
Fターム[4F205HB01]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形区分 (1,127) | 一定長物品(不連続物品)の製造方法 (816)
Fターム[4F205HB01]に分類される特許
761 - 780 / 816
航空宇宙応用分野のテープ材料を敷設するための装置
複数ヘッドテープ配置システム(100)は、いくつかのテープヘッド(102)を含む。各テープヘッドは、複合材料をマンドレルに搬送するための、ガイドシュート(116)および転圧ローラ(136)を含む。裏当ては転圧ローラに達する前に複合テープ材料から除去される。各テープヘッドはまた、裏当てが除去された後に、かつ材料が転圧ローラに達する前に、複合テープ材料を切断するように配置される、材料カッタ(138)を含む。材料カッタは、凸状の切断面を備えた湾曲したブレード(152)と、平坦なブレードが水平方向に揺動運動しながら湾曲したブレードを垂直に上下に通過するにつれ平坦なブレードの切断ブレードに沿って湾曲したブレードと多くても2つの接点で接触する平坦なブレード(156)とを含む。湾曲したブレードおよび平坦なブレードは、複合テープ材料を横に心ずれさせずに、複合テープ材料を2つの対向する方向に同時に切断する。 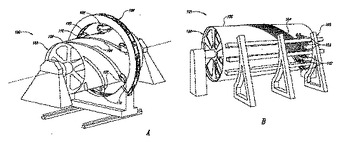 (もっと読む)
(もっと読む)
二方向及び多軸ファブリック並びにファブリック複合体
二方向及び多軸ファブリック、ファブリック複合体、これらの防弾性アセンブリ、並びにこれらを製造する方法。ファブリックは、一方が他方の上にあり、平行な平面内にあり、与えられた平面内のヤーンの方向は隣接する平面内のヤーンの方向に対してある角度で回転している強力で実質的に平行な一方向ヤーンの組;並びに強力なヤーンが介在し、より低い強度及びより高い伸びを有するヤーンの1つ以上の組を含む。
本発明のファブリックは、通常の織布及び編物と比較して優れた弾道有効性を提供するが、従来の織機及び編機上での製造しやすさを保持する。 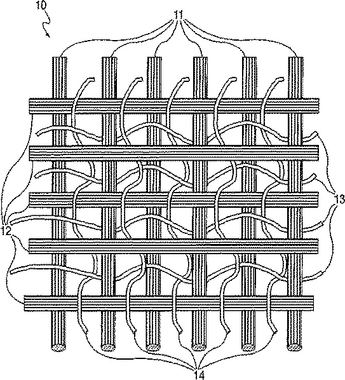 (もっと読む)
(もっと読む)
圧力容器及び水素貯蔵タンク並びに圧力容器の製造方法
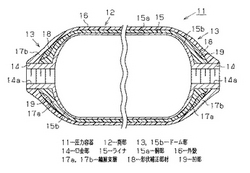
【課題】ドーム部に巻き付けられる繊維束が口金部を通るように配列しても、口金部近傍から肩部にかけて圧力容器の軸方向の強度を高めるのにあまり寄与しない繊維を少なくできるとともに、同じ耐圧性を確保するのに必要な繊維量を減らすことができる圧力容器を提供する。
【解決手段】圧力容器11は、筒部12の両端にドーム部13を有する形状に形成され、ドーム部13の中心に口金部14備えている。圧力容器11は、ガスバリア性を有する円筒状の胴部15aの両端にドーム部15bを有するとともにドーム部15bの中心に口金部14を備えたライナ15と、その外側に樹脂含浸繊維束を巻き付けて硬化することにより形成された外殻16とを備えている。ドーム部13には内側に巻き付けられた繊維束層17aを覆う形状補正部材18が設けられ、形状補正部材18の外側にも繊維束層17bが形成されている。
(もっと読む)
FRP成形体からなる手摺部品または手摺及びその製造方法

【課題】 加圧式ハンドレイアップ法による低コストで耐候性が高く高強度で軽く運搬・施工が容易で耐用年数も長いFRP成形体からなる手摺とその製造方法を提供すること。
