
Fターム[4F204FN15]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形の操作、付属操作 (3,365) | 加熱、冷却 (983)
Fターム[4F204FN15]の下位に属するFターム
不均一な加熱冷却、温度分布の形成 (16)
Fターム[4F204FN15]に分類される特許
841 - 860 / 967
熱硬化型樹脂の成形装置及び方法
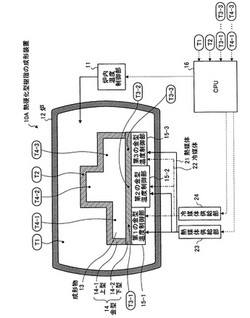
【課題】成形物が大型化又は長尺化した場合においても生産効率の低下を伴うことなく良好な樹脂硬化を達成することができる熱硬化型樹脂の成形装置及び方法を提供する。
【解決手段】炉内温度を制御する炉内温度制御部11を備える常圧の炉12と、前記炉12内に設けられ、熱硬化型樹脂を成形物13に成形する上型14−1と下型14−2からなる金型14と、前記金型14の形状に応じて温度制御する3つの金型温度制御部15−1〜15−3と、前記炉12内、金型14、成形物13の各温度を計測する炉内温度計T1、上型温度計T2、下型温度計T3、成形物温度計T4と、前記各温度計T−1〜T−4の情報により各温度制御部15−1〜15−3を制御する制御部16とを具備する。
(もっと読む)
複合材料製光沢ハウジングの製造方法

【課題】電気製品等の複合材料製ハウジング表面に光沢を付与する。
【解決手段】(a)炭素繊維、アラミド繊維、ガラス繊維などの強化繊維織物からなる樹脂含浸プリプレグの未硬化複合材料を、含浸する基材樹脂(Matrix Resin)を重量比約30パーセントから60パーセントの比率とし、一般の含浸繊維に含まれる基材樹脂量の1から2倍程度の含有量として、型内表面を研磨した金属金型内に配置し、
(b)真空に引いて脱ガスを行うと共に真空雰囲気下で加熱硬化させ、
(c)硬化複合製品を型抜きし、バリなど余剰部分を切除して製品化する。
以上の方法で得られるハウジングは、表面に光沢を有し、表面コーティングなど仕上げ処理をするが必要ない。
(もっと読む)
摩擦材の製造方法
【課題】 熱硬化性樹脂を含む摩擦材において、熱硬化性樹脂が完全に硬化するための熱処理時間を短縮できる摩擦材の製造方法を提供する。
【解決手段】 熱硬化性樹脂を含む摩擦材とバックプレートとを重ね、加圧・加熱して摩擦材をバックプレートに貼り付ける成形工程と、その後加熱下で摩擦材を硬化させる熱処理工程とを含む摩擦材の製造方法において、前記熱処理工程が、前記バックプレート1と該バックプレート1に貼り付けた摩擦材13との両面から熱板21a,21bを圧接する工程であって、摩擦材側の熱板21aの温度が300〜650℃で、バックプレート側の熱板21bの温度が180〜350℃とした。従来数時間要した熱処理時間を、2〜70分に短縮することができる。
(もっと読む)
樹脂成形品
【課題】
SMCと紙製のハニカム状シート材から成形される樹脂成形品であって、ホルムアルデヒドを含有せず、且つ特に表層のボイドの発生が抑制された樹脂成形品を提供する。
【解決手段】
紙製のハニカム状シート材1の両側に架橋型のアクリル樹脂を含有するアクリル樹脂組成物を無機繊維マットに含浸させた内層用シートモールディングコンパウンド2を配置する。前記各内層用シートモールディングコンパウンド2の少なくとも一方の外側に架橋型のアクリル樹脂を含有するアクリル樹脂組成物を無機繊維ペーパーに含浸させた外層用シートモールディングコンパウンド3を配置する。そしてこれらを加熱積層成形する。これにより、樹脂成形品はホルムアルデヒドを含まず、また成形時には無機繊維ペーパーがアクリル樹脂組成物を保持して表層の多孔質化が防止される。
