
Fターム[4F204FN15]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形の操作、付属操作 (3,365) | 加熱、冷却 (983)
Fターム[4F204FN15]の下位に属するFターム
不均一な加熱冷却、温度分布の形成 (16)
Fターム[4F204FN15]に分類される特許
321 - 340 / 967
バイオポリマー材料
純粋なケラチンタンパク質、ケラチンコポリマーまたは架橋ケラチンタンパク質の成型物品が、湿潤されたタンパク質粉末から圧縮および任意の熱の適用により生成される。安定な材料が、成型または機械加工されうる。本開示は、製造物品、および、成形または形成されたケラチンタンパク質調製物を含む物品の製造のためのプロセスを含む。ケラチンの乾燥粉末または湿潤粉末調製物が圧力および任意に熱にさらされて、ケラチンがガラス転移状態または流動可能な可塑状態に高められる。それからケラチン調製物が、型内で周囲条件に戻されることにより成型され、または押出され成形されうる。成型または成形された製品は良好な物理的強度および湿潤強度を呈し、可塑剤の添加により、または弾性ケラチンコポリマーの使用によって、より耐水性または可撓性に作られうる。 (もっと読む)
加熱方法及び加熱システム
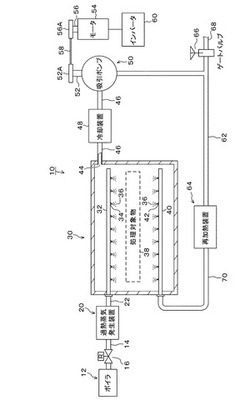
【課題】過熱蒸気を利用して加熱を行う際に、新規に供給する過熱蒸気量を低減し、エネルギー効率の向上及び環境負荷の低減を図る。
【解決手段】加熱システム10のボイラ12は、水蒸気供給管14によって過熱蒸気発生装置20に接続され、該過熱蒸気発生装置20は、第1の過熱蒸気供給管22によって、加熱炉30の第1の吹出用配管32に接続される。加熱炉30は、過熱蒸気36の吹出口34を有する第1の吹出用配管32と、吹出口42を有する第2の吹出用配管40を備えている。加熱炉30の過熱蒸気は、吸引ポンプ50により回収されて大部分が再加熱装置64へ送られ、再利用可能な温度に加熱されて、第2の過熱蒸気供給管70により前記第2の吹出用配管40に送られる。前記加熱炉30における第1の吹出用配管32及び第2の吹出用配管40からの過熱蒸気の供給量の比率は、予め設定されている。
(もっと読む)
金型を使う成形品の製造方法および金型装置

本発明は、金型を使用して成形品を製造する方法および金型装置を対象とする。本発明に係る方式は、耐圧性の高いフレーム(1)、およびフレーム内に配置される加圧筐体(6)を含み、加圧筐体において金型が高い圧力および温度に囲繞される。高温を利用することで、オートクレーブを使った後処理を行わなくてすむ。本製造技術に適した複数の下部分を加圧筐体(6)の下部分として配設可能であり、この場合、本発明に係る方式を用いて、プラスチック成形技術として知られ真空成形金型や射出成形金型などに用いられる技術を、圧縮成形技術によって製造される成形品および金型に適用する。 (もっと読む)
含フッ素樹脂組成物、成形体およびその製造方法
【課題】フッ素樹脂と強化繊維とからなり、強度に優れ、表面平滑性が高く、パーティクルが発生し難い成形体、ならびにこのような成形体の原料に適した含フッ素樹脂組成物、このような成形体の製造方法を提供すること。
【解決手段】テトラフルオロエチレン/パーフルオロアルキルビニルエーテル共重合体からなるフッ素樹脂繊維(A)および強化繊維(B)を重量比で(A):(B)=70〜90:10〜30の割合(但し、両者の合計は100である。)で含んでなる含フッ素樹脂組成物。
(もっと読む)
蓄光材配合成形品の製造方法、及び蓄光材配合半硬化樹脂シートの製造方法、並びに蓄光材配合成形品
【課題】成形における成形型の占有時間や作業時間が短く、局所的な蓄光模様の形成が容易で、ピンホール不良が発生し難い、摩耗への耐久性に優れた蓄光材配合成形品を製造できる方法、及び蓄光材配合樹脂シートの製造方法、並びに蓄光材配合成形品の提供を目的とする。
