
Fターム[4F205HB01]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形区分 (1,127) | 一定長物品(不連続物品)の製造方法 (816)
Fターム[4F205HB01]に分類される特許
741 - 760 / 816
炭素繊維強化プラスチック製管状体及びその製造方法
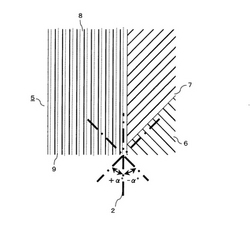
【課題】 特に斜め方向に炭素繊維糸を配列したプリプレグを巻回積層して管状体を成形する場合において、従来よりも裁断作業量・材料ロスを軽減し、簡便で正確な角度設定を可能とする、炭素繊維強化プラスチック製管状体及びその製造方法の提供。
【解決手段】 複数の炭素繊維強化プラスチック層を積層してなる管状体であって、管状体軸方向に対して+α°、−α°、及び0°の配向角度で引き揃えた炭素繊維糸を、それぞれ上下に交錯させることなく積層して形成した多層積層プリプレグを含んで構成する。
(もっと読む)
繊維強化圧力容器

【課題】
肩部の耐衝撃性を向上させ、かつボス部に口金を介して装着されるバルブやプラグ等を保護する機能を有した繊維強化圧力容器を提供する。
【解決手段】
胴体部1a、その両端に連続するドーム部1b、およびドーム部1bの先端に連続するボス部1cからなるとともにガスバリア性を有する圧力容器本体1と、圧力容器本体1の外側を覆う繊維強化プラスチック層5とにより構成される繊維強化圧力容器10であって、繊維強化プラスチック層5は、胴体部1aをその形状に沿って直接被覆するとともに、ドーム部1b、ボス部1c、およびボス部1cに口金2を介して装着されるバルブ3および/またはプラグ4を、胴体部1aとドーム部1bとの境界部から両端に向かって先細りしつつ空間6、7をあけて被覆しており、先細りの部分5b、5cにおける断面積の変化率は、ドーム部1bにおける断面積変化率よりも小さいことを特徴とする。
(もっと読む)
FRP成形体の成形方法及びFRP製品並びに角落しを含む水路・河川・湖沼・海岸用FRP製品またはそのFRP製部品、並びにFRP製歩道橋またはそのFRP製部品、及び管理橋または歩道橋のFRP製踏み板
【課題】ハンドレイアップ法において、成形圧力・成形温度を高めるとともに成形速度を速めることで、FRP成形体強度の向上と成形時間の短縮を図ること。
【解決手段】型を準備して(S1〜S4)ハンドレイアップ法の工程を実施する。ガラスクロスを型内に敷いて(S5)不飽和ポリエステル樹脂・硬化剤・硬化促進剤を流し込み、作業者が塗布ロールで表面をならし(S6)、ガラスマットを積層体の上に敷いて(S7)不飽和ポリエステル樹脂及び硬化促進剤を流し込み、作業者が塗布ロールで表面をならす積層を約5分で行い(S8)、積層体が所定の厚さになるまで繰り返し約1時間で完了する。積層体の上に電気ヒータを備えたプレス機を置いて、約140℃に加熱しながらプレス機によって約0.7kgf/cm2で加圧する(S9)。積層体の内部の空気が押し出されて密な構造となり、高温で加熱されることによってより強度の高いFRP成形体となる。
(もっと読む)
水門の扉体のFRP製スキンプレート、FRP製桁材、FRP製ガセットプレート、FRP製ゴム押え板、FRP製水位調節用角落し板、FRP製扉体、水門のFRP製戸当り
【課題】 ハンドレイアップ法において、成形圧力・成形温度を高めるとともに成形速度を速めることで、FRP成形体強度の向上と成形時間の短縮を図ること。
【解決手段】 型を準備して(S1〜S4)ハンドレイアップ法の工程を実施する。ガラスクロスを型内に敷いて(S5)不飽和ポリエステル樹脂・硬化剤・硬化促進剤を流し込み、作業者が塗布ロールで表面をならし(S6)、ガラスマットを積層体の上に敷いて(S7)不飽和ポリエステル樹脂及び硬化促進剤を流し込み、作業者が塗布ロールで表面をならす積層を約5分で行い(S8)、積層体が所定の厚さになるまで繰り返し約1時間で完了する。積層体の上に電気ヒータを備えたプレス機を置いて、約140℃に加熱しながらプレス機によって約0.7kgf/cm2で加圧する(S9)。積層体の内部の空気が押し出されて密な構造となり、高温で加熱されることによってより強度の高いFRP成形体となる。
