
Fターム[4F205HB01]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形区分 (1,127) | 一定長物品(不連続物品)の製造方法 (816)
Fターム[4F205HB01]に分類される特許
681 - 700 / 816
プリフォームおよびプリフォームの製造方法
【課題】
多方向に強化繊維糸条が配向しながら曲面追従性に優れた多軸ステッチ基材からなるプリフォームおよびそのプリフォームの製造方法を提供すること。
【解決手段】
本発明のプリフォームは、多数本の強化繊維糸条が並行にシート状に配列して構成された層の少なくとも2層以上が交差積層されてステッチ糸にて一体化された多軸ステッチ基材が、1ないし複数枚積層されて二次曲面を有する形状に賦型されたプリフォームであって、少なくとも二次曲面に賦型された箇所においてステッチ糸の少なくとも一部が切断されていることを特徴とする。
(もっと読む)
繊維強化樹脂製の管状部材およびその製造方法

【課題】軽量であり剛性が高い繊維強化樹脂製の管状部材を容易に得ることができ、成形性に優れた繊維強化樹脂製の管状部材および製造方法を提供することにある。
【解決手段】繊維強化樹脂製の管状部材は、少なくとも長繊維状の多数本の強化繊維が同一方向に配列された繊維強化樹脂層1aから構成されていることを特徴とするものであり、前記管状部材1は、断面が略小判形状であり、その外周面は、4つの面領域、即ち、平面部1bである上面2および下面3と曲面部1dである左側面4及び右側面5に区分されており、前記平面部1cの樹脂含有量の値は、前記曲面部1cの樹脂含有量の値に比べて3%〜30%少ない構成としている。
(もっと読む)
FRPのプリフォームの製造方法および装置
【課題】
従来のRTM成形用プリフォームの製造方法では、プリフォーム成形後にRTM成形型のキャビティに合わせてカッター等でトリミングを行っているが、キャビティに対し、大小のズレが大きくRTM成形の精度を落としている。
【解決手段】
賦形面が凹形状および/または凸形状を有する下型に層間固着剤を有する複数枚の強化繊維基材の積層シートを載置し、上型との間ではさむことにより型に沿わせると同時にまたは直後に外周部を挟持し、かかる挟持状態の下で外周部をトリミングすることを特徴とするFRPのプリフォームの製造方法
(もっと読む)
補強コード層の形成方法及び金具付きゴム製筒体
【課題】空気ばねなどとして使用される金具付きゴム製筒体の製造工程及び工数を少なくすることができ、その製造コストを安くすると共に、安定した性能を得ることができる補強コード層の形成方法を提供する。
【解決手段】金具3、4の外側に一本の補強コード8を一定の傾斜角度(β)で掛け回し、一回掛け回す間に周方向にコードピッチ分だけずらす。掛け回し操作を繰り返して金具3、4の外周を周回させる。これにより、補強コード8の掛渡部8aを中心軸に対して傾斜させつつ周方向に配列する。掛渡部8aを全周に配列して、補強コード8の傾斜方向が互いに交差する二層の円筒状の補強コード層6a、6bを形成する。
(もっと読む)
繊維強化プラスチック成形体及びその製造方法
【課題】
熱線に対する遮蔽効果の高く、製造が容易な繊維強化プラスチック成形体及びその製造方法を提供すること。
【解決手段】
繊維強化プラスチック成形体1を、ゲルコート層2、バックアップコート層3、強化繊維層4、及び含浸用樹脂層5から構成し、特に、これら各層の少なくともいずれかに熱線反射性粒子を分散配置することを特徴とする。
好ましくは、熱線反射性粒子は、セラミックス、中空セラミックス、酸化チタン、バナジウム、ケイ化物の少なくとも一つを含むことを特徴とする。
(もっと読む)
FRP製角パイプの成形方法。
【課題】断面が角形のFRP製の中空部材である角パイプを、プリプレグを用いて容易に、且つ正確な角を有する成形体として得る方法を提供すること。
【解決手段】上下2分割型の金型又は成形型とバギングフィルムを用いてFRP製角パイプを成形するに際し、断面が角形のマンドレルに複数回巻回したプリプレグの最外層の内側で、下型又は成形型の角部に対応する部分に、一方向配列繊維強化材からなるプリプレグをその繊維軸方向がマンドレルの軸方向に一致するように配置し、次いで金型を型締めし又は成形型とバギングフィルムを密封し、圧縮成形することからなるFRP製角パイプの成形方法。
(もっと読む)
衝撃エネルギー吸収性能を有する縫合組物FRPパイプ
【課題】ブレイダー装置によるブレイディング処理によって組成される繊維強化プラスチック製の衝撃エネルギー吸収性能の高い縫合組物FRPパイプという具体的な構造物を提供すること。
