
Fターム[4F205HB01]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形区分 (1,127) | 一定長物品(不連続物品)の製造方法 (816)
Fターム[4F205HB01]に分類される特許
721 - 740 / 816
繊維強化プラスチック製容器の製造方法及びその製造装置
【課題】強度低下等の設計を考慮する必要がなく、また隔壁の装着を容易に行うことが出来るので作業効率を向上させることが出来る繊維強化プラスチック製の円筒状圧力容器の製造方法及びその製造装置を提供する。
【解決手段】製造装置は、マトリックス樹脂を含浸させた帯状の強化繊維基材3を巻付けるマンドレル2の両端中心部に支持軸1a,1bを設け、この支持軸1a,1bは、軸受け部材5a,5bを介してマンドレル支持装置6a,6bに回転自在に支持されている。支持軸1a,1bには、円筒状容器Wの両端開口部に一体的に成形する隔壁部材4を支持するための支持部材7がスライド可能に設けてあり、この支持部材7は隔壁部材4を当接させて支持させると共に、帯状の強化繊維基材3を巻付けるマンドレル2に巻付ける際には、隔壁部材4及びその取付け部4aが強化繊維基材3の巻付けに干渉しない位置まで移動出来るようになっている。
(もっと読む)
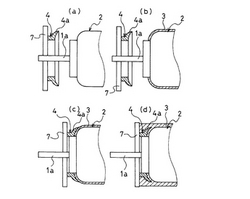
内圧容器の製造方法

【課題】 小型で且つ耐内圧強度に秀れた構成の内圧容器を簡易な方法で製造でき、また、インナーリング非内蔵型の内圧容器の耐内圧強度も向上させることができる極めて実用性に秀れた内圧容器の製造方法を提供することである。
【解決手段】 フィラメントワインディング法により連続繊維を巻回積層して成る繊維強化樹脂製筒体1の両端部が閉塞蓋2で閉塞されており、この閉塞蓋2は前記繊維強化樹脂製筒体1と連結される保持環体3で支持されている内圧容器の製造方法であって、マンドレル5に樹脂を含浸した繊維6を巻回する際、該マンドレル5に被嵌される一対のリング体の外側面に該繊維6を引っ掛けて巻回方向を変更しながら巻回し、前記樹脂硬化後、脱型して前記繊維強化樹脂製筒体1を形成し、続いて、この繊維強化樹脂製筒体1に前記閉塞蓋2及び前記保持環体3を設けて該繊維強化樹脂製筒体1を閉塞する内圧容器の製造方法である。
(もっと読む)
側部ポート付きのフィラメント巻き圧力容器
その側壁に大きな直径のポートを備えた円筒状圧力容器(11)を作製する方法は、所望の直径のマンドレル(23)とその上に巻着するフィラメントとを提供するステップを含む。1つの全体的な最内層を巻着させた後、張力下で樹脂含浸平行ストランド(39)のバンド(60)を使用して、環状の補強ベルト(16)が規定された領域の上に螺旋状に巻着される。次いで、環状のベルト(16)自体の上に、張力下でフィラメント状材料の樹脂含浸平行ストランドが螺旋状に巻き上げられて、2つの完全な外層を提供する。硬化させ、マンドレル(23)から取り外した後、少なくとも1つの孔部(71)が補強ベルト(16)内で側壁に切削され、側部ポートフィッティング(75)が孔部(71)内に据え付けられる。  (もっと読む)
(もっと読む)
繊維強化樹脂製筒体
【課題】 アラミド繊維等の有機繊維であっても、該有機繊維に含浸された樹脂を短い硬化時間で硬化させることができ、しかも、可使時間を短くすることなく良好にFW成形を行うことができ、更に、良好な振動減衰性を得られる極めて実用性に秀れた繊維強化樹脂製筒体等を提供することである。
【解決手段】 フィラメントワインディング法により樹脂が含浸された連続繊維を巻回積層して成る繊維強化樹脂製筒体であって、前記連続繊維として有機繊維が採用され、該有機繊維に含浸される前記樹脂には、少なくともエポキシ樹脂及びその硬化剤並びにビニルエステル樹脂及びその硬化剤が含まれており、エポキシ樹脂の硬化剤としてアミン系硬化剤が採用されているものである。
(もっと読む)
内圧容器の製造方法
【課題】 インナーリング内蔵型の内圧容器を効率良く製造でき、更に、マンドレルに複雑な加工を施さずとも容易にインナーリングが適正位置に保持された内圧容器を得ることができる内圧容器の製造方法を提供することである。
