
Fターム[4F204FN15]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形の操作、付属操作 (3,365) | 加熱、冷却 (983)
Fターム[4F204FN15]の下位に属するFターム
不均一な加熱冷却、温度分布の形成 (16)
Fターム[4F204FN15]に分類される特許
301 - 320 / 967
翼構造の成形方法
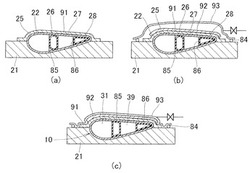
【課題】組立コスト、部品点数、重量の削減が可能な翼構造の成形方法を提供する。
【解決手段】複数の中空構造物用プリプレグ成形体が、予め金属製中子型としての前縁型31、後中間型39上に成形された前縁用プリプレグ成形体25、後中間用プリプレグ成形体27と、予めシリコン製中子型としての前中間用シリコン製中子型35、後縁用シリコン製中子型51上に成形された後にこの前中間用シリコン製中子型35、後縁用シリコン製中子型51が脱型されるとともに前縁用プリプレグ成形体25、後中間用プリプレグ成形体27に隣り合うように配置された前中間用プリプレグ成形体26、後縁用プリプレグ成形体28とでされ、前中間用プリプレグ成形体26、後縁用プリプレグ成形体28にチューブバッグ85,86を挿入する工程と、翼構造の一体成形後に前縁型31、後中間型39を脱型する工程とを含む。
(もっと読む)
長尺状成形物の成形方法

【課題】成形精度を高めるとともに分割型の脱落を防止することが可能な長尺状成形物の成形方法を提供する。
【解決手段】後中間型39が、複数の分割型としての中間上型41、中間中型42、中間下型43で構成され、これらの中間上型41、中間中型42、中間下型43同士の合わせ面に長尺方向に延びる一対のキー溝41c,42c,42d,43cが形成され、これらのキー溝41c,42c,42d,43cに長尺状の中間型用キー45,45が嵌め合わされることで、中間上型41、中間中型42、中間下型43同士の位置決め及び結合が行われる。
(もっと読む)
熱可塑性樹脂組成物の製造方法
【課題】多量の植物繊維を含有させることができ、且つ射出成形等に用いたときに、十分な流動性を有する熱可塑性樹脂組成物の製造方法を提供する。
【解決手段】熱可塑性樹脂(ポリプロピレン系樹脂、特にポリプロピレン系樹脂と酸変性ポリプロピレン系樹脂との併用等)及び植物繊維(ケナフ繊維等)を含有し、合計を100質量%とした場合に、植物繊維が50〜95質量%である熱可塑性樹脂組成物の製造方法であって、熱可塑性樹脂と植物繊維とを混練し、混合して樹脂繊維混合物とする混合工程と、樹脂繊維混合物を圧延して平板状の圧延物C1とする圧延工程とを備える。圧延装置30は、樹脂繊維混合物を呼び込むための呼び込みロール301と、この呼び込みロール301から送出される樹脂繊維混合物Cを平板状に圧延するための圧延ロール302とを備えることが好ましい。
(もっと読む)
繊維・樹脂複合化シート及びFRP成形体
【課題】FRP成形体を成形する際の中間素材として、屈曲性を維持しつつ、樹脂の含浸性を維持することができる新たな繊維・樹脂複合化シートを提供する。
【解決手段】連続繊維からなる織物状又は非織物状の連続繊維体Aの一面又は両面に、熱可塑性樹脂bからなる樹脂シートBが積層し、かつ該熱可塑性樹脂bの一部が連続繊維体A内に含浸してなる構成を備えた繊維・樹脂複合化シートであって、熱可塑性樹脂bの溶融粘度の最小値が5Pa・s〜500Pa・sに存在し、且つ、熱可塑性樹脂bの含浸深さの割合が、各面5%以上、両面合計値5〜30%である繊維・樹脂複合化シートを提案する。
(もっと読む)
複合材料の成形方法及び複合材料の製造装置
【課題】
成形速度が大きくボイド等のない高品質の複合材料を得る複合材料の成形方法の提供。
【解決手段】
