
Fターム[4F205HB01]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形区分 (1,127) | 一定長物品(不連続物品)の製造方法 (816)
Fターム[4F205HB01]に分類される特許
701 - 720 / 816
FRP成形物
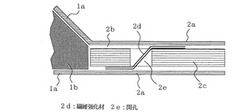
【課題】 従来のFRP成形物と金属との接合は、金属外面にローレット加工したり、成形方法により接合強度の向上を図っているが、金属構造物を接合する場合等には、接合強度が不足する場合が多い。
【解決手段】 本発明のFRP成形物においては、鋼板2c等の埋め込み体及び該埋め込み体の開孔2eを一方側から他方側に貫通して設置した炭素繊維等の繊維強化材2dを樹脂含浸により表皮部2aに一体接合した接合端部2とFRP成形部1とでFRP成形物を形成する。
(もっと読む)
繊維強化樹脂製の部材

【課題】軽量化を図りつつ、長手方向に延びる溝又は中空部を有する形状に形成された繊維強化樹脂製の部材の製作効率を高める。
【解決手段】バンパレインフォース10を構成する繊維製の単一の骨格材11は、炭素繊維製の複数本の第1繊維束19、炭素繊維製の複数本の繊維束20及びアラミド繊維製の複数本の第2繊維束21から構成されている。炭素繊維製の第1繊維束19は、底壁14を構成し、アラミド繊維製の第2繊維束21は、フランジ17,18を構成する。第1,2繊維束19,21の長さ方向は、バンパレインフォース10の長手方向に揃えられている。底壁14は、圧縮荷重を受けると見なされるバンパレインフォース10(骨格材11)における圧縮応力部である。フランジ17,18は、引っ張り荷重を受けると見なされるバンパレインフォース10(骨格材11)における引っ張り応力部である。
(もっと読む)
部分グリッドおよびZピンの欠陥による過剰挿入を予測するための方法
【課題】部分グリッド挿入の影響により生じる過剰な挿入や、完全グリッド挿入における不完全な挿入を検出する方法を提供する。
【解決手段】システム29は1つ以上のZピン(20)を複合材料積層材24上に配置し、Zピンを複合材料積層材の中へ第1の挿入深度まで押し進められる挿入プロセスを開始するのに充分なレベルの挿入力をZピンに加える。Zピンの第1の挿入深度までの挿入中、Zピンに対し加えられる挿入力を監視するとともに、Zピンの第1の挿入深度までの挿入中、Zピンに対し加えられる挿入エネルギーを算出する。挿入エネルギーのレベルを経験的に導かれる値と比較する。
(もっと読む)
プリプレグトウおよび/またはプリプレグの製造方法
【課題】繊維強度発現率の優れた圧力容器又は複合管状体を得ること。
【解決手段】少なくとも1種の強化繊維を、熱硬化性樹脂、および水性媒体を含む水性組成物と接触させて、コーティングされた繊維を形成する段階と、前記コーティングされた繊維から前記水性媒体を蒸発させる段階とを含む製造方法で製造されたプリプレグトウおよび/またはプリプレグを用いる。
(もっと読む)
繊維強化熱可塑性複合材料の成形方法およびその中間体
【課題】 作業性が良く、低コスト化が図れ、品質の良い製品が安定して得られる繊維強化熱可塑性複合材料の成形方法の提供。
【解決手段】強化繊維に熱可塑性樹脂を含浸したプリプレグ材料を、金型に設置する所定形状に整形する中間体を製造する。次に、中間体製造工程で製造した中間体を金型内に設置する。そして、設置工程で金型内に設置した中間体をプレスし、繊維強化熱可塑性複合材料の熱可塑性樹脂の融点より高い温度に加熱して成形した後、熱可塑性樹脂の融点より低い温度に冷却する。成形工程では、既に、強化繊維に熱可塑性樹脂が含浸しており、比較的短時間で成形を行なうことができる。また、プリプレグ材料には汎用材料があり、中間体を製造するのに加熱・溶融し、冷却・固化するという一連の成形作業がなく、コストを低く抑えることができる。