【解決手段】 マンドレル1の所定位置において、複数の分割体8を互いに当接させて形成される筒状部材2が該マンドレル1に被嵌され、更にこの筒状部材2に環体9及び前記インナーリング3が互いに当接する状態で被嵌された状態を作出し、続いて、樹脂を含浸した繊維4を前記筒状部材2,前記環体9及びインナーリング3に連続的に巻回し、続いて、該樹脂硬化後、マンドレル1を脱型し、続いて、前記筒状部材2及び前記環体9を除去して前記インナーリング3が設けられた繊維強化樹脂製筒体6を形成し、続いて、この繊維強化樹脂製筒体6に前記閉塞蓋7及び保持環体5を設ける内圧容器の製造方法である。
(もっと読む)
ローラゲートのFRP製主ローラ軸押え板・主ローラ軸・主ローラ軸支持板・主ローラ・サイドローラ・サイドローラ軸・サイドローラ軸支持板及びその製造方法
【課題】 ローラゲートのFRP製部品において、高い応力のかかる部品にもハンドレイアップ法によるFRP成形体を使用してローラゲートの軽量化・低コスト化を一層推し進めること。
【解決手段】 FRP製主ローラ3は回転しないFRP製主ローラ軸4に対して回転自在に取付けられており、FRP製縦桁材13にボルト固定された2枚のFRP製主ローラ軸支持板5によって水平に支持され、FRP製主ローラ軸4の他端には回転を防ぐためのFRP製主ローラ軸押え板6が、他端に設けられた切り込みに嵌め込まれて固定されている。主ローラ軸支持板5、主ローラ軸押え板6、スキンプレート7、ゴム押え板8、サイドローラ10、サイドローラ軸10a、サイドローラ軸支持板11、縦桁材13、横桁材14、ガセットプレート15は、GFRP成形体であり、主ローラ3及び主ローラ軸4のみは、より高い応力が掛かるため、CFRP成形体である。
(もっと読む)
繊維強化プラスチックの真空注入成形方法
【課題】 バッグフィルム内に短時間で樹脂を拡散させて効率よく成形することを可能にし、かつ、万一の含浸不良の発生にも対応することのできる繊維強化プラスチックの真空注入成形方法を提供する。
【解決手段】 バッグフィルム5の表面に樹脂注入孔51を設け、この注入孔51に樹脂注入治具10を設置するとともに、この樹脂注入治具10に樹脂注入管9を接続して樹脂を注入する。樹脂注入治具10は、円盤状の基部101と略円筒状の注入部103とを備え、気密性を有する接着材料6を介してバッグフィルム5の樹脂注入孔51に接続固定される。そして、この樹脂注入治具10をバッグフィルム6の複数箇所に設置して、樹脂の多点注入を可能にする。
(もっと読む)
難燃性ハイブリッド複合材料及びそれを用いた容器とその成形方法
【課題】高い難燃性を示すハイブリッド複合材料、及びそれを用いた難燃性に優れた容器、更には、その安価な成形方法を提供すること。
【解決手段】一方向配列炭素繊維のプリプレグと、これの片面又は両面に積層配置されたガラス繊維クロスのプリプレグとからなる難燃性ハイブリッド複合材料であり、容器の外表面にガラス繊維クロスのプリプレグが配置され、内表面に一方向配列炭素繊維のプリプレグ又はガラス繊維クロスのプリプレグが配置された構成にすることによって、難燃性に優れ、機械的特性にも秀でた容器が得られる。かかる容器は、例えば、容器の外表面を形成する主型に沿ってガラス繊維クロスのプリプレグを敷設し、このプリプレグ上に一方向配列炭素繊維のプリプレグを重ねて配置し、その後、前記主型内部に容器の内表面を形成する入子を挿入・配置して、加熱成形することによって成形することができる。
(もっと読む)
フィラメントワインディング装置、該装置を用いて成形された成形品、及び、成形品の成形方法
【課題】成形品に凹状部を一体成形することが可能なフィラメントワインディング装置を提供する。
【解決手段】フィラメントワインディング装置1は、回転するマンドレル10にクリール80から樹脂槽90を経て供給された複合材料100を巻き付けて成形品を成形する装置であり、成形すべき凹状部の形状に対応した形状を持ち、マンドレル10の径方向に沿って移動可能な第1の内側押圧部を有する内側押圧装置と、成形すべき凹状部の形状に対応した形状を持ち、マンドレル10の径方向に沿って移動可能な第1の外側押圧部を有する外側押圧装置40と、をさらに備え、内側押圧装置は、マンドレル10の外周面に形成された開口部13を介して、第1の内側押圧部を外部に露出させるように、マンドレル10の内部に設けられ、外側押圧装置40は、第1の外側押圧部を第1の内側押圧部に対向させるように、マンドレル10の外部に設けられている。
(もっと読む)
湾曲強化繊維プラスチックおよびそのプリフォームの製造方法ならびに製造装置