【解決手段】 エルボー管2より一回り小さいPVCパイプから芯材2Aを作製し、ガラス繊維クロス2aを巻き、その上から(硬化剤及び硬化促進剤入り)熱硬化性樹脂2bを全面に塗布し、成形体2Cが所定の太さになるまで繰り返す。上型10Aと下型10Bからなる鋼鉄製の圧縮型10の内面に離型剤を塗布した後、ゲルコート剤を塗布して加熱硬化させておき、成形体2Cを下型10B内に押し込んで上型10Aを被せて、全ての突出部12A,12Bをボルト13・ナット14で止め、成形体2Cの全体を均一に圧縮して積層体2Bを硬化させた後、圧縮型10から完成したエルボー管2を取外す。チーズ管、直管も同様に製造し、これらを組み合わせてFRP成形体からなる手摺が製造される。
(もっと読む)
大型成形品生産型
【課題】多種類の周辺型を用意しておけば、共通型に対して周辺型だけを交換着脱することによりFRPのハンドレイアップ成形による多種類の大型成形品の成形に対応でき、型にかかるコストを低減できると共に型の保管に場所を取らない大型成形品生産型を提供する。
【解決手段】主要部4aと主要部4aの周辺に設けた周辺部4bとを一体に有し、主要部4aが共通形状で周辺部4bが異形状である多品種の大型成形品1をFRPのハンドレイアップで成形する生産型1である。そして大型成形品4の主要部4aに相当する部分を成形する共通型1aと周辺部4bに相当する部分を成形する多品種の周辺型1bを有し、共通型1aに周辺型1bを交換着脱自在に取り付ける。
(もっと読む)
希土類元素触媒を使用する高温での大環状ポリエステルオリゴマーの重合
ランタニド希土類元素またはイットリウムを含有する化合物は、大環状ポリエステルオリゴマーの重合のための有効な触媒である。この触媒は高温で安定であり、そして重合は迅速であり、高いモノマー変換率、高分子量および機械的に良好な材料がもたらされる。 (もっと読む)
プロペラシャフト
【課題】捩り強度や危険回転数といった基本的要求を満足しつつ、衝突時におけるボディの破壊にあわせてプロペラシャフトの破壊を確実に進行させることができ、ボティによるエネルギー吸収効果を十分に発現させることができるプロペラシャフトを提供する。
【解決手段】FRP製の円筒状本体と、該本体の端部に接合して設けた継ぎ手とを有し、上記本体は該本体の全長にわたって延在する主層と、上記本体の端部において上記主層と一体に設けた部分層を含むプロぺラシャフトにおいて、上記主層と部分層との軸方向の層間の剥離強度が、5MPa以上30MPa以下であることを特徴とするプロペラシャフト。
(もっと読む)
橋の踏み板または操作台の踏み板及びその製造方法
【課題】 FRP成形体からなる踏み板にサンドブラスト処理に使用して廃材となった研磨材等を応用して、廃材の再利用と滑り難さを有する踏み板表面の形成を図ること。
【解決手段】 予め加熱・加圧式ハンドレイアップ法によって踏み板2の寸法を有するHBRP成形体2Aを製造しておき、踏み板2の表面になる側の表層2Cを側面から切れ目を入れて剥がし、四方の側面を動かないように強く挟んで、剥がした部分2Cをクレーンやチェーンブロックの先端でクランプして機械の力で持ち上げることによって、表面層を全面に亘って剥離させる。次に、表面層が剥離されたHBRP成形体2Bの上に硬化剤・硬化促進剤入り常温硬化性樹脂20を塗布して、角が取れた砂粒21を全面に撒いて敷き詰めて、常温硬化性樹脂20を常温硬化させる。最後にエアーガンで付着しなかった砂粒21を吹き飛ばして除去する。必要に応じて、所定回数繰り返して踏み板2が完成する。
(もっと読む)
金属アミドおよび金属アルコキシド触媒を使用する大環状ポリエステルオリゴマーの重合
金属アミドおよび金属アルコキシド種が、大環状ポリエステルオリゴマーの開環重合を触媒することが見出された。この触媒によって迅速な重合、高いモノマー変換率、高分子量および機械的に良好な材料がもたらされる。 (もっと読む)
自動で繊維をレイアップするシステムおよび方法
