
Fターム[4F205HC02]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック成形用繊維補強材 (2,265) | 繊維補強材の状態 (969) | 一方向性の繊維(引き揃えたもの) (586)
Fターム[4F205HC02]に分類される特許
421 - 440 / 586
繊維強化熱可塑性樹脂テープ製造装置及び繊維強化熱可塑性樹脂テープの製造方法
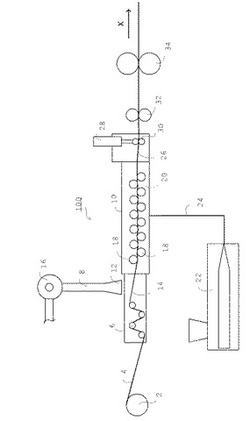
【課題】長繊維テープの製造を目的とし、繊維強化熱可塑性樹脂テープを製造する際に、毛羽に起因する工程トラブルを低減させる。
【解決手段】炭素繊維束を開繊する複数の開繊バー6と、前記開繊バーの後段に設けた毛羽吸引器8と、前記毛羽吸引器の後段に設けてなり内部に複数の摺接バー18を有する含浸ヘッド10を備える熱可塑性樹脂含浸機と、前記熱可塑性樹脂含浸機の後段に設けた引取りローラ34とを有する繊維強化熱可塑性樹脂テープ製造装置100を用いて、開繊操作で発生する毛羽を前記毛羽吸引器で吸引して除去する。
(もっと読む)
複合材料ドライブシャフト製作用モールド及びこれを利用して製作した複合材料ドライブシャフト

【構成】
本発明は動力伝達部である両端部を除いた軸の大部分が一般的な軸と同じ円形パイプ形態を有する複合材料ドライブシャフトを製作することができるモールドを構成し、シャフトの両端部に形状変化が発生することによって、ドライブシャフトを成形した後モールドの脱型が容易になるように構成する。また、本発明は上記のようなモールドを利用して製作され、その両端部に接続継手(金属材ヨーク)を結合する場合、互いに噛み合って回転する形態を有するように複合材料ドライブシャフトを構成する。したがって、本発明のシャフトは機械的締結や接着剤による荷重伝達ではなく、シャフト自体に直接動力を伝達する方式であるので高いトルクを伝達することが可能である。
(もっと読む)
形状部品の製造方法
本発明はL型断面形状の形状部品(31,32)又はT型断面形状の結合形状部品(43)の製造方法に関する。複合繊維材料からなるレイアップ体(1)を成形ツール(3)上に載置する。好ましくはU型断面形状(21)で且つ両端部にブック現象が生じた形状体(16)を形成するように成形ツールによってレイアップ体を変形する。2つの形状部品(31,32)を製造する為に形状体を長手方向(26)に沿って切断する。本発明の思想は、レイアップ体の層(2a,2b,2c)が変形工程の間においてシフトすることを許容し、その後に切断処理によって形状部品に略直角な面取り端部(24,25)を形成することである。レイアップ体にシワが形成されたり、レイアップ体に対して複雑な締結処理を行うという不都合を防止できる。 (もっと読む)
繊維強化プラスチック製管体の製造方法とその素管の研磨装置
【課題】管体の支持部材に格別の補正作業を必要とせずに、管体表面に微細ではあるが塗装後に顕在化する螺旋状の細溝が形成されず、且つ原料及び製作コスト増につながらない繊維強化プラスチック製管体の製造方法とその研磨装置とを提供する。
【解決手段】前記研磨装置は、第1駆動ロール(6) と被駆動ロール(4) とによって所定の回転速度で回転する研磨布(7) をもつ無端ベルト(8) と、同無端ベルト(8) の前記第1駆動ロール(6) と離間して配され前記繊維強化プラスチック製管体(13)の素管(13') の周面に押圧接触して駆動回転する第2の駆動ロール(5) と、前記第1駆動ロール(6) に近接して配され、素管(13') を支持する合成樹脂材料からなる支持部材(10)とを備えている。前記素管(13') の周面を、前記第1駆動ロール(6) の無端ベルト(8) の周回部分と前記第2駆動ロール(5) と前記支持部材(10)との3部材間で把持して研磨する。