(もっと読む)
プリフォームの製造方法、繊維強化複合材料の製造方法、プリフォーム及びこれを用いた繊維強化複合材料
【課題】三次元形状のプリフォームにおいて、基材の目開きや薄層化を防止し、部分的に強度が低下しない、生産効率の高い製造方法を提供する。
【解決手段】表面が平坦な二次元形状と表面に凹凸を有する三次元形状とを含む所定の立体形状に繊維基材を賦形する場合、連続繊維基材を二次元形状に賦形して凸状部プリフォーム3を得て、短繊維基材を三次元形状に賦形して平坦部プリフォーム4を得て、凸状部プリフォーム3と平坦部プリフォーム4とを接合させる。
(もっと読む)
管状体
【課題】この発明は、応力集中の軽減化を図ったうえで、クラック発生の防止を図り得ようにして、巻回作業性の向上を図ることにある。
【解決手段】少なくとも交差する一方を強化繊維で形成した強化部Sと、この強化部Sの側部の少なくとも一方側に沿って配される緩衝部Pとを備えた繊維束31a、31bを織り込んだプリプレグシートを巻回してなる補強層30を積層して管状体20を形成するように構成した。
(もっと読む)
エンボス加工プリプレグとその製造方法、化粧板
【課題】 従来の化粧板としての基本的特性を損なうことなく、簡易な方法で、加熱加圧成形後の化粧板の反りを低減した化粧板に用いられるエンボス加工プリプレグとその製造方法、ならびに、このエンボス加工プリプレグを用いた化粧板を提供する。
【解決手段】 化粧板を成形するために用いられるプリプレグであって、基材に熱硬化性樹脂組成物を担持させてなる樹脂担持基材の厚み方向にエンボス加工を施してなることを特徴とするエンボス加工プリプレグと、このエンボス加工プリプレグの製造方法であって、(a)基材に熱硬化性樹脂組成物を担持させ、樹脂担持基材を製造する工程と、(b)上記樹脂担持基材の厚み方向に、エンボス加工を施す工程と、を有することを特徴とする、エンボス加工プリプレグの製造方法。
(もっと読む)
FRP用インサート
【課題】 FRP積層品の所定部位に複数のインサート部材を容易かつ高精度に配置して埋設することができ、しかも、FRP積層品の成形時の加圧環境下においても不用意に潰れることがなく、また、FRP積層品の成形時における本来の熱硬化を妨げることのないFRP用インサートを提供する
【解決手段】 CFRP積層品を成形する際にその所定部位のCFRP層の層間に設置されて埋設されるFRP用インサート1は、コア材3によってインサート部材2B,2Cが設置面1Aに沿う方向の所定位置に相互に位置決めされて保持されているため、インサート部材2B,2CがCFRP積層品の所定位置に容易かつ高精度に配置されて埋設される。FRP用インサート1は耐圧強度の高いCFRP被覆層4で覆われているため、CFRP積層品の成形時の加圧環境下で不用意に潰れることがなく、また、CFRP被覆層4が内部の湿気の放出を遮断するため、CFRP積層品の成形時における本来の熱硬化を妨げることがない。
(もっと読む)
湾曲片の成形品に裏当てする方法と工具
本発明は、湾曲片のための成形品にライニングを取り付ける方法と工具に関するものである。前記方法は、数回の連続的なパスにより成形品3に幅A2のライニング15を、圧力を加えながら取り付ける段階を含み、それによりライニングが湾曲片の曲率に適合させられる。この適合がライニング5の幅A2の場合に最小回数のパスで達成できる。工具は、ライニング15を供給するドラム25と、各パスの開始時に成形品3にライニング端部を取り付ける手段と、ライニング全幅にわたり一様にライニングを加圧する円錐形のローラ25と、湾曲片を境界付ける曲線5,7と平行に成形品3に配置された側部案内27,28を介して工具を移動させる手段26,29とを含んでいる。  (もっと読む)