装置は、樹脂を含浸させた繊維を基板に貼り付けるために、材料の層と、第1の縁部とを有する表面を含む。この表面は、基板を基準として、かつ、基板に沿うように移動する。材料の層は、樹脂と共に使用するのに適合したものである。第1の縁部は、繊維に対する装置の移動を基準として表面の前部に配設される。第1の縁部は、当該第1の縁部の中央部が当該第1の縁部の1対の側方部の相対的に前方に存在する状態で湾曲する。 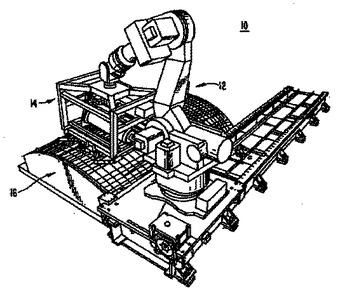 (もっと読む)
(もっと読む)
繊維強化された熱可塑性プラスチックの製造方法及び繊維強化された熱可塑性プラスチック
繊維強化された熱可塑性プラスチックの製造方法であって、未硬化の熱硬化性樹脂と強化繊維とを混合して、混合体を得る混合工程と、前記混合体中で前記熱硬化性樹脂の重合反応を生じさせて、前記熱硬化性樹脂が高分子量化してなる熱可塑性プラスチックを形成させる反応工程と、を含むことを特徴とする方法。 (もっと読む)
複合材料
【課題】複合材料、特に、繊維強化ポリマー(FRP)複合材を提供する。
【解決手段】繊維強化ポリマー(FRP)複合材構造体は、炭素繊維又は他の高級繊維(1、3)及び形状記憶合金(SMA)のワイヤ(2、4)の列を収容した織りプリフォームを組み込んでいる。SMAワイヤは、FRP複合材の従来の成分よりも遥かに大きな量の歪エネルギを吸収する機能を有し、従って、構造体の衝撃耐性を強化する。この織られた形態は、取り扱い及び性能に関して最適な方法でSMAを構造体に組み込むものである。
(もっと読む)
複合材製インサートおよびその製造方法、ならびにそのようなインサートを備えるサンドイッチ構造の作製方法
【課題】本発明は、補強インサートならびにその製造方法に関する。
【解決手段】このインサートは、ファイバ区間(15、16)を形成するように層(10〜14)を通過する一体化ファイバによって互いに一体化されたファイバの重なった層(10〜14)を備え、これらの区間(15、16)のうちの少なくともいくつかが直線である。これらのファイバ区間(15、16)および層(10〜14)は硬化樹脂(17)中に埋め込まれる。さらに、インサートを構成するファイバの総密度がインサートの体積の50%〜60%であり、ファイバ区間はインサートの体積の3%〜10%を占める。本発明は、少なくとも1つのそのようなインサートを備えるサンドイッチ構造の作製方法にも関する。
(もっと読む)
複合テープの敷設方法
複合部材および複合部材を形成するための関連する方法を提供する。複合部材が複数の細長いテープ(12)から形成される。各テープが複数の自然な経路セグメント(72a、72g)によって画定される経路(70)に沿って配置され、自然な経路セグメントのそれぞれは隣接セグメントに対して非自然なオフセット角(76)を画定する。 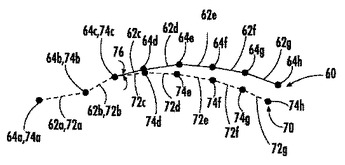 (もっと読む)
(もっと読む)
圧力容器およびその製造方法
容器本体(2)の表面に、樹脂を含浸させた強化繊維である強化繊維樹脂(3)からなる繊維強化樹脂層(4)を形成した圧力容器(1)であって、繊維強化樹脂層(4)を硬化させた後、容器本体(2)と繊維強化樹脂層(4)にプレストレスをかけるために、容器表面の周方向の歪が0.7%以上0.9%以下となるように内圧をかけて容器本体(2)を塑性変形(自緊処理)させ、破壊圧力が充填圧力の2.2〜2.8倍となる充填圧力で高圧ガスを貯蔵する圧力容器(1)である。該圧力容器(1)は、疲労特性と破裂特性に優れ、かつ軽量なものとなるので、高圧ガス用の貯蔵容器等に好適に用いられる。 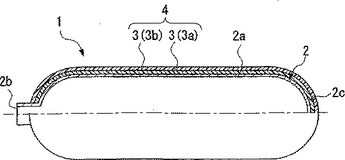 (もっと読む)