(もっと読む)
ほぼシェル形の構成要素を製造する方法
本発明は、実質的に炭素繊維強化合成材料から、特に航空機の胴体シェル、翼シェル、垂直安定板シェルまたは水平安定板シェルなどの、少なくとも1つの局所的な強化区域3と、少なくとも1つの補強要素とを有するほぼシェル形の構成要素を、製造する方法に関する。本発明による方法は、既に硬化している少なくとも1つのダブラ1を大部分を硬化したシェル外板2上に配置して、局所強化区域3を形成する工程と、既に硬化している少なくとも1つの補強要素を適用する工程と、少なくとも、少なくとも1つのダブラ1の領域に位置する少なくとも1つの補強要素に対して、少なくとも1つの大部分が硬化した接続アングルブラケット6を配置する工程と、シェル外板2および接続アングルブラケット6を硬化させる工程とを備える。本発明は、本発明による製造方法によって製造される、少なくとも1つの局所強化区域3を有し、かつ少なくとも1つの補強要素を有する実質的にシェル形の構成要素も包含する。  (もっと読む)
(もっと読む)
Zピンの動的挿入データを解析し自動化された許容可能な挿入が実行されたか否かを判定するための方法
【課題】本発明により、複合材料積層材中への1つ以上のZピンの許容可能な挿入を自動的に確認する方法が提供される。
【解決手段】
この方法には、複合材料積層材上に1つ以上のZピンを配置する最初の工程が含まれる。その後、第1の挿入速度にて複合材料積層材の中へZピンを押し進める挿入プロセスを開始するのに充分な第1のレベルの挿入力がZピンに対し加えられる。Zピンに対し加えられる挿入力は連続的に監視され、挿入力の第1のレベルから第2のレベルまでの増大を監視することに応答して、第1の挿入速度は第2の挿入速度まで減少される。挿入力の第2のレベルから第3のレベルまでの増大を監視することに応答して、Zピンに挿入力を加えることが中断され、挿入プロセスは中断される。許容可能な挿入を確認するため、第1の挿入速度から第2の挿入速度までの減少と、挿入力の第3のレベルまでの増大とが確認される。
(もっと読む)
高度に成形された複合材ストリンガ用の可撓性マンドレル及び前記ストリンガの製造方法
【課題】高度に成形された複合材ストリンガ用の可撓性マンドレル及び前記ストリンガの製造方法
【解決手段】成形硬化ブロックと、該成形硬化ブロックの上に配置される第1マンドレル要素(12)とを備える航空機ストリンガ積層アセンブリ(10)が提供される。第1マンドレルアセンブリは、第1マンドレル長さに沿って形成されている複数の剛性低減第1溝(18)を有する第1バーアセンブリ(16)を含む。複数の剛性低減第1溝は、第1マンドレル要素の第1マンドレル深さを部分的に通り、第1バーアセンブリが成形硬化ブロックに順応することを可能にする。複合層アセンブリは、第1マンドレル要素上に積層され、成形複合材ストリンガ要素が作成されるように前記成形硬化ブロックに順応されて硬化される。
(もっと読む)
複合材シート加工装置、複合構造材の形成方法
【課題】 複合材料からなる部材を、3次元形状等、より高い自由度で形成することのできる複合材シート加工装置、複合構造材の形成方法を提供することを目的とする。
【解決手段】 形成すべき構造材10の長手方向に複数並んだローラ20により、型40上の複合材シート30を成形するようにした。これによって、複雑な3次元形状を有する構造材10の製造の自動化を図り、その作業の大幅な効率化を図る。しかも、複数のローラ20を、予め決められたプログラムに基づいて適切な順序で動かすことで、複合材シート30にシワ等が生じないように変形させる。
(もっと読む)
化学蒸気浸透法での緻密化により複合材部品を製造するための方法及び基材並びに得られる部品。