(もっと読む)
FRP筒体およびその製造方法
【課題】
フィラメントワインディングにより製造されたプロペラシャフト用FRP筒体において、補強層部と本体筒部の間のテーパー形状の部分へのボイドを発生防止し、設計どおりの捩り強度を発現する層構成とその製法を提供する。
【解決手段】
構成要素(A)周方向巻層からなる少なくとも一箇所のテーパー部を有する部分補強部、構成要素(B)螺旋巻層を含み筒軸方向に全長に渡って延在する本体筒部、を含み、最表層に、構成要素(C)周方向巻層からなる筒軸方向に全長に渡って延在する表面保護部、を有するFRP筒体であって、少なくとも構成要素(A)のテーパー部の外周上では、構成要素(C)中の材料のバンド幅Lと隣り合うバンドとの幅方向の重なりPの関係が、L/P=1.5〜4.0であることを特徴とするFRP筒体。
(もっと読む)
電気特性変更可能な繊維強化プラスチック板及びその繊維強化プラスチック板の製造方法
【課題】繊維強化プラスチック板の製造後にも電気特性を任意に設定出来る電気特性変更可能な繊維強化プラスチック板及びその繊維強化プラスチック板の製造方法を提供する。【解決手段】電気特性変更可能な繊維強化プラスチック板1は、ガラス繊維,芳香族ポリアミド繊維等の補強繊維布に熱可塑性樹脂材料を含浸させた繊維強化プラスチック板1の内部に内径(0.7mm), 外径(0.85mm)から成る微細な中空ファイバー2を複数本並列に埋設して一体的に形成してある。中空ファイバー2の中空部2aには、中空ファイバー2の端末部から電気特性変更可能な繊維(例えば、アルミ繊維)や、電気特性を有する液体(例えば、磁性流体)を注入して電気特性を変更可能にするものである。このような繊維強化プラスチック板1を製造する場合には、補強繊維布に樹脂材料を含浸させた繊維強化シート1aに微細な中空ファイバー2を複数本並列に配設して複数枚形成し、この繊維強化シート1aを所定枚数積層させた後、加熱硬化することにより一体的に成形する。 (もっと読む)
プリフォーム及びプリフォームの製造装置及びその製造方法
【課題】 樹脂が含浸されていない強化繊維を積層してプリフォームを成形する際に、形崩れせずに成形可能とし、樹脂を含浸させてFRP成形品とする際にも、強化繊維と樹脂の量の割合を正確に揃えることのできるプリフォーム及びプリフォームの製造装置及びその製造方法を提供することである。
【解決手段】 熱可塑繊維を巻回配列する配列装置2を配設して、ブレイディング製法により複数層積層される強化繊維の組成層の上に熱可塑繊維YAを巻回し、前記強化繊維(糸条Y)と前記熱可塑繊維YAとを交互に積層した後で、前記熱可塑繊維YAを加熱溶融して前記強化繊維(糸条Y)の複数の組成層を固着する構成とした。
(もっと読む)
被覆層構造体の施工方法及び被覆層構造体
【課題】 FRP防水・防食の現場施工において、作業効率を効果的に改善させることができ、且つ施工中の臭気をも低減できる施工方法を提供する。
【解決手段】 FRP層fを含む被覆層構造体である防水層1を現場施工する施工方法である。この施工方法は、樹脂が液状未硬化である間にFRP層fの表面を透明性を有するフィルム状部材2で覆うとともに加圧及び脱泡して平滑化し、前記樹脂が硬化した後にフィルム状部材2を除去する工程を含む。
(もっと読む)
FRP製グレーチングの成形方法
【課題】側面が鉛直方向に対して傾斜している構成部材を有する繊維強化合成樹脂製の格子状体の新規の製造方法の提供。
【解決手段】底板41上に2つ以上の駒5が縦方向および/または横方向に配列するように突出して形成された型4に硬化性樹脂を充填し、連続繊維を前記駒の配列方向に延在させて、前記型の端部に位置する駒で前記連続繊維をコの字状に折り返して反対方向に延在させることを繰り返すことにより、前記連続繊維を前記型上に格子形状に配置して、前記連続繊維を硬化性樹脂に含浸させて、その後、前記硬化性樹脂を硬化させて、繊維強化合成樹脂製の格子状体を製造する方法。
(もっと読む)
