
Fターム[4F205HC02]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック成形用繊維補強材 (2,265) | 繊維補強材の状態 (969) | 一方向性の繊維(引き揃えたもの) (586)
Fターム[4F205HC02]に分類される特許
401 - 420 / 586
繊維強化プラスチック製支持バーの成形方法
【課題】
パーティングライン位置における外観も良好な支持バーを提供する。
【解決手段】
長さ1.5〜3.0m、長手方向に垂直な断面積50〜400mm2である第1の繊維強化プラスチックの表面に、融点が150〜300℃である有機繊維を強化材とした第2の繊維強化プラスチックを配すると共に、表面の有機繊維の少なくとも一部分を一旦融解したあと膜状に凝固させることを特徴とする繊維強化プラスチック製支持バーの成形方法。
(もっと読む)
炭素繊維強化プラスチック製部材
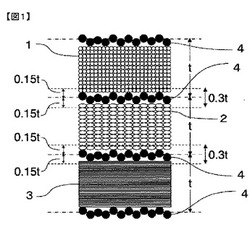
【課題】航空や宇宙航空の航空機主翼または尾翼ボックス構造用の構造部材として用いられる衝撃後圧縮強度と損傷視認性を両立させる炭素繊維強化プラスチック製部材を提供する。
【解決手段】少なくとも2種の一方向材[A]、[B]が積層されてなる航空機主翼または尾翼ボックス構造用の炭素繊維強化プラスチック製部材であって、前記[B]がボックス構造の内面に積層され、かつ[B]のGIIcが[A]のGIIcの110%〜200%の範囲内であるか、または[B]の引張強度が[A]の引張強度の50%〜95%の範囲内であることを特徴とする炭素繊維強化プラスチック製部材。
(もっと読む)
ゴルフクラブ用シャフトの製造方法およびゴルフクラブ用シャフト

【課題】炉落ち現象によるシャフトの品質劣化と、研磨工程における不良品の問題を解消できるゴルフクラブ用シャフトの製造方法を提供する。
【解決手段】プリプレグをマンドレル2の少なくとも一端が露出するようにマンドレルに巻きつけて積層し、プリプレグ積層体100を得る。次いで、ガラスクロスプリプレグをプリプレグ積層体及びマンドレルの露出した部分にかかるように円周方向に巻きつけて補強部3を形成する。次いで、加熱して、マンドレル上に補強部付きゴルフクラブ用シャフトを得る。次いで、ゴルフクラブ用シャフトからマンドレルを引き抜き、次いで、ゴルフクラブ用シャフトの太径側端部に補強部が5〜30mm残るように、補強部付きゴルフクラブ用シャフトの太径側端部を切断して、ゴルフクラブ用シャフトを得る。
(もっと読む)
ゴルフクラブ用シャフトの製造方法
【課題】本発明は、傷をつけることなく、ゴルフクラブ用シャフトからマンドレルを引き抜くことができるゴルフクラブ用シャフトの製造方法を目的とする。
【解決手段】本発明は、以下の(1)〜(6)を行うゴルフクラブ用シャフトの製造方法である。(1)プリプレグをマンドレルの太径側端部が露出するようにマンドレルに巻きつけて積層してプリプレグ積層体を得る、(2)プリプレグ積層体の末端部とマンドレルにテープ状プリプレグを巻きつけて補強部3を形成する、(3)加熱硬化して、マンドレル上に補強部3の付いたシャフトを得る、(4)マンドレルの太径側端部を通すが補強部3を通さない穴を設けた部材4を、マンドレルの太径側端部から入れ、補強部3に装着する、(5)穴を設けた部材4を支持し、前記マンドレルをシャフト1から引き抜く、(6)補強部3を含むシャフト1の末端部分を切断する。
(もっと読む)
繊維強化樹脂製容器の製造方法および繊維強化樹脂製容器製造装置
【課題】繊維強化樹脂製容器の製造方法および繊維強化樹脂製容器製造装置において、寸法を過度に大きくすることなく、一部の層に十分な樹脂を含浸させた繊維強化樹脂製容器を得ることである。