本発明は、繊維プレフォーム(20)を形成し、プレフォーム中で少なくともその片側から延びた複数の穴(22)を形成し、このプレフォームを気相中での化学蒸気浸透法(CVI)によって少なくとも部分的に形成されるマトリックスで緻密化することにより製造される複合材部品に関する。これら穴(22)は、例えば高圧噴射加工により繊維を破断させて材料を取り除くことにより形成され、穴を提供されたプレフォームにおける繊維の配置は、穴の形成の前の元の配置と比べて、実質的に変更されない。このようにして、緻密化勾配が大いに低減され、従来技術では中間の皮むきによって隔てられた複数のサイクルを必要とする密度を、ただ1つの緻密化段階で得ることができる。 (もっと読む)
シリンダバレル
【課題】 金属ライナに対する補強部の追従性を高め、軽量化がはかられるシリンダバレルを提供する。
【解決手段】 作動流体圧を受けて移動するピストンが摺動可能に収められる金属ライナ2と、この金属ライナ2の外側に巻かれてガラスファイバ21が金属ライナ2の軸方向と円周方向にそれぞれ延びる平織クロス20を樹脂で固めたGFクロス強化層12と、このGFクロス強化層12の外側に螺旋状に巻かれたカーボンファイバ31を樹脂で固めたCFワインディング強化層13とを備えた。
(もっと読む)
複合材料用樹脂可溶熱可塑性ベール
硬化性組成物用強化要素である樹脂可溶熱可塑性重合体ベール[ここで、前記重合体要素は固相状態の不織ベールであるが、これは、これを溶かし得る硬化性樹脂マトリクス組成物の成分との接触が前記硬化性組成物が実質的にゲル化および/または硬化し始める温度より低くかつ前記重合体要素が溶融する温度より低い温度で生じた時点で相転移を少なくともある程度起こして液相になるに適する]、それの製造方法、少なくとも1種の熱可塑性ベール要素を構造補強用繊維と一緒に含有して成る硬化性組成物用プレフォーム担体構造物、それの製造方法、少なくとも1種の熱可塑性ベール要素または担体構造物と硬化性樹脂マトリクス組成物を含有して成る硬化性組成物、それの製造および硬化方法、そしてそれから得た硬化複合材料または樹脂体およびこれらの公知および新規な使用。 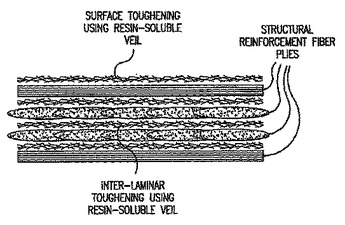 (もっと読む)
(もっと読む)
真空利用プライ配置シューおよび方法
基板表面上にプライを配置するための装置は、真空源に取付けるように構成される真空マニホールドアセンブリと、基板表面との実質的にガス不透過性の界面を提供するように構成される基板シールとを含む。この装置は、さらに、プライとの実質的にガス不透過性の界面を提供するように構成されるプライシールを含む。この態様で、真空マニホールドアセンブリに与えられる真空は、プライと基板表面との間の領域を減圧する。 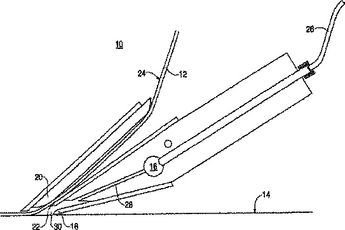 (もっと読む)
(もっと読む)
中空繊維強化構造部材を製造するための方法
本発明は、中空繊維強化構造部材を製造するための方法であって、第1円形ブレード層を形成する段階と、第1ブレード層の表面に対してたて繊維及びよこ繊維を有する少なくとも1つの織物を備える平らな強化された本体を位置付ける段階と、第1ブレード層及び強化された本体の周りに第2ブレード層を供給する段階と、型内で第1ブレード層、強化された本体、及び第2ブレード層の組合せを位置付ける段階と、組合せに樹脂を含浸させる段階と、樹脂と含浸された組合せを型から取り除く段階と、を備える方法を提供する。 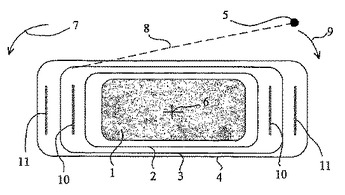 (もっと読む)
(もっと読む)
湾曲した複合構造要素の製造方法
湾曲した複合構造要素の製造方法は、取外し可能な基板上の平らな曲面にウェブプライ(310)を製作し、そのプライを製造工具(200)の湾曲したウェブ表面に置くステップを含むことができる。さらに、複合テープを用いて、キャッププライ(402)を1つまたは両方のフランジ表面に置くことができる。次に構造要素レイアップを検査することができ、いかなる余分な複合材料もトリミングで取除くことができる。 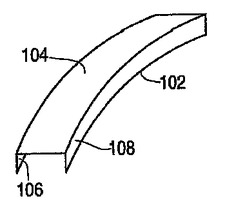 (もっと読む)