(もっと読む)
繊維強化樹脂製ローラおよびその製造方法
【課題】 本発明は、低慣性モーメントを有するローラおよびその製造方法を提供することを目的とする。
【解決手段】 樹脂含有量が50重量%未満の繊維強化プラスチックからなる内層と、樹脂含有量が50〜95重量%の繊維強化プラスチックからなる外層とを有するFRP管体の表面に無電解メッキを施してローラを形成する。
(もっと読む)
耐圧容器製造方法及び繊維束巻付装置
【課題】 円筒の両端にドーム部が連設されたライナに繊維束を巻き付けることにより、強化した耐圧容器を製造する耐圧容器製造方法において、繊維束の巻き付け時にライナに作用する荷重を大幅に低減することによりライナの破損を防止する。また、この耐圧容器製造方法の実施に使用される繊維束巻付装置を提供する。
【解決手段】 ライナ10に繊維束20を巻き付ける際に、ライナ10の周囲を回転する第1可動レール3に第1ボビン群を配置し、第1可動レール3に隣接してライナ10の周囲を回転する第2可動レール4に第2ボビン群を配置し、ライナ10を軸方向に往復移動させながら、第1ボビン群と第2ボビン群とをライナ10の周囲で相互に反対方向に周回させる。
(もっと読む)
羽、羽の製造方法、およびその羽を備えた移動装置
【課題】 CFRP等の質量が小さくかつ剛性が高い繊維複合材料を用いながら、所望の剛性分布が得られるような設計の自由度が高い構造からなる羽およびその製造方法を提供する。
【解決手段】 羽面部3は、繊維軸が第1の方向に延びる第1のCFRP層、第1の方向に対して60度ずれた第2の方向に繊維軸が延びる第2のCFRP層、および、第2の方向に対して60度ずれた第3の方向に繊維軸が延びる第3のCFRP層の積層構造からなる。第1のCFRP層においては、第1方向に沿って延びる複数の細長板状部7が互いに間隔をおいて並んでいる。第2のCFRP層においては、第2方向に沿って延びる複数の細長板状部8が互いに間隔をおいて並んでいる。第3のCFRP層においては、第3方向に沿って延びる複数の細長板状部9が互いに間隔をおいて並んでいる。
(もっと読む)
炭素繊維強化プラスチック成形体およびその製造方法
【課題】 炭素繊維の体積分率が低い炭素繊維強化プラスチック成形体、および、その製造方法を提供する。
【解決手段】 単繊維6000〜48000本で束ねられてなる炭素繊維束11が撚られ、螺旋状を呈する螺旋炭素繊維束13が所定に配列し、螺旋炭素繊維束13間に合成樹脂が硬化してなるマトリックスを含んでなる炭素繊維強化プラスチック成形体であって、螺旋炭素繊維束13は5〜30回/mのピッチであり、炭素繊維の体積分率は5〜50%である炭素繊維強化プラスチック成形体。
(もっと読む)
繊維強化複合材環状構造体の製造方法、及びその構造体からなる航空機胴体用環状フレーム
【課題】 ウェブ部及びフランジ部の各々に応じた剛性を有する繊維強化複合材環状構造体を、比較的短時間で、低廉に製造できる方法及びその構造体からなる航空機胴体用環状フレームを提供する。
【解決手段】 (a) 強化繊維により、平板環状のウェブ部21と上記ウェブ部21に対してほぼ垂直なフランジ部22とを有する環状の基本プリフォーム2を成形し、(b) 上記環状基本プリフォーム2のウェブ部21に、強化繊維からなる平板環状の補強プリフォーム3を接合するとともに、(c) 上記環状基本プリフォーム2のフランジ部22に、強化繊維からなる円筒状の補強プリフォーム4を接合することにより、一体構造を有する環状繊維プリフォーム1を成形し、得られた環状繊維プリフォーム1にマトリックス樹脂を含浸させ、硬化させる方法。
(もっと読む)
761 - 780 / 816
[ Back to top ]