
Fターム[4F205AA37]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 樹脂材料等(主成形材料) (3,919) | 硬化性樹脂 (1,743) | フェノール樹脂系 (100)
Fターム[4F205AA37]に分類される特許
21 - 40 / 100
繊維強化樹脂製レジューサの製造方法
【課題】口径組み合わせ毎に成形型を必要とすることなく、一つの成形型で所定口径組み合わせに対応することが可能である、簡便な繊維強化樹脂製レジューサの製造方法を提供する。
【解決手段】上記の製造方法を、使用する最大口径から最小口径まで絞り込んだ断面漏斗状のテーパ面を有する円錐台状の成形型本体と、その両端より延出する回転軸とからなる成形型を用意し、この成形型に、その回転軸を回転させながら、フィラメントワインディング法により樹脂を含浸させた強化繊維基材を、成形型を囲包するように巻き付け、樹脂を固化或いは硬化させて成形したのち、脱型して、漏斗状管状体を作成し、次いで、漏斗状管状体の両端にその口径に略合う直管を連接するものとする。
(もっと読む)
FRP積層体の成形方法
【課題】UDプリプレグの端材が発生することを防止してFRP積層体のコスト低減に寄与するとともに、擬似等方性を有するFRP積層体を容易に得ることができるFRP積層体の成形方法を提供する。
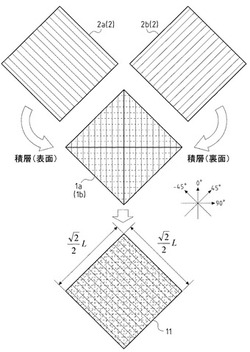
【解決手段】一定の幅LのUDプリプレグ4を生成する工程と、UDプリプレグ4を裁断して、第一の形状たる一辺の長さLの正方形の基材1を生成する工程と、基材1の四隅を、基材1の隣り合う各辺の中点を結ぶ各線分X1〜X4に沿って折り曲げて、第二の形状たる一辺の長さ(√2)×L/2の正方形の積層基材1aを生成する工程と、一定の幅(√2)×L/2のUDプリプレグ6を生成する工程と、UDプリプレグ6を裁断して、第二の形状たる正方形の基材2を生成する工程と、積層基材1aと、繊維方向の位相を90°ずらして配置した二つの各基材2a・2bと、を積層して、第二の形状たる正方形のFRP積層体11を成形する工程と、を備える。
(もっと読む)
繊維強化樹脂製チーズの成形方法
【課題】シワの発生がなく、外観良好で、強度を保持させた繊維強化樹脂製チーズが得られる成形方法を提供する。
【解決手段】上記繊維強化樹脂製チーズの成形方法を、端部を略45度に切断された円筒管同士をそれらの切断面において略直角に突合せ、その接合部およびその周縁部一帯の円筒外面を繊維補強材で包被し、この繊維補強材をバッグフィルムで円筒管上に気密に覆うとともに、バッグフィルム内を真空状態に減圧する減圧ラインおよびバッグフィルム内に樹脂を注入する注入ラインを接続し、バッグフィルム内に減圧下で流動性樹脂を吸引注入し、樹脂を固化して直角曲り円筒管を成形し、次いで該円筒管の頂部をその上記原料円筒管と同等サイズで略45度に切断し、このものを、端部を略45度に切断された、上記原料円筒管と同等サイズの別の円筒管と、それらの切断面において直角につき合わせてチーズ形にし、その接合部およびその周縁部一帯の円筒外面を繊維補強材で包被し、この繊維補強材をバッグフィルムで円筒管上に気密に覆うとともに、バッグフィルム内を真空状態に減圧する減圧ラインおよびバッグフィルム内に樹脂を注入する注入ラインを接続し、バッグフィルム内に減圧下で流動性樹脂を吸引注入し、樹脂を固化するものとする。
(もっと読む)
繊維強化プラスチック製構造物の成形法、及び、繊維強化プラスチック製構造物

【課題】引抜き成形法、ハンドレイアップ法、RTM法、ホットプレス法
などの成形法において、繊維強化プラスチック製ストランドシートを用いることにより、今まで得ることのできなかった引張強度、引張弾性率、圧縮強度、圧縮弾性率、曲げ強度、曲げ弾性率等の機械的物性を向上させることができる。