繊維補強コードの芯材ピッチ可変装置、繊維補強ゴムホースの製造装置、台形繊維補強コード、及び繊維補強ゴムホース
【課題】繊維補強コードにおける芯材ピッチが並列方向においては極力均一化された状態で可変できるよう、改善された繊維補強コードの芯材ピッチ可変装置を提供する。
【解決手段】複数の芯材3をゴム4で被覆した広幅ベルト状の繊維補強コード5の作成装置Cの直後に配置される入口部6と、ロール外周面に正突条螺旋1と逆突条螺旋2とが隣り合わせ形成されたピッチ可変ロールRと、繊維補強コード5をピッチ可変ロールRに巻付けて摺動させて出口部7に搬送する取回し機構8と、繊維補強コード5のピッチ可変ロールRへの巻付角度を変更調節自在な巻付角変更手段9とを有し、巻付角度を繊維補強コード5の搬送距離に従属させて変更させる制御手段10が装備される繊維補強コードの芯材ピッチ可変装置。
(もっと読む)
フィラメントワインディング装置、フィラメントワインディング方法及びボビン
【課題】ボビンとローラーとの間に張られるフィラメントの撓みを抑制し、フィラメントの張力を適切に維持する。
【解決手段】ボビン20を回転させることによってフィラメント12を連続的に供給し、被巻き付け部材を支持して回転させながら、連続供給されるフィラメント12を巻き付けるフィラメントワインディング装置において、ボビン20の形状をボビン20とローラー24との間に張られるフィラメントの長さの時間的な変化率が連続となる形状とする。
(もっと読む)
繊維補強コードの芯材ピッチ可変方法、繊維補強ゴムホースの製造方法
【課題】繊維補強コードにおける芯材ピッチが並列方向においては極力均一化された状態で可変できるよう、改善された繊維補強コードの芯材ピッチ可変方法を提供する。
【解決手段】繊維補強コードの芯材ピッチ可変方法において、ロール部材rの外周面に右雄ネジ状の正突条螺旋1と左雄ネジ状の逆突条螺旋2とが隣り合わせに形成されたピッチ可変ロールRを用意し、並列配置された複数の芯材3をゴム4で被覆して成る広幅ベルト状の繊維補強コード5を、加熱された状態でピッチ可変ロールRに巻付けて相対摺動させて搬送するとともに、ピッチ可変ロールRへの巻付角度を繊維補強コード5の搬送距離に従属させて制御する。
(もっと読む)
繊維強化積層体
【課題】強度のバラツキの小さい、安定した品質の繊維強化積層体を提供すること。
【解決手段】強化繊維に合成樹脂を含浸した複数の繊維強化プリプレグを巻回して形成した繊維強化積層体であって、前記複数の繊維強化プリプレグの少なくとも1つに含まれる合成樹脂に、0.1μm以下の直径を有する球殻構造物質を混入したことを特徴とする。
(もっと読む)
プラスティック中空体、特にプラスティックパイプ
本発明は、特にプラスティックパイプのようなプラスティック製中空体に関し、この中空体の壁部は、互いに結合された円筒状の層から構成され、少なくとも1つの層は、遠心成型工程において生産された熱硬化性材料からなる層であり、少なくとも1つの別の層は熱可塑性材料からなる層である。 (もっと読む)
強化繊維積層体、プリフォーム、FRP、強化繊維積層体の製造方法およびその製造装置
【課題】
一般の荷重分担部材として使用される厚物を含浸できるプリフォームと共に、該プリフォームを用いて成形し優れた力学的特性を発現するFRP、該プリフォームを製造する際の取扱性や賦形性を損なうことがなく優れた含浸性を持ち合わせたプリフォーム用強化繊維積層体を提供すること。また、該強化繊維積層体を安定して製造する方法、及び装置を提供すること。
【解決手段】
少なくとも強化繊維糸条によって形成された強化繊維基材を複数枚積層してなる強化繊維積層体であって、強化繊維積層体内の強化繊維基材層間に熱可塑性樹脂を主成分とする樹脂材料を有し、かつ、強化繊維積層体の厚み方向に複数枚の強化繊維基材を貫通する孔が形成され、形成された孔の周囲の層間が前記樹脂材料で厚み方向に複数枚一体化してなることを特徴とする。
(もっと読む)
741 - 760 / 816
[ Back to top ]