【解決手段】硬化剤及び蓄光材が配合された熱硬化性樹脂を半硬化した蓄光材配合半硬化物10Aと、熱硬化性繊維強化成形材料20とを、成形型50にて加熱加圧成形して一体化することを特徴とする蓄光材配合成形品1の製造方法。また、該製造方法に用いる蓄光材配合樹脂シートの製造方法、及び蓄光材配合成形品。
(もっと読む)
繊維強化プラスチックの成形方法
【課題】繊維強化プラスチックの生産性及び軽量化の利点を損なうことなく、平滑な表面となる繊維強化プラスチックを提供する。
【解決手段】連続した強化繊維束11とマトリクス樹脂とを含む平板状の繊維強化プラスチック10Aを、成形型により波型状又は凹凸状に成形する方法であって、平板状の繊維強化プラスチック10Aの両面に、熱可塑性樹脂からなるシート材13を配置し、熱可塑性樹脂を加熱して軟化させる軟化工程と、軟化した熱可塑性樹脂からなるシート材13に成形型を接触させながら、平板状の繊維強化プラスチック10Bを加圧して、平板状の繊維強化プラスチック10Bを波型状又は凹凸状に成形する成形工程と、を含む。
(もっと読む)
椀状樹脂成形品の製造方法
【課題】割金型である凹金型1と凸金型2とを用いるが、両金型の隙間の成形キャビティ内に原料樹脂5を加圧下に注入することなく、簡単に、効率的に表面平滑性に優れた椀状樹脂成形品を製造する方法を提供する。
【解決手段】凹金型1と凸金型2とを用いて椀状樹脂成形品を製造する方法であって、凹金型1の中に溶融した原料樹脂5を投入し、ついで凸金型2を下降させて該溶融原料樹脂5を上方から押圧するとともに、密閉下に結締し、しかる後、凹金型1が上に、凸金型2が下になるように天地反転して加熱炉にて加熱硬化させる。
(もっと読む)
吸液性樹脂及び吸液性樹脂成形体の製造方法
【課題】従来の吸液性樹脂は、成形体の吸液力が低下することや、吸液後にゲルが離脱してしまう。また、安全性や取り扱い性が悪い等の問題がある。さらに、成形できる形状がシート状や繊維状のみに限られる。
【解決手段】下記重合体(A)を含んでなる吸液性樹脂であって、160℃で剪断速度100sec-1における溶融粘度が100〜100,000Pa・sであり、かつイオン交換水に対する吸液量が10〜1,000g/gである吸液性樹脂、及びこれを使用した吸液性樹脂成形体の製造方法。
重合体(A):構成単位(a)を(A)の重量を基準として20〜100重量%含有してなり、(A)のオニウムカチオン置換率が30〜100モル%である重合体。
(もっと読む)
マイクロニードルおよびその製造方法と金型
【課題】生体内分解性の樹脂を加熱し軟化又は溶解し、金型(鋳型)でプレスしてマイクロニードルを製造する方法は良く知られている。この方法では、針状突起の折損が多く、品質のよいものは歩留まりが低い状況であり、周辺部や末端部では、針の根元で湾曲する傾向が見られた。特に収縮率の高いPGAほど湾曲する傾向が見られた。そこで、これらの欠点を克服するマイクロニードルの製造方法の提供が課題となっていた。
【解決手段】樹脂の冷却収縮時に生じる応力を遮断するため、上記応力の遮蔽板を設置した金属金型(鋳型)を作製し、プレス加工によるマイクロニードルの作製を行った。これにより、マイクロニードル外周部の針状突起の湾曲は抑制され、特に、熱収縮性の大きいPGA樹脂を用いても、図8に示されるような品質のよいマイクロニードルが提供できるようになった。
(もっと読む)
プレス成形用プリプレグ、及びそれを用いた成形品の製造方法
【課題】常温時における取り扱い性に優れ、かつTg及び硬化速度をほとんど低下させる
ことなく高温高圧成形時における樹脂の過剰な流動を抑え、得られる成形品の外観不良、
性能不良、及び金型の不良等を抑制することができるプレス成形用プリプレグと該プレス成形用プリプレグを用いた成形品の製造方法。
【解決手段】エポキシ樹脂(X)と、質量平均分子量が10,000〜60,000のポ