【解決手段】繊維強化シートを複数枚積層して、引抜き成形法、ハンドレイアップ法、レジントランスファーモールディング法、又は、ホットプレス法により繊維強化プラスチック構造物を成形する成形法において、構造物100の成形時に、繊維強化シート103を複数枚積層して形成される基体101の外表面に、複数本の繊維強化プラスチック線材2を長手方向に引き揃えて有する繊維強化プラスチック製ストランドシート1を少なくとも1枚配置し、前記成形法で成形される樹脂を用いて同時成形する。
(もっと読む)
三次元ブレイディング、繊維強化複合材料及び繊維強化複合材料の製造方法
【課題】軽量で高いエネルギー吸収が可能で、安定破壊が可能なクラッシュ部材に好適な三次元ブレイディング及び繊維強化複合材料を提供する。
【解決手段】三次元ブレイディング11は軸方向に延びる芯糸12で形成された4層以上の芯糸層13と、芯糸層13を貫通するように組織される貫通糸14a,14bからなり、円筒状に形成されている。貫通糸14aは隣り合う芯糸層13を貫通して折り返すように組織され、最外層と最内層の間に設けられた芯糸層13のうちの選択された芯糸層13間の剥離する強度が他の芯糸層13間の剥離する強度よりも弱い。三次元ブレイディング11は、好ましくは樹脂を含浸硬化させてクラッシュ部材を構成する繊維強化複合材料として使用される。
(もっと読む)
翼構造の成形方法
【課題】組立コスト、部品点数、重量の削減が可能な翼構造の成形方法を提供する。
【解決手段】複数の中空構造物用プリプレグ成形体が、予め金属製中子型としての前縁型31、後中間型39上に成形された前縁用プリプレグ成形体25、後中間用プリプレグ成形体27と、予めシリコン製中子型としての前中間用シリコン製中子型35、後縁用シリコン製中子型51上に成形された後にこの前中間用シリコン製中子型35、後縁用シリコン製中子型51が脱型されるとともに前縁用プリプレグ成形体25、後中間用プリプレグ成形体27に隣り合うように配置された前中間用プリプレグ成形体26、後縁用プリプレグ成形体28とでされ、前中間用プリプレグ成形体26、後縁用プリプレグ成形体28にチューブバッグ85,86を挿入する工程と、翼構造の一体成形後に前縁型31、後中間型39を脱型する工程とを含む。
(もっと読む)
長尺状成形物の成形方法
【課題】成形精度を高めるとともに分割型の脱落を防止することが可能な長尺状成形物の成形方法を提供する。
【解決手段】後中間型39が、複数の分割型としての中間上型41、中間中型42、中間下型43で構成され、これらの中間上型41、中間中型42、中間下型43同士の合わせ面に長尺方向に延びる一対のキー溝41c,42c,42d,43cが形成され、これらのキー溝41c,42c,42d,43cに長尺状の中間型用キー45,45が嵌め合わされることで、中間上型41、中間中型42、中間下型43同士の位置決め及び結合が行われる。
(もっと読む)
ロケットノズルとその製造方法
【課題】積層した繊維布のしわを抑えつつ、繊維布の層間剥離を防止できるロケットモータを提供する。
【解決手段】繊維強化複合材料10により形成されるロケットノズルであって、繊維強化複合材料10は、ロケットノズルの内表面21aに垂直な方向に積層された繊維布3と、複数層の繊維布3を貫通する繊維糸5と、繊維布3および繊維糸5の繊維間に充填されることで、繊維布3および繊維糸5と一体化した樹脂7と、を有する。
(もっと読む)
繊維強化樹脂ボルトおよびその製造方法
繊維強化樹脂(FRP)ボルトおよびこれを製造するための方法が開示される。FRPボルトは、電気絶縁、耐腐食性、断熱、非磁性を有するボルトを必要とする産業分野に用いて好適である。前記FRPボルトの製造方法は、ボルトの軸方向に沿って一方向に引揃えられた第1の強化繊維および前記第1の強化繊維に含浸された合成樹脂を含む芯材の表面の周縁に、第2の強化繊維および前記第2の強化繊維に含浸された熱硬化性樹脂を含むプリプレグを巻回するステップと、前記プリプレグを熱硬化させて繊維強化樹脂丸棒を製造するステップと、前記繊維強化樹脂丸棒の表面にネジ山を形成するステップと、を含む。 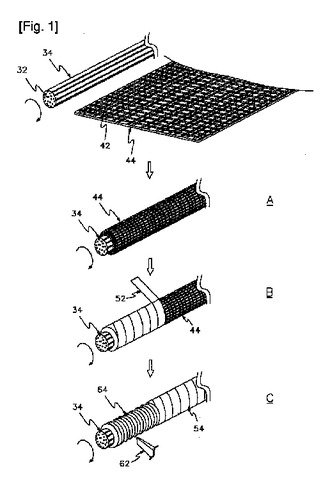 (もっと読む)
