
Fターム[4F204FN15]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形の操作、付属操作 (3,365) | 加熱、冷却 (983)
Fターム[4F204FN15]の下位に属するFターム
不均一な加熱冷却、温度分布の形成 (16)
Fターム[4F204FN15]に分類される特許
241 - 260 / 967
金属と炭素繊維強化樹脂との積層体とその製造方法
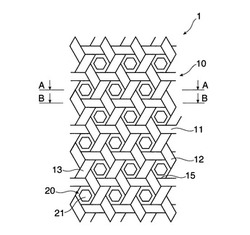
【課題】金属と3軸織物構成の炭素繊維強化樹脂とを強固に接着し、積層体の剛性向上、耐久性向上、軽量化、薄肉化を図ることができる金属と炭素繊維強化樹脂との積層体その製造方法の提供。
【解決手段】本発明の金属と炭素繊維強化樹脂との積層体は、3本の炭素繊維束が、互いに、所定の角度を有するように織り込まれ、互い違いに交差する織り目に、所定の形状の開孔部を有するように織られた3軸織物に形成されている炭素繊維強化樹脂体と、前記炭素繊維強化樹脂体に積層される金属体であって、前記開孔部に相当する位置に凸部が形成された金属体と、前記炭素繊維強化樹脂体と前記金属体とを一体に接合するための接着剤とからなり、前記開孔部内に前記凸部が位置するようになっていることを特徴とする。接着剤は1液性エポキシ接着剤であるとよい。
(もっと読む)
多孔質物品の製造方法
多孔質物品の製造方法が、導電性物質と、バインダと、を含む混合物を、バインダの硬化温度を下回る温度のモールドキャビティ内に分散させることを含む。導電性物質は、10体積%の粒子が12μm未満の直径を有し、50体積%の粒子が27μm未満の直径を有し、90体積%の粒子が53μm未満の直径を有する粒度分布を備えた導電性の粒子から形成される。混合物が、キャビティ内で成形圧力を受けて圧縮され、モールドがバインダの硬化温度に加熱されて、成形品が形成される。 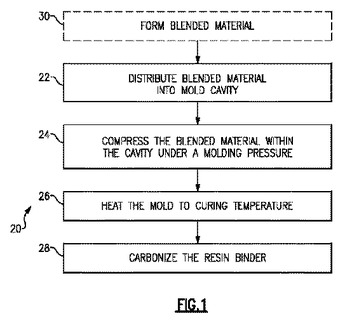 (もっと読む)
(もっと読む)
複合的な環状構造体を自動的に形成する方法

【課題】軽量、高強度の構造体、特に環状の複合構造体を形成するための効率的で且つ効果的な方法、装置及び
システムを提供する。
【解決手段】環状の複合構造体を形成する装置は、環状の形状のツール取扱い組立体660と、形成ヘッド604とを含む。該環状の形状のツール取扱い組立体660は、選択した断面の幾何学的形態の形成面を含む。形成ヘッド604は、ツールの形成面の廻りにて周方向に連続的なプライ層のプライを1つずつ形成する形態とされている。
(もっと読む)
繊維補強材から部品を製造するための方法
【課題】 繊維補強材から部品を製造するための方法を提供する。
【解決手段】 本発明は、繊維補強材から部品を製造するための方法であって、繊維と未硬化ポリマーマトリックスとからなる繊維プリフォームを金型上に配置し、熱電フィルムを繊維プリフォームおよび/または金型上に配置し、負圧または真空をかけながらマイクロ波照射により前記熱電フィルムを加熱し、その結果、繊維プリフォームを加熱してポリマーマトリックスを硬化させる方法に関する。
(もっと読む)
金型及び熱可塑性樹脂系繊維強化複合材料成形品の製造方法
【課題】キャビティ面の加熱及び冷却を急速に行ってハイサイクルに成形材料を成形できる金型、並びに該金型を用いた熱可塑性樹脂系繊維強化複合材料成形品の製造方法の提供を目的とする。
