸型に沿って折り曲げ成形する折曲成形装置において、折曲成形に伴う積層体の積層間剥離を抑える。
【解決手段】本折曲成形装置1は、積層体16の側部を支持するサイドブロック19がリフター上部13の上面に搭載され、リフター上部がヒンジ15により上面を水平から外側を下げるように傾動自在に、かつ、バネ14により上面を水平に戻すように弾性支持され、成形凸型3、両サイドブロック及びこれらの上に載置された積層体をバギングフィルム6で覆って密閉空間1bに閉じ込めて真空吸引可能にされる。真空度の上昇に伴うバギングフィルムからの加圧により、リフター上部がサイドブロックとともに外側を下げるように傾動し、真空を保持しつつリフターを下降させることによって、サイドブロックが成形凸型の傾斜面及びリフター上部の傾斜した上面に案内させて斜め下方向に移動する。
(もっと読む)
断面の異なる複合材型材の連続成形方法

【課題】断面が異なる複合材型材を連続成形する方法を提供する。
【解決手段】中央部110に比べて両端部120、130の表面の寸法が小さいC型の移動金型100を用意して、両端部120、130及び中央部110に全体が同一面を形成するように予めプリプレグシートを積層する。ロール210、220からプリプレグシート300を引き出し、予備成形装置230を通過させて均一な断面を有するC型材310を予備成形する。予備成形品310に移動金型100を重ね合わせてホットプレス装置を通過させ、アフターキュア炉260で熱硬化を完了させ、移動金型100をとり外して成型品を完成させる。
(もっと読む)
貫通部を備えたウレタン成型品の成型装置及びこれを用いた製造方法
【課題】貫通部を備えたウレタン成型品を成形型から脱型するときの当該成型品に生じる破損のおそれを回避することができる貫通部を備えたウレタン成型品の成型装置及びこの装置を用いたウレタン成型品の製造方法を提供する。
【解決手段】ウレタンチップUc及びウレタン系接着剤を収容する下型11と、下型の下方から蒸気を供給する蒸気供給部12と、上型21と、下型及び上型を貫通しウレタン成型品に貫通部を形成する貫通形成部材31と、可動盤35と、下型に備えられ可動盤を進退させる昇降部40を備え、昇降部は、可動盤を下型側に前進させて貫通形成部材を下型の所定位置まで突出させ、上型によりウレタンチップをプレスし蒸気供給部から蒸気を下型内に導入してウレタン成型品を成形し、上型がウレタン成型品をプレスしているときに可動盤を下型から後退させて貫通形成部材を降下させる。
(もっと読む)
構造複合材料要素の製造
第1(50a)および第2のモールドの一半(50b)を含むモールド(50a、50b)内で構造複合材料要素を製造する方法が提供される。この方法は、繊維または織物のプリフォーム(10)を準備するステップと、プリフォームとは別個の樹脂層(20)を準備するステップと、プリフォームまたは樹脂層の一方をモールドの第1のモールドの一半に挿入するステップと、次いでプリフォームまたは樹脂層の一方が第1のモールドの一半内のプリフォームまたは樹脂層の他方の頂面上に配置されるようにプリフォームまたは樹脂層の他方を前記第1のモールドの一半内に別個に挿入するステップとを含む。次に、前記第1のモールドの一半上で第2のモールドの一半が閉じられ、また、樹脂膜をプリフォームに含浸させるために圧縮機内でモールドが加圧され、モールドは製造方法の最初から最後まで一定の温度に維持される。 (もっと読む)
複合材料メンバーとその作製方法
【課題】ゴム子と複合繊維子を一体に結合する複合材料メンバーとその作製方法を提供する。