リエーテルスルホン樹脂(Y)と、エポキシ硬化剤(Z)とを含み、100〜150℃に
おける最低粘度が2〜20Pa・s、30℃における粘度が10,000〜100,00
0Pa・sのエポキシ樹脂組成物が繊維補強材に含浸されたプレス成形用プリプレグ。
また、該プレス成形用プリプレグを用いた成形品の製造方法。
(もっと読む)
樹脂封止装置とこれを用いた樹脂封止方法
【課題】成形用樹脂を一様にキャビティ空間に供給して樹脂封止を行うことができ、樹脂封止品の樹脂封止部は常にムラのない状態に仕上げること。
【解決手段】粒状成形用樹脂120A,Bを粒径範囲毎に貯留するストッカ130A,Bと、ストッカ130A,Bの粒状成形用樹脂120A,B貯留量と、電子部品240の樹脂封止に要する粒状成形用樹脂120A,Bの使用量とに基づき、ストッカ130A,B内からの粒状成形用樹脂120A,Bの供給量の比率どうしを所定の比率となるよう算出する成形用樹脂供給量算出手段PCと、算出供給量に基づき、粒状成形用樹脂120A,Bを取り出す成形用樹脂取り出し手段と、粒状成形用樹脂120A,Bを積載する積載手段160と、積載手段160を積載位置と金型位置との間で往復動させ、粒状成形用樹脂120A,Bを下金型230に投入する投入手段と、を有している。
(もっと読む)
不燃性成形物用樹脂組成物及びこの樹脂組成物で形成した不燃性照明カバー
【課題】不燃性と光線透過性とに優れた成形物を得るための樹脂組成物を提供する。
【解決手段】樹脂組成物は、屈折率が1.53〜1.58の間にある不飽和ポリエステル樹脂と、水酸化アルミニウム及び水酸化マグネシウムと、ビニルモノマーと、硬化剤とを含有し、前記水酸化アルミニウムと水酸化マグネシウムとの配合比が60〜95%:40〜5%であると共に、ビニルモノマーを含んだ不飽和ポリエステル樹脂100重量部に対する前記水酸化アルミニウムと水酸化マグネシウムとの合計配合量が320重量部〜500重量部である。
(もっと読む)
熱プレス装置、及び熱プレス方法
【課題】プレス圧力の解放時に引き剥がしにより積層体に作用する引っ張り応力を抑制できる熱プレス装置を提供する。
【解決手段】積層体20の上下両面を挟み込む上下一対の板状の緩衝材10a、10bと、上下一対の緩衝材をさらに上下から挟み込む上下一対の熱プレス板1a、1bとを備え、積層体20を加熱加圧して熱プレスする。熱プレスした後にプレス圧力を解放して一方の熱プレス板1aを相対的に上昇させる際に、積層体20との接触面に隙間ができるように変形する板状部材15a、15bを、緩衝材10a、10bに設けた。
(もっと読む)
圧縮シート
本発明は、少なくとも1枚の織布または不織布を含む圧縮シートであって、その布が高分子繊維を含み、そのシートが、ASTM D790−07に準拠して測定したとき、少なくとも二方向で少なくとも15GPaの曲げ弾性率を有し、かつこれらの方向の1つは、この布に含有される第1の主要量の繊維の配向方向であることを特徴とする圧縮シートに関する。本発明はまた、そのような圧縮シートの製造方法およびそれを含む物品に関する。 (もっと読む)
プリプレグ、プリフォームおよび成形品
【課題】積層成形品には不向きであった薄型成形品にも対応でき、等方的に力学特性に優れた、複雑形状の成形品を得ることができるプリプレグ、ならびにプリフォームを提供すること。
【解決手段】強化繊維基材が繊維長10mmを越える強化繊維が0〜50重量%、繊維長2〜10mmの強化繊維が50〜100重量%、繊維長2mm未満の強化繊維が0〜50重量%から構成された、以下の特徴を有するプリプレグ、ならびに、以下の特徴を備えたプリプレグを積層単位として含むプリフォーム。
特徴:強化繊維単糸(a)と該強化繊維単糸(a)と交差する強化繊維単糸(b)とで形成される二次元配向角の平均値が10〜80度、かつ、23℃での厚み(mm)が0.03〜1mm、引張強度σが0.01MPa以上。
(もっと読む)
積層成形体の成形方法並びに成形装置