【解決手段】20℃における固有抵抗値が4.0〜100μΩ・cmの磁性金属材料により形成されたキャビティ面14、24を有する上型10及び下型20を具備し、上型10及び下型20のそれぞれに、20℃における固有抵抗値が5.0μΩ・cm以下の非磁性金属材料により形成される冷却回路16、26と、キャビティ面14、24を高周波誘導加熱する誘導加熱コイル17、27が設けられている金型1。また、金型1を用いた熱可塑性樹脂系繊維強化複合材料成形品の製造方法。
(もっと読む)
圧縮成形法及び同成形法により成形される強化熱可塑性部品
繊維強化部品は、異なる長さを有し、かつ当該部品のほぼ全体に亘ってランダムに配向した繊維で強化した圧縮成形熱可塑性樹脂により形成される。 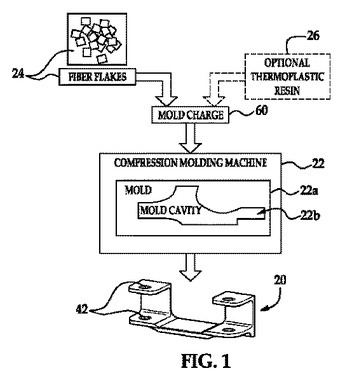 (もっと読む)
(もっと読む)
繊維強化プラスチック製電子機器筐体の製造方法
【課題】電波遮断性を維持したまま無線通信性能を劣化させず、特に意匠性に優れた電子機器筐体の製造方法を提供する。
【解決手段】次に示す成形材料基材(A)と成形材料基材(B)とを、成形材料基材(B)が厚み方向に挿通するように配置して板状の成形前駆体を形成し、その成形前駆体を、成形材料基材に含まれるいずれの熱可塑性樹脂の溶融温度よりも高い温度に加熱し、その後、成形材料基材に含まれるいずれの熱可塑性樹脂の溶融温度よりも低い温度でプレス成形して繊維強化プラスチック成形体を形成することを特徴とする繊維強化プラスチック製電子機器筐体の製造方法。
成形材料基材(A):強化繊維として導電性繊維を、マトリックスとして熱可塑性樹脂を含む成形材料基材
成形材料基材(B):強化繊維として絶縁性繊維を、マトリックスとして熱可塑性樹脂を含む成形材料基材
(もっと読む)
プレス成形装置及びプレス成形方法
【課題】繊維強化樹脂を三次元形状に成形する場合に、繊維強化樹脂の成形時間を短縮することができるプレス成形装置を提供する。
【解決手段】上型100と下型200とを備え、上型100と下型200とで繊維強化樹脂20をプレス成形するプレス成形装置10であって、周縁部が上型100又は下型200に保持され、プレス成形の際に繊維強化樹脂20の上方に配置される第1弾性シート300と、周縁部が上型100又は下型200に保持され、プレス成形の際に繊維強化樹脂20の下方に配置され、プレス成形中に、第1弾性シート300とで繊維強化樹脂20を挟み込む第2弾性シート400とを備える。
(もっと読む)
繊維強化成形体及びその製造方法
【課題】軽量、薄肉、高剛性に優れる繊維強化成形体の提供を目的とする。
【解決手段】芯材11と、芯材11の両面に積層された繊維補強材21とから構成し、芯材11は、連続気泡を有する熱硬化性樹脂発泡体に熱硬化性樹脂が含浸して熱硬化性樹脂発泡体を圧縮した状態で熱硬化性樹脂が硬化したものであって、圧縮率が200〜5000%の範囲のものからなり、繊維補強材21は、炭素繊維織物に熱硬化性樹脂が含浸して硬化したものからなり、含浸後の熱硬化性樹脂の樹脂比率が50〜80%であり、芯材11と繊維補強材21を、熱硬化性樹脂発泡体に含浸した熱硬化性樹脂と炭素繊維織物に含浸した前記熱硬化性樹脂の硬化により一体化した。
(もっと読む)
金属箔積層体の製造方法
【課題】金属箔積層体を製造する際に、その外観を良好にし、平面度を向上させる製造方法を提供する。
【解決手段】樹脂含浸基材2を一対の第1金属箔3、一対の第1スペーサー5、一対の第2スペーサー18および一対の第1クッション材20で順に挟み込んだ第1積層体8を、一対の金属板6および一対の第2クッション材7で順に挟み込んだ層構成を有する第2積層体9を作製する。この第2積層体9をその積層方向に一対の熱盤で加熱加圧する。第1金属箔3と金属板6との間に第1スペーサー5、第2スペーサー18および第1クッション材20が介在しているため、第1金属箔3に凹凸が生じたり、加圧バランスが崩れたりする事態は生じない。熱盤と金属板6との間に第2クッション材7が介在しているため、過昇温が起こらない。