【解決手段】金型を利用し、金型は、第1金型と、第2金型と、を含み、第2金型は一つの金型空洞を有し、第1金型に複合繊維子32を入れ、複合繊維子32は、樹脂3202で少なくとも一つの繊維層3204を覆って構成されるステップと、第1金型と第2金型を型合せるステップと、金型空洞にゴムを充填することにより、複合繊維子3204の樹脂3202にゴム子34を成形するステップと、を含む。
(もっと読む)
光学素子の製造方法及び製造装置
【課題】静電気に起因する成形不具合を防止し、安定して高精度な光学素子を得る。
【解決手段】加熱軟化した熱可塑性素材を成形用型2に実装し押圧する光学素子の製造方法において、不活性ガスg1の雰囲気内に上記成形用型2を設置して成形を行う。また、成形チャンバ3内に複数配置された上加熱ブロック6及び下加熱ブロック7の間に成形用型2を狭持して成形を行う製造装置1において、上記成形チャンバ3内にイオン化した不活性ガスg1を供給するイオン発生装置10とガス供給管9とを設け、成形チャンバ3に成形用型2の中央に実装された熱可塑性素材25の帯電を防止し、キャビティ26内での位置ずれによる成形不良を防止する。
(もっと読む)
シルクフィブロイン複合材料およびその製造方法
【課題】耐衝撃性、耐熱性を有し、かつ天然物に由来し、リサイクル性に優れたシルクフィブロイン複合材料およびその製造方法を提供する。
【解決手段】シルクフィブロイン1を繊維材料3に含浸させてなり、シルクフィブロイン1の重量が、シルクフィブロイン複合材料10全体の重量に対して20重量%以上、90重量%以下の範囲内である。
(もっと読む)
蓄光チップの製造方法
【課題】 全体形状が皿状またはカップ状または半球状をなす蓄光チップを効率よく製造することができる製造方法を提供する。
【解決手段】 第1の成形型1の上面に形成された平面視で円形または多角形をなす一定厚の成形凹部3の底面に蓄光材粒子4と透明樹脂粉末5との混合粉末を充填し、加熱・圧縮することで、蓄光材粒子同士が接触した状態で結合するとともに蓄光材粒子間の隙間が透明樹脂で充填された蓄光プレート6を成形し、この後、第2の成形型7の上面に形成された皿状またはカップ状または半球状をなす成形凹部8に前記蓄光プレート6をセットし、セットした蓄光プレートを上型9との間で加熱・変形して皿状またはカップ状または半球状をなす蓄光チップb13を得る。
(もっと読む)
非浸透性表皮材、成形シート材料、および該成形シート材料の製造方法
【課題】本発明の課題は、自動車の内装材等に用いられる成形シート材料の外観を良好に維持することにある。
【解決手段】繊維シートからなる表皮に通気抵抗が0.06〜3.0kPa・s/mの紙材料を裏打ちした非浸透性表皮材を多孔質基材に積層し所定形状に成形する。成形時に該多孔質基材から滲出する含浸物や混合物は該紙材料によって堰止められて表皮材表面に達しない。
(もっと読む)
装置の予熱を可能にする誘導加熱を用いて材料を成形する装置
本発明は、材料(40)を成形するための成型装置(1)に関するものであり、成型装置(1)は、
−導電性材料から作られて、成形される材料と接触することを目的とする成型ゾーン(14)を備える下部金型本体(10)またはダイと、
−導電性材料から作られて、成形される材料と接触することを目的とする成型ゾーン(16)を備える上部金型本体(12)またはパンチと、
−導電性材料から作られて、ダイ(10)とパンチ(12)の間に挿入されることを目的とする着脱可能な中間部分(18)またはコアと、
−ダイ(10)、パンチ(12)、および中間部分(18)を囲む磁界を発生できる誘導手段(30)であって、これらの3つの構成要素は対で電気的に絶縁され、そのため一方では中間部分(18)とダイ(10)の対面が、他方では中間部分(18)とパンチ(12)の対面が、ダイ(10)およびパンチ(12)の成型ゾーン(14、16)の表面で電流を誘導する磁界が流入する2つのエアギャップ(20、22)の境界を決め、インダクタの作用を成型ゾーン(14、16)の表面に局部化することを可能にする誘導手段(30)と