【解決手段】軸線に対する組角度が±θ°の組糸4、4と、軸線に対する角度が0°の中央糸5とを選択的に組み合わせて、ブレイダー装置によって、組成の芯となるマンドレル上に複数層の組物層2からなる組物円筒状プリフォーム1を組成してなり、組物円筒状プリフォームを層厚方向に縫合糸により縫合処理し、樹脂材を含浸硬化して縫合組物FRPを形成してなることを特徴とする衝撃エネルギー吸収性能を有する縫合組物FRPパイプ。
(もっと読む)
オートクレーブ成形装置及びオートクレーブ成形方法並びにオートクレーブ成形品
【課題】 オートクレーブ成形装置及びオートクレーブ成形方法並びにオートクレーブ成形品において、簡易なオートクレーブ構成で低コストな成形を行うこと。
【解決手段】 複合材料のプリプレグからなる積層体1を収納するオートクレーブ2と、オートクレーブ2内の積層体1を加熱する加熱機構3と、オートクレーブ2内を加圧して圧力調整する加圧機構4と、オートクレーブ2を水中に降下可能及び水中から上昇可能な上下機構5と、を備えている。
(もっと読む)
繊維強化樹脂製コイルバネおよびその製造方法
【課題】軽量化を図り、かつ、安定した形状の中空断面構造の繊維強化樹脂製コイルバネ及びその製造方法を提供する。
【解決手段】繊維強化樹脂製のコイル素線を螺旋状に巻回した繊維強化樹脂製のコイルバネであって、該繊維強化樹脂製のコイルバネは、その断面に中空部を有し、該中空部の中空率が、前記繊維強化樹脂製コイルバネの断面積の20%以上80%以下であることを特徴する。
(もっと読む)
樹脂成形体用補強繊維基材の製造法、樹脂製歯車および樹脂製歯車の製造法
【課題】筒状体からドーナツ状に形成した補強繊維基材に樹脂を含浸して樹脂製歯車の歯部をはじめとする樹脂成形体を成形するに当り、補強繊維基材の内部にまで充填材を均一に含有した樹脂成形体を製造する。
【解決手段】筒状に織られた又は編まれた筒状体を裏返えしながら巻き込んでドーナツ状に形成する過程において、前記筒状体の外周面に充填材を付着させた状態で巻き込み作業を進め、樹脂成形体用補強繊維基材を製造する。例えば、筒形ないしは柱形をした治具に筒状体を外挿し、外挿した状態のまま筒状体外周面に充填材を散布する。その後、治具をガイドとして筒状体をその一方の端部から巻き上げて充填材を巻き込みながらリング状に整え、充填材を内部に含有するリング状補強繊維機材を製造する。
(もっと読む)
複合物品の製造方法
【課題】低密度の複合物品を製造する方法を提供する。
【解決手段】硬化可能なプレプレグを所定の形状に形成する工程と、所定の形状に形成されたプレプレグを硬化する硬化工程とを備える。硬化可能なプレプレグを所定の形状に形成する工程では、硬化工程においてプレプレグ内に空所が形成されるように十分に低い圧密圧力の下で、硬化可能なプレプレグが所定の形状に形成される。硬化工程では、硬化可能なプレプレグを硬化することにより発生する硬化可能なプレプレグの樹脂の成分の蒸発物質が前記空所を形成するように、約8.61×104パスカル絶対圧(12.5psia)から103.4×104パスカルゲージ圧(150psig)までの範囲の硬化圧力の下で、前記所定の形状に形成されたプレプレグを硬化する。
(もっと読む)
繊維強化樹脂成形品の真空注入成形方法
【課題】 比較的大型の成形品や肉厚の成形品、あるいはコーナー部を有するような形状の成形品を製造する場合に、注入樹脂を均一に拡散させて含浸不良を生じることなく効率よく成形することを可能にする。
【解決手段】 成形型1に形成する強化繊維基材層2は、成形型の表面直近に配設される下層21と、その外側に配設される上層22とで積層する強化繊維基材の構成を変え、下層21には、横糸に対して縦糸が連続する隙間を有するように直交させて二方向に配列された二軸スティッチ基材と、強化繊維糸を切断して面内に配向させて形成されたチョップドストランドマットとを、交互に積層して構成されている。また、上層22では、強化繊維ロービングクロスと、二軸スティッチ基材と、チョップドストランドマットとを、交互に積層して構成される。
(もっと読む)
嫌気性接着剤を使用して三次元予備成形品を形成する方法
【課題】
種々の液体合成物処理用の構造的補強予備成形品を形成する方法と装置を提供すること。
【解決手段】
この発明は繊維補強成形物品と繊維マットを形成する方法に関し、しかして、この方法はなかんずく嫌気性接着剤を使用する。
この発明は、成形物品の少なくとも一部分に対応する構成を有する予備成形型面に補強繊維から成る材料層を塗布し;嫌気性接着剤から成る組成物を補強材料に加えて;前記嫌気性接着剤を前記接着剤の硬化を促進させる大気と接触させる工程から成る繊維補強成形物品を形成する方法である。
(もっと読む)
複合圧力容器または複合管状体ならびに複合中間物