(もっと読む)
樹脂シート成形品,その製造方法,熱プレス成形用金型
【課題】バリ発生を抑制し、優れた転写性で射出光を均一にし、金型からの離型性も良好な、表面に凹凸パターンを有する薄肉大型の樹脂シート成形品を提供する。
【解決手段】対向する主面の少なくとも片面に凹凸パターンが設けられた一対の薄肉部材3a、3bと、該一対の薄肉部材3a、3bの一方を収納した樹脂シート保持枠6とによって形成された金型キャビティ内へ、該金型キャビティと略同一寸法に切削研磨加工した薄肉樹脂シート5を投入した後、該薄肉樹脂シート5を低い圧力で金型キャビティ内に固定しながら伝熱加熱し、熱膨張した前記薄肉樹脂シート5を樹脂が軟化する温度に達する直前に増圧して金型キャビティ内に圧縮し、前記薄肉樹脂シート5に、転写開始温度を超えるゴム状平坦領域の温度,かつ、バリ発生を抑制可能な圧力で凹凸パターンを転写形成する。
(もっと読む)
金属箔積層体の製造方法
【課題】良好な外観を有する金属箔積層体を製造する。
【解決手段】樹脂含浸基材2を一対の銅箔3A、3Bおよび一対のスペーサー銅箔5A、5Bで順に挟み込んだ第1積層体8を、一対のSUS板6A、6Bおよび一対のアラミドクッション7A、7Bで順に挟み込んだ層構成を有する第2積層体9を作製する。その後、この第2積層体9をその積層方向に一対の熱盤で加熱加圧して、樹脂含浸基材2の両側に一対の銅箔3A、3Bが貼着された金属箔積層体を製造する。これにより、各銅箔3と各SUS板6との間に各スペーサー銅箔5が介在しているため、銅箔3に凹凸が生じる事態は生じない。また、各熱盤と各SUS板6との間に各アラミドクッション7が介在しているため、熱盤から金属箔積層体へ伝わる熱量が増大して過昇温が起こる事態は生じない。
(もっと読む)
微小部品の粉末成形体成形方法
【課題】微小部品の粉末成形体を押し型成形法で成形するにあたって、設備費の低減や省エネルギー化を図る。
【解決手段】型開き状態の押し型4の下型6に設けられた原料貯留部63に、ディスペンサ8を用いて、流動性を有する状態の可塑性原料Pを定量供給して貯留し、次いで、押し型4を型締めしてから、原料貯留部63に貯留された原料Pを、下パンチ62を下型6に押し込んで加圧することにより、原料Pを歯車1の形状に対応したキャビティ10に充填して圧縮し、歯車1の粉末成形体1Aを成形する。
(もっと読む)
超音波診断装置用レンズ及びその製造方法
【課題】高い電磁シールド性を発揮する超音波診断装置用レンズ及びその製造方法を提供すること。
【解決手段】シリコーンゴム組成物で形成されたキャップ10と、キャップ10の内表面に密設された銅薄膜11とを備えて成り、前記銅薄膜は伸びが4〜12%であることを特徴とする超音波診断装置用レンズ2、並びに、凸部を有する第1金型と前記凸部が進入可能な凹部を有する第2金型とを備えて成る成形金型を用いて、前記凸部と前記凹部との間に配置された銅薄膜とシリコーンゴム組成物とを圧縮成形することを特徴とする請求項1又は2に記載の超音波診断装置用レンズの製造方法。
(もっと読む)
高速かつ低圧縮の熱可塑性材料の回転式成形機