(もっと読む)
光ディスク基板を溶融成形する方法
本発明は、光学記憶装置又は光学記憶装置基板、及び/又は光ディスクの連続的製造法を提供し、二つの対をなす圧盤の間にポリマー材料のウェブを供給する工程、実質的に平坦なスタンパーを用いて、ウェブに光学装置用の情報トラック構造など少なくとも一つの微細形状彫像を溶融成形する工程、ポリマー材料のウェブの溶融成形された断面の大部分をポリマー材料の溶融流動温度(Tf)まで加熱する工程を含む。本発明は、情報構造物を溶融成形し、且つ情報構造物へ幾つかの層を蒸着して光学記憶装置を生成する工程の幾つかの実施形態を開示している。  (もっと読む)
(もっと読む)
成型ポリウレタン発泡材及び成型ポリウレタン発泡材の調製方法
【課題】 十分な多孔性、通気性を有する成型ポリウレタン発泡材及び成型ポリウレタン発泡材の調製方法を提供する。
【解決手段】 ポリウレタン発泡材を調製し、実質的にポリウレタン発泡材から細胞膜を除去するため、ポリウレタン発泡材を網状化する。網状化ポリウレタン発泡材を予熱した成型部に配置する。成型部によって形成された溝に圧縮ポリウレタン発泡材を形成するため、成型部を閉じるための圧力を実施する。圧縮ポリウレタン発泡材を成型部の溝により定められる形状に変形する。成型部を開き、変形ポリウレタン発泡材を成型部から除去し、成型ポリウレタン発泡材の調製する。
(もっと読む)
カラー印刷された車両用内張り
車両の室内部品を製造する方法は、昇華染料(7)によって予め印刷されている紙またはフィルム(5)を使用する。この紙またはフィルム(5)は、構造部品(2)の上に配置された通気性の表面布(3)の表面に配置されて、集合体(1)を形成する。第1の工程において、この集合体を2枚の平板の間で所与の転写時間のあいだ加圧下で加熱して、像を紙またはフィルム(5)から表面布(3)へ転写させる。ついで、紙またはフィルム(5)は表面布(3)から取り除かれる。第2の工程において、残った集合体は冷間成型具において成型され、車両の室内部品に最終的な形状および欠陥のない視覚的態様を与える。本発明の車両部品は、250〜3000Nms-3の通気抵抗を示す。  (もっと読む)
(もっと読む)
電子回路基板用積層板の製造方法
【課題】
本発明は、プリント配線板の製造工程における、加熱処理工程での寸法安定性を向上させる電子回路基板用積層板の製造方法を提供することを目的とする。
【解決手段】
電子回路基板用積層板の製造工程において、積層板が積層過熱成形された後に、または110〜200℃にて10〜60分間、再度加熱処理された後に、この積層板が、無圧で、5〜50℃の液体によって、急速に冷却される電子回路基板用積層板の製造方法。
(もっと読む)
多孔質体成形用金型および多孔質体の成形方法
【課題】多孔質体成形用金型にてフィルタ等を成形する場合に、加熱に使用するオーブンを小型化することができるとともに加熱に要するエネルギーも低減することができ、さらには金型のコンパクト化によって成形時間も短縮することができる多孔質体成形用金型を提供する。
【解決手段】外型7、上型9および下型10からなる金型Kであって、少なくとも粉状の樹脂原料Gを金型K内で上型9にて上下方向に加圧するとともに加熱し、多孔質体を成形する多孔質体成形用金型Kにおいて、上型9を装填した状態で外型7内に収容されてしまうように構成している。
(もっと読む)
湾曲した複合構造要素の製造方法