プリプレグを予備成形工程と放射線照射工程とにより成形する方法であって、プリプレグについて一定の加熱温度Tに対するゲル化時間tを予めプロットしたゲル化温度−時間曲線において、予備成形工程における実際の加熱温度に対するゲル化時間tgelを求め、予備成形工程における実際の加熱時間tをゲル化時間tgelの30〜70%の範囲とする。または、ゲル化温度−時間曲線において、予備成形工程における実際の加熱時間に対するゲル化温度Tgelを求め、予備成形工程における実際の加熱温度Tを、Tgel−20℃〜Tgel−5℃の範囲とする。放射線照射工程は、加熱のみによる完全硬化後のプリプレグ固有のガラス転移温度Tg以上の温度で硬化すべく放射線の照射を行う。
(もっと読む)
光学素子の製造方法および光学素子の製造装置
【課題】成形型の形状に影響されることなく、成形型内における成形素材の位置ずれを防止して、高精度の成形品を製造する。
【解決手段】スリーブ16の中で対向する下型14と上型15の間に成形素材90を配置して加熱および加圧して光学素子に成形する成形装置M1において、下型成形面14aの成形素材90の配置位置に、成形温度で分解して消失する熱分解材料Aを塗布する供給ノズル19を設け、熱分解材料Aを介して成形素材90が下型成形面14aの中心に安定して接着固定された状態で、所望の成形温度で成形を行う。下型14に対する成形素材90の位置ずれに起因する製品不良の発生を確実に防止できるとともに、熱分解材料Aは成形温度で分解して消失するため、光学素子の外観品質が低下することもない。
(もっと読む)
1つの方法により製造された複合物品
本明細書中で開示されているのは、ポリマー特にフルオロポリマーと炭素繊維とを含む、圧密または緻密化された複合物品である。 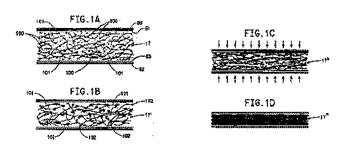 (もっと読む)
(もっと読む)
結晶性液晶ポリマーの成形方法及びその成形体
【課題】 ポリイミド等のスーパーエンジニアリングプラスチックスに代わる樹脂として結晶性液晶ポリマーに着目し、高い強度があり、且つ寸法的に比較的大きな液晶ポリマーの成形品を得る方法を提供すること。
【解決手段】 結晶性液晶ポリマーの粉末を所定の金型に入れ、冷圧で圧縮して前記ポリマーの予備成形体を作成する第一工程、及び該予備成形体を加熱加圧する第二工程を含むことを特徴とする、結晶性液晶ポリマーの成形方法。
(もっと読む)
高度複合構成要素の製造方法
【課題】積層材料成形品を製造するための方法を提供する。
【解決手段】本方法は、一つの態様では、凝固して樹脂層を形成する樹脂を表面上に適用する工程と、樹脂層とほぼ平行なx方向に沿って強化手段を提供する工程と、x方向に対して角度をなし且つ樹脂層とほぼ平行なy方向に沿って強化手段を提供する工程と、x方向及びy方向に対してほぼ垂直なz方向に強化手段を提供する工程とを含む。本方法は、別の態様では、液化樹脂を金型の金型表面に適用し、樹脂が凝固して金型の金型表面上に樹脂層を形成する工程と、弾性変形可能なチャンバ壁を各々有する第1及び第2の圧力チャンバ間に金型を配置し、チャンバ壁は、これらのチャンバ壁間に配置された金型に関して向き合って配置される、工程と、金型に面する向き合った表面に液化樹脂を適用し、向き合った表面上の樹脂は、凝固して向き合った樹脂層を形成し、積層材料レイアップが樹脂層間に配置される、工程と、各圧力チャンバを通して高温高圧の流体を循環し、樹脂層を液化し、積層材料レイアップを圧縮し、樹脂で含浸し、硬化する工程とを含む。 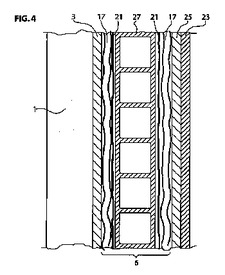 (もっと読む)
(もっと読む)
精密ホットプレス装置における転写部の加熱冷却制御方法及び装置
【課題】過加熱及び過冷却を押さえ、急速な加熱及び冷却を可能とする精密ホットプレス装置における転写部の加熱冷却制御方法及びその装置を提供する。
【解決手段】転写部の温度が目標温度に達する前に、加熱手段又は冷却手段によって転写部へ与えた又は奪ったエネルギー量(熱量)と観測された転写部に出入りするエネルギー量とを比較し、両エネルギー量の差から余剰又は過冷却エネルギー量を算出し、余剰又は過冷却エネルギー量に基づいて転写部の加熱又は冷却を行う。転写部の温度は、ヒータ等の加熱手段や冷却手段が出力する加熱又は冷却の熱量、及び熱の伝達時間を計算し、加熱手段から発生する熱量を、冷却にて打ち消すことにより、転写部の温度の目標温度への急速な制御が可能となる。