【解決手段】カーボン繊維30に樹脂を含浸させることにより得た樹脂含浸繊維32をライナー12に巻き付けるためのライナー回転装置36と、ライナー回転装置36のライナー12を配置する部分の下側に設けて、樹脂を収容した樹脂補充槽22とを備える。樹脂補充槽22は、補充槽上下移動機構38により上下方向に移動可能とする。樹脂補充槽22の上下位置を、ライナー12に巻き付けた樹脂含浸繊維32の巻き層の数に応じて変えることにより、ライナー12に巻き付けた複数の樹脂含浸繊維32の巻き層の内径寄り部分に含浸させた樹脂量が、巻き層の他の部分の少なくとも一部に含浸させた樹脂量よりも多くなるようにする。
(もっと読む)
ゴルフクラブ用シャフトの製造方法
【課題】本発明は、傷をつけることなく、ゴルフクラブ用シャフトからマンドレルを引き抜くことができるシャフトの製造方法を目的とする。
【解決手段】本発明は、以下の(1)〜(4)を順に行うゴルフクラブ用シャフトの製造方法である。(1)プリプレグをマンドレルの太径側端部が露出するようにマンドレルに巻きつけて積層してプリプレグ積層体を得る、(2)得られたプリプレグ積層体の上に熱収縮性を有するテープ状フィルムをマンドレル端部からマンドレルが露出した太径側端部も含めて巻きつける、(3)加熱硬化して、マンドレル上に、テープ状フィルムのみが巻き回された部分を有する補強部の付いたシャフト1を得る、(4)マンドレルが露出した太径側端部の上に巻かれたフィルム10を把持し、前記マンドレル2をシャフト1から引き抜く。
(もっと読む)
繊維強化複合材料成形システム、繊維強化複合材料成形方法及び繊維強化複合材料
【課題】繊維強化複合材料システムにおいて、繊維強化複合材料の繊維体積含有率を、より精度よく制御することである。
【解決手段】繊維束14に樹脂を含浸して成形する繊維強化複合材料成形システム10であって、繊維束14に第1樹脂を含浸する樹脂含浸装置22と、第1樹脂が含浸された繊維束14に第2樹脂を被覆する樹脂被覆装置34とを備え、第2樹脂には、第1樹脂よりも樹脂粘度が高い樹脂を用いる。そして、第1樹脂と第2樹脂とには、熱硬化性樹脂を使用することが好ましい。
(もっと読む)
繊維束の樹脂含浸方法および繊維束樹脂含浸装置
【課題】繊維束の樹脂含浸方法および繊維束樹脂含浸装置において、繊維束により構成する繊維強化樹脂製品の製造コストを低減するとともに、ボイドの少ない高品質の繊維強化樹脂製品を実現することである。
【解決手段】カーボン繊維束18を巻き付けた繊維束ボビン20と、収容した液状または半液状のエポキシ樹脂42をヒータ36により加温し、繊維束ボビン20から送り出されたカーボン繊維束18にエポキシ樹脂42を含浸させる樹脂容器24とを備える。樹脂容器24は、2個の加圧ローラ40を互いに平行に回転可能に支持している。樹脂容器24内で、カーボン繊維束18を2個の加圧ローラ40間から加圧しながら引き出すことにより、カーボン繊維束18を開繊するのと同時にカーボン繊維束18にエポキシ樹脂42を含浸させることを可能とする。
(もっと読む)
繊維強化樹脂シートに貫通孔を形成する方法
【課題】繊維強化樹脂シートに繊維を孔部にて掻き分けた貫通孔を孔の周縁部が強固に補強され態様に形成する。
【解決手段】孔となる部分の繊維を孔の両側に掻き分けるとき、掻き分けの度合が所望の孔の大きさに合わせた最小限度より幾分大きくされても、繊維掻き分け後の応力集中による繊維強化樹脂シートの強度低下に大差はなく、それよりも繊維の掻き分け度を幾分大きくし、余裕部に新たに繊維強化された樹脂の層を付加する方が貫通孔の強度増大により有効であるとの認識に基づき、繊維強化樹脂シートの貫通孔用繊維掻き分けの余裕部に孔の周縁部強化に有効な環状構造体を組み込む。
(もっと読む)
引き抜き成形品の製造方法
【課題】高真円度を有し、反りねじれに優れ、安価で軽量のシャフト製品を製造することができる引き抜き成形品の製造方法を提供する。
【解決手段】複数本の繊維糸に熱硬化性樹脂組成物を含浸させ、金型を通過させながら硬化させる引き抜き成形により得られる引き抜き成形品の製造方法であって、繊維糸の各々の張力を、張力センサ7及び張力コントローラ8により5〜50Nに調整しながら、繊維糸を金型6に引き込んで金型内を通過させ、加熱硬化させる引き抜き成形品の製造方法。
(もっと読む)
繊維強化樹脂製容器の製造方法および繊維強化樹脂製容器製造装置