(もっと読む)
高圧タンク及びその製造装置並びに高圧タンクの製造方法
【課題】大型の高圧タンクを低コストで製造可能とした高圧タンク、及びその製造装置、並びに高圧タンクの製造方法を提供する。
【解決手段】接着剤を付着した繊維をライナの外周面に巻き付けることによりシェルを形成した高圧タンク、及びその製造装置、並びに高圧タンクの製造方法において、シェルを形成する際に、ライナのボスに設けた貫通口からライナの内部に発熱手段を挿入して配設し、ライナを内部から加熱しながらライナの外周面に繊維を巻き付けることにより接着剤を漸次硬化させてシェルを形成する。
(もっと読む)
FRP製グレーチング及びFRP製グレーチングの製造方法
【課題】 建築物の構造材に必要とされる強度等の特性を十分に有すると共に、建築物の装飾材に必要とされる意匠性及び装飾性等の特性をも併せ持ち、更に、夜間等に全体が均一に発光して特異な意匠的効果を発揮することが可能なFRP製グレーチング及びFRP製グレーチングの製造方法の提供。
【解決手段】 透光性のマトリックス樹脂10内に補強繊維を充填した複合材料を格子状に成形してなり、格子状に成形した複合材料の全体にわたって蓄光剤を混合して略均一に分散させ、格子状に成形した複合材料の全体にわたって蓄光及び発光自在とした。
(もっと読む)
繊維強化プラスチック製容器の製造方法及びその製造装置
【課題】強度低下等の設計を考慮する必要がなく、また隔壁の装着を容易に行うことが出来るので作業効率を向上させることが出来る繊維強化プラスチック製の円筒状圧力容器の製造方法及びその製造装置を提供する。
【解決手段】製造装置は、マトリックス樹脂を含浸させた帯状の強化繊維基材3を巻付けるマンドレル2の両端中心部に支持軸1a,1bを設け、この支持軸1a,1bは、軸受け部材5a,5bを介してマンドレル支持装置6a,6bに回転自在に支持されている。支持軸1a,1bには、円筒状容器Wの両端開口部に一体的に成形する隔壁部材4を支持するための支持部材7がスライド可能に設けてあり、この支持部材7は隔壁部材4を当接させて支持させると共に、帯状の強化繊維基材3を巻付けるマンドレル2に巻付ける際には、隔壁部材4及びその取付け部4aが強化繊維基材3の巻付けに干渉しない位置まで移動出来るようになっている。
(もっと読む)
高圧ガス貯蔵容器の製造方法及び高圧ガス貯蔵容器
【課題】 補強層の厚みが薄くなる鏡部、特に肩部の機械的強度を高めたライナーに補強部材を巻き付けて容器全体で耐圧性にバラツキが生じない信頼性の高い高圧ガス貯蔵容器の製造方法を提供する。
【解決手段】 金属製ライナー4を所定形状に成形する成形工程と、金属製ライナー4を加熱し急冷する熱処理工程と、金属製ライナー4の周面に帯状の補強部材8を巻き付けて補強層を形成する補強層形成工程とを備える。熱処理工程では、金属製ライナー全体を加熱した後、鏡部4Bのみを容器6内に満たした冷却水7に浸漬し急冷することで部分的に焼き入れを行う。こうすることで、タンクの構造上、容器肩部の補強部材の巻き数が他の部位に対して少ないことによる強度不足を、焼き入れによって補うことができる。
(もっと読む)
管状体
【課題】ゴルフクラブシャフト等の管状体を金属/繊維強化樹脂複合材料から構成する場合に、金属層と繊維強化樹脂層との接着性を向上し、実用化可能な管状体を提供する。
【解決手段】金属層と繊維強化樹脂層が中間樹脂層を介して接着一体化された金属/繊維強化樹脂複合材料から構成された管状体であって、中間樹脂層が、平均粒径3〜10μmの熱可塑性樹脂の粒子およびイミダゾールシラン化合物を含有していることを特徴とする、ゴルフクラブシャフト等の管状体。
(もっと読む)
701 - 720 / 816
[ Back to top ]