湾曲した複合構造要素の製造方法は、取外し可能な基板上の平らな曲面にウェブプライ(310)を製作し、そのプライを製造工具(200)の湾曲したウェブ表面に置くステップを含むことができる。さらに、複合テープを用いて、キャッププライ(402)を1つまたは両方のフランジ表面に置くことができる。次に構造要素レイアップを検査することができ、いかなる余分な複合材料もトリミングで取除くことができる。 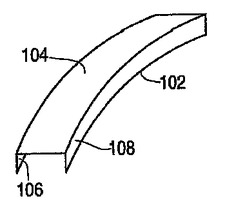 (もっと読む)
(もっと読む)
液晶ポリマー粉体の成形
サーモトロピック液晶ポリマー粉体を、溶融させたLCPの流動が比較的起きないような条件下で、溶融成形させる。それにより等方性の特性を有する部品が得られ、それらは、全ての方向において比較的均一な熱膨張係数を有する。それらの部品は、たとえば、電気および電子用途において有用であり、また、ある種のタイプの樹脂および/または充填剤を加えることによって、摩耗部品としても有用である。 (もっと読む)
構造部材を成形加工するための方法および装置
チャージから複合構造部材を成形加工するための方法および関連の装置である。チャージは、装置の第1のダイの上に配置され、かつ第2のダイまたは工具を凹部に挿入することによって、ダイの凹部によって規定される所望の構成に成形加工されることができる。いくつかの場合には、第1のダイは、第2のダイまたは工具の挿入より凹部が開くことができるよう、横断方向に調整可能な2つの部分を含むことができる。第2のダイまたは工具は実質的に硬質の部材または膨張可能なブラダーであり得る。いずれの場合も、チャージは第1のダイ上に配置されることができ、そこで成形加工され、次に第1のダイの上でさらに処理されることができ、それによって各動作についてチャージの割出が容易になる。  (もっと読む)
(もっと読む)
難燃性ラミネート
高圧ラミネートは、樹脂含浸紙の第一の層(12)と、少なくとも一つの繊維強化ベールの層(14,16)とを含んでいる。各層の繊維強化ベールは、バインダおよび充填剤を含んでいる。該ラミネートは、ISO−1716に従って試験したときに3.0MJ/kg未満の熱量値を有することを特徴とするものである。 (もっと読む)
燃料電池用セパレータの製造方法および燃料電池用セパレータの製造装置
【課題】 粉末状成形材料の充填量のバラツキをなくすとともに加圧成形後の厚みバラツキを低減する。
【解決手段】 黒鉛と熱硬化性樹脂とを混合した粉末状の成形材料121を、熱硬化性樹脂が溶融しない温度条件下において、成形型110の型外位置に配置した材料供給容器122内に供給するとともに供給された成形材料の表面を擦り切って平坦にする。材料供給容器内に供給された成形材料を加圧することによって成形材料圧縮体を形成する。材料供給容器内に形成された成形材料圧縮体を熱硬化性樹脂が硬化する温度よりも低い温度で加熱して熱硬化性樹脂の一部を溶融させることによって形状が保持された予備成形体を形成する。予備成形体を材料供給容器内から成形型に充填する。そして、予備成形体を成形型によって加圧成形するとともに熱硬化性樹脂が硬化する温度まで加熱して燃料電池用セパレータを得る。
(もっと読む)
賦型シート
【課題】 繊細な凹凸形状を有し、高級感のある緻密な賦型をすることができ、かつ離型性にも優れた賦型シートおよび該賦型シートにより賦型された化粧板を提供すること。
【解決手段】 基材上に少なくとも、全面に設けられた離型剤を含有する透明又は半透明の艶消し下塗層と、該下塗層上に部分的に設けられた表面賦型層を有する賦型シートであって、該表面賦型層が離型剤を含有する電離放射線硬化性樹脂組成物の架橋硬化したものであることを特徴とする賦型シートである。
(もっと読む)
賦型シート
【課題】 繊細な凹凸形状を賦型できる賦型シートおよび該シートにより賦型された化粧板の提供。