を備える。
(もっと読む)
熱可塑性プラスチック−連続繊維混成複合体の製造方法
本発明は、熱可塑性プラスチック−連続繊維混成複合体の製造方法に関し、より詳細には、熱可塑性プラスチック−連続繊維混成複合体の製造方法において、a)ガラス繊維束を広幅に均一に広げる段階と、b)広げられたガラス繊維を加熱する段階と、c)加熱されたガラス繊維とテープ状の熱可塑性プラスチックとを接合し、熱可塑性プラスチック−連続繊維接合体を形成する段階と、d)前記接合体をジグザグに折り重ねて多層熱可塑性プラスチック−連続繊維接合体を形成する段階と、e)前記多層熱可塑性プラスチック−連続繊維接合体を圧着させる段階とからなる、製織が容易で、製織後の熱溶融含浸時、均一性及び含浸性に優れた熱可塑性プラスチック−連続繊維混成複合体の製造方法に関する。 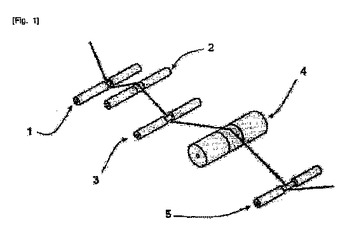 (もっと読む)
(もっと読む)
太陽電池モジュール製造用の改良型非オートクレーブ積層法
太陽電池モジュールを製造するための改良型非オートクレーブ積層法が開示される。この方法は、加熱/真空工程に続いて付加される付加的な加熱ステップを含む。  (もっと読む)
(もっと読む)
制御された大気圧樹脂注入プロセス
【課題】高品質の複合部品の製造方法を可能にすることを特徴とする樹脂注入プロセスを提供する。
【解決手段】樹脂供給タンクを大気圧よりも低い圧力まで排気し、循環圧縮を用い、かつ正味の成形圧力を制御することによって、樹脂注入プロセス、特に真空補助樹脂トランスファ成形プロセスをより適切に制御し、かつオートクレーブを用いて製造されたものに匹敵する、またはそれを超える繊維体積分率およびツール側表面の仕上げを有する航空宇宙級の繊維強化樹脂複合材料を生成することができる。
(もっと読む)
金型装置及びこれを用いた成形体の製造方法
【課題】高品質の成形体を得ることができる金型装置を提供する。
【解決手段】上金型41のキャビティ型45と下金型61のキャビティ型65には、それぞれ厚さ方向の中央部に冷却用配管50及び70が配設されると共に、冷却用配管50及び70の対象表面48及び68側及び反対象表面側の双方にそれぞれ金型加熱用ヒータ51及び71が配設され、これら冷却用配管50及び70、金型加熱用ヒータ51及び71は、それぞれキャビティ型45及び65に対して対象表面48及び68と平行な面内方向にも、対象表面48及び68と垂直な方向にも対称に配置されている。キャビティ型45及び65の温度を上昇させても下降させても、キャビティ型45及び65の反りが防止される。
(もっと読む)
ロール停止装置
【課題】各ロール間を通過したゴムがロールに巻き付いた場合、ロールの回転を速やかに停止させることのできるロール停止装置を提供する。
【解決手段】各ロール1の対向位置よりもロール1の回転方向下流側にロール1の外周面に近接して配置された可動板12と、可動板12がロール1の回転方向に動作したことを検知するスイッチとを備え、スイッチによって可動板12の動作を検知すると、各ロール1の回転を停止するようにしたので、各ロール1で圧延されたゴムAが一方のロール1に付着したまま一方のロール1に巻き付いた場合、ゴムAの当接により可動板12が回動してスイッチが作動し、各ロール1の回転を速やかに停止させることができる。これにより、ゴムAがロール1に一周以上巻き付くことがなく、ゴムAをロール1から剥がす作業を容易に行うことができる。
(もっと読む)
樹脂成形体の製造方法