【課題】湾曲した形状の強化繊維プラスチック成形品であっても曲げる工程を得なくて成形できる湾曲した強化繊維プラスチック、および生産性の向上と意匠性の向上を図ることのできる上記湾曲した強化繊維プラスチックのプリフォームの製造方法、ならびにプリフォームの製造装置を提供する。
【解決手段】強化繊維基材とマトリックス樹脂からなる軸心が湾曲した筒状の強化繊維プラスチックであり、強化繊維基材が前記軸心周りに少なくても1周以上巻かれており、前記強化繊維基材をなす強化繊維が軸心の両端部を結ぶ弦に直交する方向に実質的に並行に配置されていることを特徴とする強化繊維プラスチック。
(もっと読む)
複合材料管の製造
繊維強化複合材料から形成される管を製造するための装置において、内部のマンドレル空洞(5)と、繊維強化材料(9)により巻き付けられて、複合材料の積層体(10)を形成する外表面(7)とを有する細長状中空マンドレル(3)と、異なる温度の伝熱流体がマンドレル空洞(5)を通って循環し、温度が上昇した流体が循環する場合、熱が複合材料の積層体を硬化あるいは形成するために、流体から複合材料の積層体に向けてマンドレル(3)を通って伝わることを可能にするための流体流れ手段(11)と、を備えている。 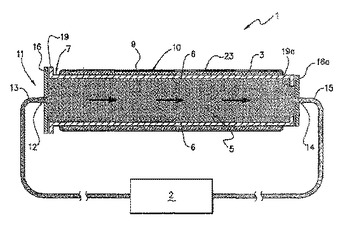 (もっと読む)
(もっと読む)
伸張可能な製品を製造するための方法及び装置
本発明は、天然エラストマ及び他の合成ポリマなどの材料から主になる、可撓性、伸張可能、及び/又は弾力性がある製品を製造するための方法及び装置を提供する。工作物フォーマ上に製品材料をスプレーすることによって、伸張可能な製品を製造するための方法及び装置、並びに穿孔された表面又は部分的に空気を通す表面上に製品材料をスプレーすることによって、穿孔された製品を作るための方法及び装置。本発明は、壁から製品を取り除く必要なく、製品の両側の繊維被覆する、及び/又は壁に面する側に少なくとも製品表面を被覆する方法及び装置も提供する。方法及び装置は、フォーマから製品を容易に取り除くことも可能にする。工作物フォーマも提供される。  (もっと読む)
(もっと読む)
プリフォームの製造方法および製造装置
【課題】RTM用の基材を用いた強化繊維積層体から3次元の繊維構造体(プリフォーム)を連続的に製造するプリフォームの製造方法、製造装置、およびそれらから得られるプリフォームならびにFRPを提供する。
【解決手段】配列した強化繊維糸条を含む強化繊維基材を複数枚積層一体化した強化繊維積層体であって、該強化繊維基材の層間に熱可塑性樹脂を主成分とする樹脂材料を有し、かつ、上記強化繊維積層体全体を厚み方向に少なくとも複数枚一体化した強化繊維積層体を用いて強化繊維構造体を一体化する製造方法において、少なくとも下記の工程(A)〜(C)を含むことを特徴とするプリフォームの製造方法。
(A)強化繊維積層体の表面に突起物を一体化させた凸型強化繊維構造体を形成する一次一体化工程、
(B)一体化してなる凸型強化繊維構造体の突起物を基に、凹部に位置決めする位置決め工程、
(C)位置決めした凸型強化繊維構造体を一体化する二次一体化工程。
(もっと読む)
圧力容器
【課題】平坦なまたはほぼ平坦な蓋を有し繊維強化プラスチックからなる圧力容器を提供する。
【解決手段】少なくとも1つの方向へ圧力容器を貫通し軸線方向へ配向され、内部スペース内に均一に分布され、内圧に起因する力の大半を受容する複数の補強構造体を備える。 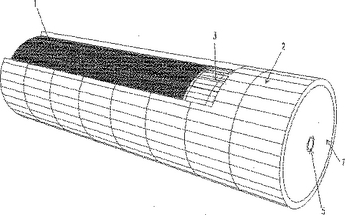 (もっと読む)
(もっと読む)
釣り竿用竿体及びその製作方法
【課題】 合わせ部に対する製作上の負担を軽減しながら、固着状態を回避できる。
【解決手段】 プリプレグ2をマンドレル3に巻回するとともに、マンドレル3に巻回したプリプレグ5の上から、細幅のプリプレグテープ9を巻回して竿素材10を形成する。竿素材10に相手側竿体1の対応する面に圧接して圧接状態を保持する合わせ部を形成すべく、竿素材10の合わせ部相当位置に複数の弾性材製の接触チップ材11を配置する。接触チップ材11を配置した竿素材10に熱収縮テープ12を巻回し、その巻回した熱収縮テープ12を施した合わせ部に相手側竿体1の合わせ部に相当する型材13を被着し、その型材13を被着した状態で焼成する。
(もっと読む)