【解決手段】 基材上に(イ)それ自体撥液性を有するバインダーを含有する撥液性インキ、(ロ)それ自体撥液性のないバインダー中に撥液性を有する物質を添加した撥液性インキ、および(ハ)それ自体撥液性を有するバインダーにさらに撥液性を有する添加剤を添加した撥液性インキからなる群から選ばれたインキによって模様層3を形成し、前記模様層上に、離型剤を含有する電離放射線硬化型樹脂組成物を塗工して塗工層を形成し、このようにして形成された前記撥液性模様層と前記塗工層との間の撥液作用によって前記模様層の上部に形成された塗工層に凹部6を形成し、さらにこのようにして形成された塗工層に対して電離放射線を照射して、前記模様層に同調した凹凸が形成された塗工層5を硬化させることを特徴とする賦型シートである。
(もっと読む)
玩具用部品素材及びその製造方法
【課題】 玩具の部品素材として軽量で破損し難く、容易に成形することができる玩具用部品素材及びその製造方法を提供する。
【解決手段】 一対の発砲プラスチック板11,13の間に繊維入テープ12を介装した3層構造材料に形成する工程と、この3層構造材料を金型14,15で玩具用部品の形状に圧縮成形してから該金型14,15を加熱した後に該金型14,15を冷却した状態を維持させる工程と、この冷却した状態を維持させる工程の後に圧縮成形された部品部分以外の不要な周辺部分を除去する工程とを備える。また、発砲プラスチック板11,13の間に繊維入テープ12が介装されて玩具用部品の形状に圧縮成形され、それぞれの発砲プラスチック板の表面にプラスチックフィルム16,17が張り付けられた構造を有する。
(もっと読む)
自転車用サドルおよびその成形方法
【課題】容易に使用者に適合した形状に成形可能な自転車用サドルおよびその成形方法を提供する。
【解決手段】サドル1の表面パッド部2の一部に形状記憶樹脂3を用い、形状記憶樹脂3を可逆相軟化温度以上に加熱して外力を与えることによって、サドル1を使用者の体に適合するように変形させて成形し、その後、可逆相軟化温度よりも温度を下げることによって硬化させてサドル1の適切な形状を維持して使用する。
(もっと読む)
成型体、成型体の製造方法、接着剤、および木質ボード
【課題】 本発明の課題は、ウレタン樹脂廃材から製造される再生樹脂の強度高め、外観のよい成型体を提供することを目的とする。
【解決手段】 本発明の成型体は、(1)ウレタン樹脂と、(2)ウレタン樹脂分解物と、(3)エポキシ基、イソシアネート基、カルボキシ基、無水カルボキシ基から選ばれる官能基を2つ以上有する化合物とを混合し、これを熱圧成形して得られる成型体である。このウレタン樹脂、ウレタン樹脂分解物、官能基を2以上有する化合物からなる組成物は、接着剤として用いることができ、特に木質ボードの接着剤として適している。
(もっと読む)
自動車用内装部品
【課題】自動車用内装部品であって、軽量化及びコストダウンを図るとともに、吸音材の取付構造を簡素化する。
【解決手段】内装部品(ドアトリム)10,100は、軽量でかつ保形性を有する発泡樹脂基材20と、この発泡樹脂基材20の裏面に組み付けられる吸音材30とから構成される。そして、成形下型42の凹部422内に吸音材30をインサート状にセットした後、加熱軟化処理した発泡樹脂シートSを載置し、成形上下型41,42で型締めすることにより、発泡樹脂基材20を所要形状に成形するとともに、発泡樹脂基材20の溶融面に吸音材30を溶着し、成形上下型41,42の型締め圧により吸音材30を発泡樹脂基材20の裏面に強固に一体化する。
(もっと読む)
841 - 860 / 967
[ Back to top ]