本発明の一実施形態による成形装置は、複数の深絞り加工用圧縮型を備える。各圧縮型は、型キャビティ及び同型キャビティに対応する型コアを有する。回転支持構造が、型キャビティ及び型コアを互いに対して動作可能に支持する。圧縮型は、回転支持構造により形成される閉路を移動する間に開閉する。型材吐出機構が、各圧縮型に所定量の型材を順次導入する。熱源が、圧縮型を加熱し、型閉鎖機構が、加熱された圧縮型を閉じ、型キャビティ及び型コアの間において型材を圧縮して深絞り部品を形成する。冷却源が迅速かつ活発に圧縮型を冷却し、型開放機構が冷却された圧縮型を開く。取出装置が深絞り部品を圧縮型から取り出す。深絞り部品の形成方法も開示されている。本発明によるシステム及び方法により、深絞り部品の圧縮成形が容易になる。 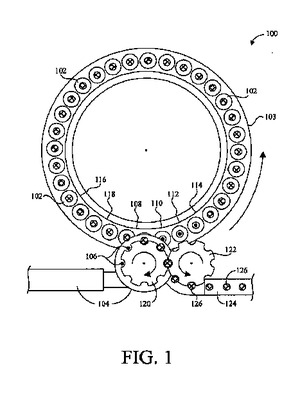 (もっと読む)
(もっと読む)
繊維強化複合材料の製造方法
【課題】強化繊維と熱可塑性樹脂とからなる繊維強化複合材料成形板の賦形と打ち抜き、またはトリミングを1工程の型締めで可能とする繊維強化複合材料の製造方法を提供すること。
【解決手段】強化繊維と熱可塑性樹脂とからなる繊維強化複合材料成形板を、熱可塑性樹脂が結晶性の場合は融点以上の温度まで、非晶性の場合はガラス転移温度以上の温度まで予備加熱し、予備加熱温度よりも低い温度でありかつ結晶性樹脂の場合は融点以下、非晶性樹脂の場合はガラス転移温度以下の一定温度に保持された金型中で賦形し、金型中の切削機能部分にて打ち抜きまたはトリミングすることを特徴とする繊維強化複合材料の製造方法。
(もっと読む)
クッション
【課題】低密度のポリウレタン発泡体を原料としてクッションをモールド成形すると、通気性が悪かった。
【解決手段】クッションは、密度の高いポリウレタン発泡体を所定範囲の大きさに破砕して得られる第1粉砕物と、第1粉砕物の元となるポリウレタン発泡体より密度の低いポリウレタン発泡体を所定範囲の大きさに粉砕して得られる第2粉砕物とを、所定割合でバインダーと共に混合してモールド成形することで得られる。第1粉砕物としては、車両用シートから回収されたポリウレタン発泡体を用いることができ、第2粉砕物としては、軟質スラブ発泡体を用いることができる。
(もっと読む)
摩擦材の製造方法
【課題】 短時間で成形可能な摩擦材の製造方法を提供する。
【解決手段】 以下の工程により製造される摩擦材の製造方法。
(a)繊維状物質、摩擦調整剤及び結合材の一部を含む原料を混合し、原料混合物を得る工程。
(b)原料混合物に常温で固体状のゴムを加え、原料混合物を被覆する工程。
(c)更に、原料全体を100質量%とし、2〜30質量%の結合材の残部を加え混合し、摩擦材組成物を得る工程。
(d)摩擦材組成物を0〜100℃にて加圧成形する工程。
(もっと読む)
摩擦材の製造方法
【課題】 短時間で成形可能な摩擦材の製造方法を提供する。
【解決手段】 以下の工程により製造される摩擦材の製造方法。
(a)繊維状物質、摩擦調整剤及び結合材を含む原料を混合し、原料混合物を得る工程。
(b)原料混合物の一部に常温で固体状のゴムを加え、原料混合物を被覆する工程。
(c)更に、原料混合物の残部を加え混合し、摩擦材組成物を得る工程。
(d)摩擦材組成物を0〜100℃にて加圧成形する工程。
(もっと読む)
中間製品および中間製品複合体
【課題】金属板に代用でき、利用範囲が広い繊維強化プラスチック中間製品及び中間複合体を提供する。
【解決手段】中間製品は熱可塑性プラスチックの2つの層10、11の間に強化繊維3が配置された構成からなる。強化繊維3は単一方向に配向しており、上下の熱可塑性プラスチックは強化繊維3の間の空隙18を通じて互いに接合されている。中間複合体は少なくとも2つの中間製品を重ねて接合することにより得られ、用いられる中間製品の強化繊維はそれぞれ配向方向が異なるように配置するのが好ましい。
(もっと読む)
241 - 260 / 967
[ Back to top ]