【課題】繊維強度発現率の優れた圧力容器又は複合管状体を得ること。
【解決手段】少なくとも1種の繊維と、少なくとも1種の熱硬化性樹脂と、少なくとも1種の界面活性オリゴマーまたはポリマーとを含むプリプレグまたはプリプレグトウ;少なくとも1種の繊維と少なくとも1種の熱硬化性樹脂と、前記熱硬化性樹脂の固形分を基準にして1〜10質量%の少なくとも1種の分子量が5,000から30,000である界面活性オリゴマーまたはポリマーとを含む繊維強化複合材料;繊維と、少なくとも1種の熱硬化性樹脂と、少なくとも1種の界面活性オリゴマーまたはポリマーとを含む強化された繊維;内側シェルまたはライナと接触した上記の強化繊維を含む圧力容器または複合管状体。
(もっと読む)
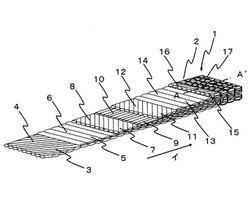
複合構造部材を製造する装置ならびに方法
複合物品を製造するために、装置(302)が、湾曲したフォーム(200)に、このフォーム(200)の長手方向軸に対して約0°で複合プライを配置する。このフォームは、ウェブ面(202)とキャップ面(204)とを有している。前記装置は、ウェブ用の圧縮ローラと、1セットの案内ローラ(308)とを有している。前記ウェブ用の圧縮ローラは、複合材料をウェブ面上で圧縮し、ウェブプライを形成する。前記1セットの案内ローラは、キャップ面に当接している。圧縮ローラは、案内ローラにより、フォームに沿うように導かれる。  (もっと読む)
(もっと読む)
繊維強化プラスチックの積層成形方法及び積層成形装置
【課題】 加熱操作を要せず、製造上及びコスト上の負担が小さく、かつ硬化性状に優れた積層成形体が得られるようにした繊維強化プラスチックの積層成形方法及び積層成形装置を提供する。
【解決手段】 繊維強化プラスチックテープのマトリックス樹脂をエネルギー線硬化樹脂とし、上記可動積層ヘッドと連動するエネルギー線照射装置によりエネルギー線を照射し、エネルギー線を照射される部位の任意の照度への可変に要する時間が1秒以内であり、上記エネルギー線硬化樹脂を硬化させながら上記テープを積層成形するようにした。
(もっと読む)
繊維強化樹脂製円筒体の製造方法
【課題】 従来よりも緻密で高品質な製品を、経済的により短時間で生産性よく製造可能な繊維強化樹脂製円筒体の製造方法を提供する。
【解決手段】 内周面13に沿って強化用繊維シート11を配置し、水平配置された減圧状態の円筒状の成形型14内に、液状の熱硬化性樹脂10を入れて成形型14を回転し、遠心力によって成形型14の内周面13側へ熱硬化性樹脂10を均等分散させ、熱硬化性樹脂10を硬化させて成形する。ここで、熱硬化性樹脂10の硬化は、成形型14内に電磁波を照射して行う。
(もっと読む)
炭素繊維強化複合材料
【課題】
従来のように力学特性に優れ、かつ、優れた耐久性を有する炭素繊維強化複合材料を提供する。
【解決手段】
少なくともマトリックス樹脂[A]、粘土鉱物からなる薄片体[B]および炭素繊維[C]からなる炭素繊維強化複合材料において、該マトリックス樹脂[A]が熱硬化性樹脂からなり、該薄片体[B]は平均厚さが0.1nm以上5nm以下でかつ平均長さが1nm以上1μm以下であり、該炭素繊維[C]の引張伸度が1.8%以上4%以下であることを特徴とする炭素繊維強化複合材料。
(もっと読む)
複合ハニカムサンドイッチ構造
【課題】ハニカムコアへの樹脂の流れ込みを防止するために、スキン層とハニカムコアとの間にバリア層を備えたハニカムサンドイッチパネルを提供する。
【解決手段】複合ハニカムサンドイッチ構造であって、(a)コアセルを有するハニカムコア106と(b)コアに接着される繊維で補強されたマトリクス樹脂のプライを有する、少なくとも1つの複合積層板102と(c)積層板102とコア106とを結合させ、かつ、積層板からコアへの樹脂の流れをなくすための積層板とコアとの間のフィルムバリア層110と(d)コアセル106への樹脂流れまたはコアセルへのバリアフィルム110の撓みをなくすための、バリア層とコアとの間の支持スクリムを備えるフィルム状接着剤112とを含む、複合ハニカムサンドイッチ構造。
(もっと読む)
FRP成形物
【課題】 従来のFRP成形物と金属との接合は、金属外面にローレット加工したり、成形方法により接合強度の向上を図っているが、金属構造物を接合する場合等には、接合強度が不足する場合が多い。
【解決手段】 本発明のFRP成形物においては、鋼板2c等の埋め込み体及び該埋め込み体の開孔2eを一方側から他方側に貫通して設置した炭素繊維等の繊維強化材2dを樹脂含浸により表皮部2aに一体接合した接合端部2とFRP成形部1とでFRP成形物を形成する。
(もっと読む)
681 - 700 / 816
[ Back to top ]