(もっと読む)
繊維補強複合材料
【課題】軽量、耐熱性、耐衝撃性などに優れた摩擦係合装置用摩擦材支持体用繊維補強複合材料を提供する。
【解決手段】繊維材料がシート面内でランダム配向する繊維シートとバインダー成分を含むシート基材からなる繊維補強複合材料であって、下記a)〜b)を満足すること特徴とする繊維補強複合材料。
a)該繊維材料が、芳香族ポリアミド繊維および炭素繊維を含む湿式不織布であること。
b)該繊維補強複合材料の任意方向の曲げ強度が100MPa以上であり、かつ曲げ強度等方性係数が0.8以上であること。
(もっと読む)
高圧ガスタンク製造装置及び高圧ガスタンクの製造方法
【課題】フィラメント・ワインディング法によって製造される高圧ガスタンクにおいて、熱硬化性樹脂に発生する気泡を除去する技術を提供する。
【解決手段】熱硬化処理装置200は、熱硬化性樹脂を含浸させた繊維を巻き付けることにより外表面に繊維強化樹脂層が形成された繊維強化タンク容器10の全体を加熱して、繊維強化樹脂層の熱硬化処理を実行する。また、熱硬化処理装置200は、熱硬化処理において、気泡除去部230のノズル235から温度調整された高温空気を噴射して、タンク容器の表層における一部領域の温度を局所的に上昇させるとともに、その風圧により、当該一部領域に生じる気泡を除去する。
(もっと読む)
タンク及びその製造方法
【課題】樹脂製ライナの熱劣化を防止できるタンクの製造方法を提供する。
【解決手段】熱伝導率が0.03W/m・K以下の断熱材により樹脂製ライナの外周面を被覆する断熱材被覆工程S11と、熱硬化性樹脂とその熱硬化性樹脂を含浸した繊維とを含む樹脂含浸繊維により上記断熱材の外周面を被覆するFRP被覆工程S12と、上記熱硬化性樹脂を加熱により硬化する熱硬化工程S13とを含むタンクの製造方法。
(もっと読む)
繊維強化プラスチック構造体およびその接続方法
【課題】引き抜き荷重に対して高い強度を有する繊維強化プラスチック構造体および繊維強化プラスチック構造体の接続方法を提供する。
【解決手段】繊維強化プラスチックにより形成される外皮部材2と、外皮部材2の内部に配置され、かつ外部の対象物を接続するために外皮部材2の外部から内部へ延設される接続部材5と連結されるインサート部材4と、を有する繊維強化プラスチック構造体1である。インサート部材4は、外皮部材2と離隔して形成されて接続部材5が連結される離隔面8と、接続部材5から離れて形成されて外皮部材2と接する接触部9と、を有している。
(もっと読む)
複合材料製品を製造するための膜、該膜の製造方法、及び該膜を使用した複合材料製品の製造方法
複合材料製品(2)の製造に使用するための樹脂拘束膜(1)であって、二軸延伸ポリプロピレンからなる支持膜(6)と、複合材料製品(2)を形成することになる半製品(2’)と接触することを意図された支持膜(6)の前面(6a)を被覆する脱着化学物質の中間層(7)と、真空蒸着によって中間層(7)上に適用された金属被覆材料の表面層(8)とによって形成された拘束膜(1)を提供する。  (もっと読む)
(もっと読む)
耐衝撃性繊維強化プラスチック及び多層構造体
【課題】高速の飛来物に対し、優れた耐衝撃性を有し、かつ、軽量な高強度繊維強化プラスチック及び多層構造体を提供する。
【解決手段】高強度繊維布帛に対する樹脂の付着量が3〜30wt%であるプリプレグを積層した層(a)とプリプレグと樹脂なし高強度繊維布帛を交互に積層し該交互積層を3回以上繰り返した層(b)を加熱加圧成形してなり、層(a)が飛来物の衝突面側に配置されていることを特徴とする耐衝撃性繊維強化プラスチック、及び該耐衝撃性繊維強化プラスチックを接着剤を介してセラミックスまたは金属と積層してなる多層構造体。