【課題】繊維強化樹脂製容器の製造方法および繊維強化樹脂製容器製造装置において、繊維強化樹脂製容器の寸法を過度に大きくすることなく繊維強化樹脂製容器の疲労耐久性能を高くすることである。
【解決手段】カーボン繊維24にエポキシ樹脂を含浸させ、樹脂含浸繊維26として供給するレジンバス28と、樹脂含浸繊維26を巻き付けるためライナー12を回転させるライナー回転装置とを備える。レジンバス28とライナー12との間に温度調節装置30を設ける。樹脂含浸繊維26の、ライナー12周囲の内層を構成する部分を、温度低下させた温度調節装置30に通過させることにより、冷却する。樹脂含浸繊維26の、ライナー12周囲の外層を構成する部分を、温度上昇させた温度調節装置30に通過させることにより、温度上昇させる。
(もっと読む)
高圧タンク製造方法
【課題】高圧タンクにおける省スペース化と疲労耐久性の向上を図る。
【解決手段】ライナをセットし(S10)、繊維束間に半硬化状態の熱硬化性樹脂が含浸されたプリプレグを用いて1〜10層に対するフィラメントワインディング成形を行う(S12)。続いて、液状の熱硬化性樹脂が含浸された繊維束を用いて11〜36層に対するフィラメントワインディング成形を行う(S14)。そして、加熱により熱硬化性樹脂を硬化させて高圧タンクを製造する(S16)。プリプレグでは熱硬化性樹脂の粘性が高く繊維間からの浸み出しが少ないため、内層における繊維密度の低下が防止される。
(もっと読む)
支持テープからプリプレグを分離する退避可能な分離装置を備えた複合材料レイアップヘッド
レイアップヘッド(20)は、支持テープ(12)に貼合されたプリプレグ(10)を収容し、プリプレグ(10)を付着工具(11)の上に付着する付着部(21)の直上流において設けられたセパレータ(23)を用いて、プリプレグはその支持テープから、剥離によって分離される。レイアップヘッド(20)は、セパレータ(23)の下流において、プリプレグ(10)を支持テープ(12)から分離させるための退避可能な分離手段(30)を備え、プリプレグ(10)がセパレータ(23)の直上流において分離されていくことを許容し、それにより、プリプレグ(10)は、前記分離手段(30)が動作しているときにはより早い段階で分離されることができる。 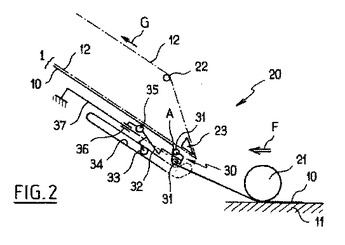 (もっと読む)
(もっと読む)
ゴム被覆コード部材の製造方法および装置
【課題】コード供給装置の切替え時に複数本のコードを均等に引っ張ることが容易にでき、作業を簡易化して作業労力を軽減し作業時間の短縮を図ることができるゴム被覆コード部材の製造方法および製造装置を供する。
【解決手段】 コード供給装置から引き出された複数本のコードを押出機のインシュレーションヘッド15に通し、突出した複数本のコード1を引き出して先端部分を割溝付きローラ30の割溝に係止し、押出機を稼動しながら割溝付きローラ30を回転して複数本のコード1にゴムを被覆し、ゴム被覆部の先端部分を切断し、切断した残りのゴム被覆コード部材2の先端を前回形成されたゴム被覆コード部材2の切断した後端に接合し、前回形成されたゴム被覆コード部材2の引き出しに従って押出機を稼動して複数本のコード2にゴムを連続的に被覆して1本のゴム被覆コード部材を製造するゴム被覆コード部材の製造方法。
(もっと読む)
特殊な繊維切断システムを有する繊維貼付ヘッド
本発明は、複合材料の部品を作成するために繊維を貼付けるヘッドに関する。上記ヘッドは、多数の繊維から形成される幅広のストリップを表面に貼付けるために、変位システムの端部に取付けることを目的としている。上記ヘッドは、ストリップの状態の繊維を貼付けるための貼付ローラー(R)と、貼付ローラーに繊維を案内するための案内手段(3)と、貼付ローラーの上流側の繊維を切断するように、作動システム(40)によって定位置および切断動作位置の間にて作動される刃を備える切断手段(4a、4B)とを有する。刃および関連する作動システム(40)は全て、繊維よりも貼付ローラー(R)側に配置されている。 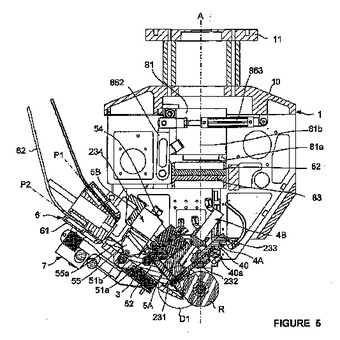 (もっと読む)