2重円筒によるコードで補強されたゴムシートの製造装置及び製造方法
【課題】 本発明は、コードで補強されたゴムシートを、必要なときに必要な量だけ、しかも高品質の製品を簡便に生産できる手段を提供することにあり、コードの素材やコードの配列角度などを種々変化させて、タイヤ用ベルト材、ボディプライ材等をコンパクトな装置で多品種少量生産を可能にすることにある。
【解決手段】 本発明は、コードで補強されたゴムシートの製造方法および製造装置において、円筒の軸を中心に回転することにより、その円筒の表面にゴム被覆コードが巻き付くように構成されている第一円筒と、その第一円筒円筒径より円筒径が小さく、第一円筒と円筒軸方向を揃えて並設されている第二円筒とからなり、第一円筒から第二円筒にゴム被覆コードを移行させることで、多数本のゴム被覆コードを円筒の表面に互いに接触させながら連続的に螺旋巻きさせることを特徴とする。
(もっと読む)
強化プラスチック成形品
【課題】蓄光性の優れた強化プラスチック成形品とする。
【解決手段】アルミン酸ストロンチウムが主成分の蓄光顔料40〜120重量部を添加した不飽和ポリエステル樹脂100重量部をガラス繊維等の各種強化繊維3で強化した優れた強化プラスチック成形品10である。不飽和ポリエステル樹脂1からなるFRP層は、耐候性、強靭性に優れ、酸化物からなる蓄光顔料は酸化していることにより、屋外においても犯され難く、耐候性が高く、蓄光性能の劣化も少ない。このため、耐候性の高い樹脂1及び蓄光顔料2からなるFRP成形品となるため、あらゆる分野、特に屋外で使用されるものに有効である。このとき、ガラス繊維3のみを含浸させた不飽和ポリエステル樹脂からなる基層1bを白色に着色されたものとすれば、表層1a内の蓄光顔料2は、光が白色層に反射され、残光輝度も明るく見えて、見栄えもよい。
(もっと読む)
プリプレグシートの自動積層装置
【課題】 強化繊維に予め樹脂が含浸されたプリプレグシートを複数層積層してFRP積層体を製造する際に、装置を大型にする必要もなく、しかも自動的に任意の層数自動的に積層することが可能なプリプレグシートの自動積層装置を提供することである。
【解決手段】 プリプレグシートを、基材の上に所定の押圧力を付加しながら予め定められる所定の層数連続的に往復しながら積層する構成とした。
(もっと読む)
エポキシ樹脂組成物およびプリプレグならびにこれを用いた炭素繊維強化複合材料製管状体
【課題】フィーリングに優れた釣竿、ゴルフ用シャフトを与え、同時に良好な力学特性を備えたマトリックス樹脂となる炭素繊維強化複合材料用エポキシ樹脂組成物、およびこれを用いたプリプレグ、さらにこれを用いて得られる各種特性に優れた炭素繊維強化複合材料製管状体を提供すること。
【解決手段】エポキシ樹脂および硬化剤を含むエポキシ樹脂組成物であって、100℃〜140℃で硬化させたときのガラス転移温度Tgが100℃以上であり、100℃で2時間硬化させた樹脂硬化物の曲げ弾性率E(100℃)と、140℃で2時間硬化させた樹脂硬化物の曲げ弾性率E(140℃)が下記式(1)を満たすことを特徴とするエポキシ樹脂組成物。
E(100℃)−E(140℃)≧0.3[GPa] ・・・(1)
(もっと読む)
水門の扉体のFRP製スキンプレート、FRP製桁材、FRP製ガセットプレート、FRP製ゴム押え板、FRP製水位調節用角落し板、FRP製扉体、水門のFRP製戸当り
【課題】 ハンドレイアップ法において、成形圧力・成形温度を高めるとともに成形速度を速めることで、FRP成形体強度の向上と成形時間の短縮を図ること。
【解決手段】 型を準備して(S1〜S4)ハンドレイアップ法の工程を実施する。ガラスクロスを型内に敷いて(S5)不飽和ポリエステル樹脂・硬化剤・硬化促進剤を流し込み、作業者が塗布ロールで表面をならし(S6)、ガラスマットを積層体の上に敷いて(S7)不飽和ポリエステル樹脂及び硬化促進剤を流し込み、作業者が塗布ロールで表面をならす積層を約5分で行い(S8)、積層体が所定の厚さになるまで繰り返し約1時間で完了する。積層体の上に電気ヒータを備えたプレス機を置いて、約140℃に加熱しながらプレス機によって約0.7kgf/cm2で加圧する(S9)。積層体の内部の空気が押し出されて密な構造となり、高温で加熱されることによってより強度の高いFRP成形体となる。
(もっと読む)
721 - 740 / 816
[ Back to top ]