(もっと読む)
硬化剤繊維成分
硬化剤繊維成分(10、30、46、44、210、310、410)は、熱硬化性樹脂などの硬化性樹脂を硬化するのに好適な硬化剤の1以上の繊維又はフィラメントを含む。複数の硬化剤繊維を含む硬化剤繊維成分では、その繊維を、例えば加撚により混繊して糸又はより糸を形成することができる。硬化剤繊維成分は、織布又は不織布硬化剤繊維のシート、織物、層、テキスタイル又はマットの状態の材料を形成するために使用できる。硬化剤繊維成分は、繊維強化樹脂複合材料などの複合材料(12、26、28、29、34、36、43、48、54、58、62)を製造するために使用できる。硬化剤繊維成分は、撚り合わせ、縫合又は他の繊維若しくは繊維材料、例えば繊維強化材(14、114、214、314、414)、繊維質硬化性樹脂、繊維質熱可塑性物質(32、46、52)、他の非強化繊維との層形成を含めて混繊して、複合材料、プレプレグ材、予備形成品及び物品を形成することができる。  (もっと読む)
(もっと読む)
航空機の平面部材およびその製造方法
本発明は、航空機(2)の平面部材(1)であって、前記平面部材が材料厚(4)を有する面(3)を形成し、前記面が座屈剛性を高めるために、ウエブ高さ(6)を有するウエブ(5)によって規定された少なくとも前記面の一部または部分面(7)に、ビード高さ(9)を有する少なくとも1つの補強ビード(8)を備えて実施されており、前記補強ビードが前記ウエブ(5)の間で前記部分面(7)にわたって延びているものに関する。さらに、特にオートクレーブ内でこのような平面部材の製造を可能とする製造方法がなお提案される。
(もっと読む)
複合材でつくられるノズルまたは末広ノズル要素の製造方法
製造すべきノズルまたは末広ノズル要素の表面に求められる幾何構造を複製する表面を有する型(40)に繊維テクスチャの複数のパネルを合わせることによって、および相互接触する縁部で複数のパネルを連結することによって繊維プリフォーム(50)を得て、樹脂を含む固化成形組成物で含浸された繊維プリフォームに行われる形成操作によって固化成形された繊維強化材を形成するにあたり、型(40)と含浸された繊維プリフォームに当てたシェル(52、54)との間で形成操作を行い、少なくとも35%の繊維体積分率を有し、少なくとも軸方向寸法のほとんどにわたって多くとも5mmの厚さを有する固化成形された繊維強化材を得る。樹脂を熱分解させた後に気相中での化学浸透によって固化成形された繊維強化材の緻密化を継続して、緻密化の後に、製造すべきノズルまたは末広ノズル要素の形状および壁厚を実際に有する部品を得るようにする。 (もっと読む)
ディスク素材と、その製造方法
【課題】生産性を高め、必要十分な特性を容易に実現する。
【解決手段】炭素繊維織物12を強化材とする繊維強化プラスチック材料を円板状に形成し、炭素繊維織物12の経糸12a、12a…は、周方向に螺旋状に連続させ、緯糸12b、12b…は、軸C方向に配列させる。
(もっと読む)
長尺体連続形成装置
【課題】樹脂製長尺体を形成する場合の歩留りを向上させ、かつ、長尺体の形成時に、無用に多量の廃棄物が発生しないようにする。
【解決手段】長尺体連続形成装置は、一方向に向かって連続的に移動し、上面5が水平な平坦面とされる移動体6と、移動体6の左右幅方向の中途部6aの上面5に粘液状の樹脂9を連続的に供給する樹脂供給装置10と、移動体6の左右各側部6bの上面5に当接すると共に、移動体6と共に一方向に移動し、樹脂9が移動体6の左右各側部6bの上面5側にまで流動することを阻止する流動阻止装置11とを備える。移動体6の各側部6bの上方に配置され、回転駆動可能となるよう固定側部材4に支持される左右一対の無端体48,48を設ける。各無端体48の往、復移動側48a,48bのうち、各往移動側48aにより流動阻止装置11を構成する。
(もっと読む)
21 - 40 / 100
[ Back to top ]