(もっと読む)
樹脂組成物、樹脂ワニス、複合材料及びその製造方法、プリプレグ並びに樹脂フィルム
【課題】アンカー効果に頼らずに金属層(金属膜)と樹脂基材等との接着性に優れ、表面が平滑な複合材料を得ることができる樹脂組成物を提供する。また、当該樹脂組成物を用いた樹脂ワニス、複合材料及びその製造方法、プリプレグ、樹脂フィルムを提供する。
【解決手段】少なくとも一部の表面を金属化する成形体に用いられ、加熱成形工程を経て成形される成形体用の樹脂組成物であって、(A)昇華性金属化合物と、(B)有機化合物とを含有し、(B)有機化合物が、熱硬化性樹脂及び熱可塑性樹脂から選ばれる少なくとも1種である樹脂組成物である。また、当該樹脂組成物を用いた樹脂ワニス、複合材料及びその製造方法、プリプレグ、樹脂フィルムである。
(もっと読む)
機能性表面層を有する抄造成形品およびその製造方法
【課題】機械的強度が高く、且つ所定の機能性表面層が強固に結着された抄造成形品を提供する。
【解決手段】繊維周囲にバイダー樹脂粉末4が付着した耐熱性繊維2から抄造される抄造物96を所定の含水率に脱水してから加熱圧縮成形することにより得られる機能性表面層を有する抄造成形品であって、機能性表面層は、前記脱水後の湿った状態にある抄造物96の表面にまぶすように均一付着させた機能性粉末6から形成され、前記加熱圧縮時に機能性粉末6が溶融して前記抄造物96の表層にある耐熱性繊維2に絡むことによって機能性表面層が抄造物96に結着されていることを特徴とする。
(もっと読む)
複合要素を製造するための装置および方法
【課題】本願発明の課題は、繊維複合要素を製造するための装置を提供することである。
【解決手段】繊維複合要素を製造する装置であって、樹脂含浸繊維材料を配置するための表面を持つ多孔材料を有するフィルタープレートと、前記繊維材料に対向する前記フィルタープレートの表面を覆う空気に透過性を有し実質的に樹脂不透過である膜と、前記繊維材料から離れた側面において前記フィルタープレートを支持する成型道具と、
記繊維材料から離れた側面において負圧を発生させるための前記成型道具内に形成された吸引開口部と、を有する装置。また、該繊維複合要素を製造するための方法。繊維複合要素を製造するための方法であって、多孔材料を有するフィルタープレートを供給する工程と、前記フィルタープレートの表面の上に樹脂を含浸した繊維材料を配置する工程と、前記フィルタープレートの上に前記繊維材料を空気密閉に覆う工程と、前記成形道具内に構成された吸引開口部より前記繊維材料から離れた前記フィルタープレートの側面で負圧を発生させる工程と、を有する方法。
(もっと読む)
粘着性ゴムシート
【課題】黒鉛化された熱盤に対しても容易に取付けが可能な緩衝シートとその製造方法を提供する。
【解決手段】緩衝シート1を、厚肉スポンジゴムからなるクッション層2と、このクッション層の片面に接着一体化した薄肉ソリッドゴムからなるプレス機の熱盤への取付層4とで構成する。取付層4は熱盤との当接面が転写フィルムの光沢面の転写によって粘着力が付与され、この粘着力により熱盤に固着可能である。緩衝シート1は、液晶セル組立工程においてプレス機熱盤とガラス基板との間にクッション材1として介在させる。
(もっと読む)
樹脂シートの製造装置及び樹脂シートの製造方法
【課題】パターンロールの周面に形成された微細なパターンを溶融樹脂シートに高精度に転写することが可能な樹脂シートの製造装置及び製造方法を提供する。
【解決手段】溶融樹脂シート3に転写するためのパターンが形成された周面を有するパターンロール4と、周面のパターン形成部の一部と所定の間隔をおいて対向する曲面部を有するブロック5を用意し、温度調節用の媒体流路53によって所定の温度に調節された曲面部とパターン形成部の間に溶融樹脂シート3を挟み込む。パターンロール4を回転させ、溶融樹脂シート3をブロック5の曲面部によりパターン形成部の方向に押圧し、曲面部とパターン形成部の間隔をパターンロール4の回転方向に向かって連続的に減少させながら、パターンを溶融樹脂シート3に転写する。