【課題】積層成形体の成形方法並びに成形装置であって、表皮の搬送工程、セット工程を自動化することで、作業性を高め、かつ精度の良い形状出しを可能にするとともに、絞転写性を高め成形サイクルを短縮化する。
【解決手段】表皮投入位置Aから成形待機位置Bまで表皮30を搬送する搬送用コンベア80を両側の搬送ベルト83で構成し、内部にアシストモデル70の上下動を許容するスペースを設定する。そして、搬送用コンベア80の成形待機位置Bに位置決めされた表皮30に対してアシストモデル70を上昇操作することで自動的にアシストモデル70の表皮ホルダ用プレート75で表皮30を保持し、成形上下型50,60内にアシストモデル70を投入して、表皮30をセットすることにより、表皮30のセット作業を自動化でき、かつ表皮30の加熱後、迅速に成形を可能とすることで、絞模様の転写を良好に行ないシャープな形状出しを可能にする。
(もっと読む)
フィルムとその製造方法、偏光板および液晶表示装置
【課題】傾斜構造を有し、ロングラン製膜時においても光学むらが少ないフィルムおよびその製造方法を提供する。
【解決手段】挟圧装置を構成する第一挟圧面と第二挟圧面の間に熱可塑性樹脂を含有する組成物の溶融物を通過させて連続的に挟圧してフィルム状に成形するフィルムの製造方法であって、前記第一挟圧面が、少なくとも2つのゴムロールと、該少なくとも2つのゴムロールの外部に配置された金属ベルトとを含み、かつ、前記ゴムロールと前記金属ベルトとの間にバッファー補強層を有することを特徴とするフィルムの製造方法。
(もっと読む)
成形装置および成形方法
【課題】成形工程におけるエネルギーの利用効率を向上させることが可能な成形技術を提供する。
【解決手段】成形室6の内部に、成形型50が順次移動される加熱ステージ11、プレスステージ12、冷却ステージ13を配置して、加熱、プレス成形、冷却の各工程を実施する成形装置M1において、冷却ステージ13の第1冷却プレート25および第2冷却プレート27の成形型50と反対側の背面に熱発電モジュール30Aおよび熱発電モジュール30Bを配置し、成形型50の冷却過程で得られる熱エネルギーを電力に変換して回収することで、成形工程におけるエネルギーの利用効率を向上させる。
(もっと読む)
成形品の成形装置及び成形方法
【課題】樹脂の無駄、バリの除去工程、型からの成形品の取り外しによる無駄時間、ハンドリングによる不良品の発生等を排除できる成形品の成形装置を提供する。
【解決手段】第1のプレート3に設けられた複数の本体部用型部11と、第2のプレート4に設けられた複数の微細針部用型部12と、各本体部用型部11に樹脂チップ8を搬入する樹脂チップ搬入手段1と、第1のプレート3及び第2のプレート4を加熱する加熱手段13、14と、溶融された樹脂チップ8を加圧して本体部及び微細針部を成形する加圧手段2と、本体部及び微細針部が加圧成形された段階で加圧手段2を加圧動作状態のまま加熱手段13,14の加熱動作を停止し第1のプレート3及び第2のプレート4を冷却して成形品を固化する冷却手段15とを備える。
(もっと読む)
モールド樹脂及び樹脂モールド方法
【課題】シート状のモールド樹脂であって、溶融時間が長くかかることなく、また、樹脂モールドする際に空気溜まりが生じないモールド樹脂及び樹脂モールド方法を提供する。
【解決手段】本発明の樹脂モールド方法は、上型と下型とから構成され、前記下型に樹脂溜まりが形成されているモールド樹脂金型を準備する工程と、前記下型の前記樹脂溜まりに、シート状で、かつ、厚み方向に凹凸が設けられているモールド樹脂1Aを供給する工程と、前記モールド樹脂を加熱して、溶融する工程と、前記上型によって被成型品を保持し、前記上型で保持したまま、前記樹脂溜まり内の溶融された前記モールド樹脂に前記被成型品を浸漬し、圧縮成型する工程と、を有することを特徴とする。
(もっと読む)
321 - 340 / 967
[ Back to top ]