(もっと読む)
特殊な繊維切断および制止システムを有する繊維貼付ヘッド
本発明は、複合材料の部品を作成するために繊維を貼付けるヘッドに関する。上記ヘッドは、多数の繊維から形成される幅広のストリップを表面に貼付けるために、変位システムの端部に取付けることを目的としている。上記ヘッドは、貼付ローラー(R)と、貼付ローラーに繊維を案内するための案内手段(3)と、作動システムによって作動される、貼付ローラー(R)の上流側の繊維を切断するための刃(41)を備える切断手段と、切断されたばかりの繊維を制止するように作動システムによって作動される制止スタッド(43)を備える制止手段とを有する。制止スタッド(43)および刃(41)は、共通の作動システム(42)によって作動され、共通の作動システム(42)は、切断および制止される繊維毎に1つの刃および1つのスタッドを移動させて、繊維を切断および制止する。 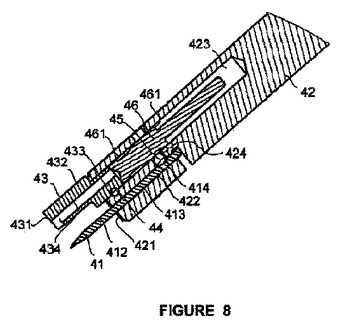 (もっと読む)
(もっと読む)
パネルの凹部に埋め込まれたパッドを有するストリンガを具備する複合構造体及び力の伝達方法
例えば航空機の翼または胴体の外板を形成し得る複合構造体は、パネル(20)と、パネル(20)の表面に結合された一連のストリンガ(21〜23)とを具備している。各ストリンガは、パネル(20)に垂直に延びるウェブ(24)と、パネルと共平面にある一対のフランジ(25,26)とを具備している。ウェブ(24)は、横の曲げ剛性及び軸方向剛性を次第に増加させること及び局部的応力集中を軽減することによって外板からストリンガへの荷重の伝達を促進するために、ラン・アウト(run-out)でテーパー付けされている。パッド(27)がストリンガ(22)の基部から下方へ突出して、ウェブ(24)及びフランジ(25,26)の端を越えて延びている。パッド(27)はパネルの凹部に埋め込まれている。凹部は、右側端壁(30)と左側端壁(31)とを有している。壁(30,31)はほぼ反対向きに配向されていて、ストリンガの長さにほぼ垂直にストリンガの幅を横切って延びている。端壁(30)はパッド(27)の右側端面(32)に係合し、端壁(31)はパッド(27)の左側端面(33)に係合する。 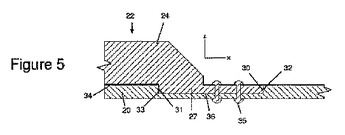 (もっと読む)
(もっと読む)
圧力容器及びその製造方法
【課題】繊維強化複合材で補強された圧力容器においてライナを透過した透過ガスによる悪影響を低減する。
【解決手段】ガスバリア性を有するライナ102と、ライナ102の外面を被覆する繊維強化複合材層30と、を有する圧力容器100であって、繊維強化複合材層30の厚さ方向に、繊維強化複合材層30の外表面からライナ102の外表面まで貫通する穿孔34を設ける。
(もっと読む)
強化領域及び非強化領域を有する物品を製作する方法
少なくとも1つの強化領域及び少なくとも1つの非強化領域を有する物品を製作する方法は、材料を準備するステップと、材料の一部分に対して強化剤を施工するステップと、材料を成形してプリフォームを製作するステップと、プリフォームに対して非強化樹脂を施工するステップと、非強化樹脂を施工したプリフォームを硬化させて、少なくとも1つの強化領域及び少なくとも1つの非強化領域を生成し、該強化領域が少なくとも約1.0MPa−m1/2の破壊靭性を有する強化樹脂を含むようにするステップとを含む。 (もっと読む)
繊維強化樹脂シートに貫通孔を形成する方法
【課題】繊維強化樹脂シートに繊維と樹脂を掻き分けて貫通孔を開けるとき、貫通孔の部分にて繊維強化樹脂シートがよりよく補強されるように貫通孔を形成する方法を提供する。
【解決手段】繊維強化樹脂シートの貫通孔24となる部分に存在する繊維および樹脂を周りに掻き分けることにより貫通孔24を形成し、掻き分けによって貫通孔24の両端の周りに生じた一対の繊維と樹脂の混合隆起部28を貫通孔24内に延在する張力部材30,32により相互に引き付けて保持する。
(もっと読む)
401 - 420 / 586
[ Back to top ]