【課題】基板11上に実装された電子部品12を埋め込む際に、樹脂層10を簡単に形成することができると共に、ボイドBの発生を防止することができる樹脂成形体4の製造方法を提供する。
【解決手段】溶剤を含有する樹脂ワニスをキャリア基材2に塗工して樹脂薄膜体1を形成し、この樹脂薄膜体1をキャリア基材2から剥離した後、粉砕して樹脂粉砕体3を形成し、この樹脂粉砕体3を圧縮成形してB−ステージ状態の成形体にすることにより樹脂成形体4の製造を行う。成形体は好ましくはシートである。
(もっと読む)
樹脂シートの製造装置
【課題】一方の表面に凹凸が形成された樹脂シートを高い形状精度で製造し得る製造装置を提供する。
【解決手段】樹脂シート製造装置1は、押出ダイ10と、加熱ロール11aと、冷却ロール13と、加熱ロール11a及び冷却ロール13に巻き掛けられているベルト14と、樹脂シート16を加熱ロール11a側に押圧する圧着ロール11bと、凹凸18bが表面18aに形成されている賦形シート18と、ベルト14の冷却ロール13と接する部分において樹脂シート17をベルト14から剥離する剥離ロール15とを備えている。樹脂シート製造装置1では、圧着ロール11bによって樹脂シート16が加熱ロール11a側に押圧されることにより、樹脂シート16と賦形シート18とが圧着し、賦形シート18の表面18aに形成されている凹凸18bが樹脂シート16に転写される。
(もっと読む)
SMC成形装置
【課題】季節によるSMCシートの硬さ変動を考慮した成形条件の調整を必要とせず、生産性を向上させることができるSMC成形装置を提供する。
【解決手段】長尺のSMC(シートモールディングコンパウンド)シート4を搬送する搬送手段1と、搬送されたSMCシート4をプレス成形用に切断する切断手段2と、切断されたSMCシート4を金型で成形するプレス手段3とを有するSMC成形装置において、搬送手段1は、SMCシート4を支持搬送し、SMCシート4を加熱または冷却する温調ロール11を備えており、SMCシート4を前記温調ロール11で所定の温度にして切断手段2に搬送して切断し、SMCシート4の温度をほぼ維持した状態で金型に供給してプレス手段3で成形する。
(もっと読む)
繊維製品の成型方法
【課題】本発明は、いずれの模様及び色彩を形成することができる繊維製品の成型方法を提供する。
【解決手段】本発明に係る繊維製品の成型方法は、上表面に転写層が形成されている薄膜を提供するステップと、複数層の繊維を交差配列させながら積み重ねるステップと、交差配列させながら積み重ねた繊維及び薄膜を熱圧金型内に置いて、且つ前記薄膜を前記繊維層の表面に貼り付かせるステップと、熱圧成型するステップと、冷却してから型開けることにより薄膜の転写層を繊維製品の表面に附着させるステップと、を備える。本発明に係る繊維製品の成型方法は、転写層が設けられた薄膜を繊維に貼り合わせて、前記転写層を前記繊維に附着させて、いずれの模様及び色彩を有する繊維製品を形成することができる。
(もっと読む)
電池用パッキングの製造方法
【課題】フッ素を含有した高分子材料は粘性が高いため、コイン形非水電解液電池のパッキングの成型時に成型金型内に均一に回りきらなく、さらに切断が困難であるため切断屑が生じ、電池を構成したときに隙間が生じ、高湿度下で電池特性の劣化が早い。
【解決手段】フッ素を含有した高分子材料の所定量を、パッキングを成型する金型内部に供給するステップと、前記金型を加熱して前記高分子材料を溶融するステップと、前記金型内部を減圧して溶融した高分子材料を脱泡するステップと、前記金型で前記高分子材料を圧縮成型するステップと、を備えた電池用パッキングの製造方法を用いることで、寸法精度が高く、切断屑が生じない電池用パッキングを提供できる。
(もっと読む)
401 - 420 / 967
[ Back to top ]