(もっと読む)
シート成形装置
【課題】シート成形における歩留まりを向上し得るシート成形装置を提供する。
【解決手段】制御部Cが、位置検出手段S1にて検出される押圧部材41の位置に基づいて、押圧部材41の位置が予め設定された位置になるように、払い出し出力対供給出力比率を設定範囲内で調整すべく材料供給部1及び材料圧延部2の作動を制御する通常処理を実行するように構成されたシート成形装置において、制御部Cは、位置検出手段S1にて検出される押圧部材41の位置に基づいて、材料供給部1による材料貯留部3への材料供給量が定常状態よりも少ない状態を推定する推定手段C1と、推定手段C1により、材料供給部1による材料貯留部3への材料供給量が定常状態よりも少ないと推定された場合に、払い出し出力対供給出力比率を設定範囲よりも大きくする設定条件で材料供給部1及び材料圧延部2の作動を制御する終期処理を実行する終期処理手段C2を備えている。
(もっと読む)
プレス装置
【課題】比較的低出力のヒータにて、高い温度上昇速度で熱盤を加熱可能なプレス装置を提供する。
【解決手段】プレス装置が、複数の温調部のいずれか一つを熱盤内管路に接続することによって熱媒の主循環経路内を形成するものと、複数の温調部のいずれか一つを熱盤内管路に選択的に接続する切換手段と、熱盤内管路に接続すべき温調部を選択する選択手段とを有し、複数の温調部の夫々は、熱盤内管路の出入口と接続可能な熱盤外管路と、熱盤外管路内に配置され熱媒を加熱するヒータと、熱盤外管路内に配置され熱媒を輸送するポンプを有し、各温調部の熱盤外管路内の熱媒が夫々異なる設定温度に維持されるよう制御されている。
(もっと読む)
金型を使う成形品の製造方法および金型装置
本発明は、金型を使用して成形品を製造する方法および金型装置を対象とする。本発明に係る方式は、耐圧性の高いフレーム(1)、およびフレーム内に配置される加圧筐体(6)を含み、加圧筐体において金型が高い圧力および温度に囲繞される。高温を利用することで、オートクレーブを使った後処理を行わなくてすむ。本製造技術に適した複数の下部分を加圧筐体(6)の下部分として配設可能であり、この場合、本発明に係る方式を用いて、プラスチック成形技術として知られ真空成形金型や射出成形金型などに用いられる技術を、圧縮成形技術によって製造される成形品および金型に適用する。 (もっと読む)
加熱方法及び加熱システム
【課題】過熱蒸気を利用して加熱を行う際に、新規に供給する過熱蒸気量を低減し、エネルギー効率の向上及び環境負荷の低減を図る。
【解決手段】加熱システム10のボイラ12は、水蒸気供給管14によって過熱蒸気発生装置20に接続され、該過熱蒸気発生装置20は、第1の過熱蒸気供給管22によって、加熱炉30の第1の吹出用配管32に接続される。加熱炉30は、過熱蒸気36の吹出口34を有する第1の吹出用配管32と、吹出口42を有する第2の吹出用配管40を備えている。加熱炉30の過熱蒸気は、吸引ポンプ50により回収されて大部分が再加熱装置64へ送られ、再利用可能な温度に加熱されて、第2の過熱蒸気供給管70により前記第2の吹出用配管40に送られる。前記加熱炉30における第1の吹出用配管32及び第2の吹出用配管40からの過熱蒸気の供給量の比率は、予め設定されている。
(もっと読む)
含フッ素樹脂組成物、成形体およびその製造方法
【課題】フッ素樹脂と強化繊維とからなり、強度に優れ、表面平滑性が高く、パーティクルが発生し難い成形体、ならびにこのような成形体の原料に適した含フッ素樹脂組成物、このような成形体の製造方法を提供すること。
【解決手段】テトラフルオロエチレン/パーフルオロアルキルビニルエーテル共重合体からなるフッ素樹脂繊維(A)および強化繊維(B)を重量比で(A):(B)=70〜90:10〜30の割合(但し、両者の合計は100である。)で含んでなる含フッ素樹脂組成物。
(もっと読む)
301 - 320 / 967
[ Back to top ]