(もっと読む)
繊維強化中空体の製造方法およびその方法を用いて形成された製品
本発明は、一体形成された要素を含む繊維強化中空体を中空型で製造する方法に関する。製造対象である一体形成された要素を含む繊維強化中空体用の雌型をそれぞれが形成する中空型の2つの半体内に繊維マットを積層し、このように内張りされた中空型の2つの半体を連結した後、繊維マットを圧力により中空型にぴったり合うように押し込む。本発明は、本発明の方法に従って製造された製品にも関する。 (もっと読む)
構造部品の製造方法
本発明は、特に航空宇宙分野における構造部品を製造する方法を提供する。第1の硬化温度で硬化可能な複合繊維材料から所定形状の未硬化プリプレグ構造体(6)を形成する。次に、未硬化プリプレグ構造体(6)を、第1の硬化温度よりも低い第2の硬化温度で部分的に硬化された複合繊維材料からなる少なくとも一つの保持部(12,13)に接合して、未硬化プリプレグ構造体(6)を所定形状に保持する。更なる方法工程において、少なくとも一つの保持部(12,13)に接合された未硬化プリプレグ構造体(6)を第1の硬化温度で硬化して構造部品を形成する。本発明の基本思想は、寸法的に不安定なプリプレグ構造体を保持するのにこれまで用いられてきた特別なスチールからなる高価な治具の代わりに、プリプレグ構造体(6)よりも低い硬化温度を有する複合繊維材料からなる少なくとも一つの保持部(12,13)を用いることにより、低コストの治具での製造を可能とすることである。 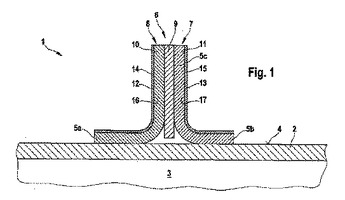 (もっと読む)
(もっと読む)
FRP成形体及びその製造方法、並びにガスタンク
【課題】FRP成形体において、内層の繊維体積含有率が高くなるのを抑制する。
【解決手段】ライナ10と、該ライナの外層に形成された、繊維及び熱硬化性樹脂を含む複数の樹脂含浸繊維層20と、ライナ10の外層に形成された、繊維とエラストマー状熱硬化性樹脂又は熱可塑性樹脂とを含む複数のブロック層30とを備え、樹脂含浸繊維層20とブロック層30とが交互に積層されている。
(もっと読む)
繊維束及びその接合方法、並びに、FRP成形体の製造方法
【課題】フィラメントワインディング法によるFRP成形体の製造方法において、繊維束の巻き付け易さを損なわず、且つ、成形体の形状の不均一や物性の低下を招くことのないように、繊維束を接合する。
【解決手段】繊維束を回転部材に巻き付けるフィラメントワインディング法において用いられる繊維束の接合方法であって、繊維束f1の一方の端部と、繊維束f5の一方の端部との周囲に、熱収縮チューブ1を配置する工程(a)と、熱収縮チューブ1材料を加熱して収縮させることにより、繊維束f1と繊維束f5とを接合する工程(b)とを含む。
(もっと読む)
繊維束及びその接合方法、並びに、FRP成形体の製造方法
【課題】フィラメントワインディング法によるFRP成形体の製造方法において、繊維束の巻き付け易さを損なわず、且つ、成形体の形状の不均一や物性の低下を招くことのないように、繊維束を接合する。
【解決手段】繊維束を回転部材に巻き付けるフィラメントワインディング法において用いられる繊維束の接合方法であって、繊維束f1の端部及び繊維束f5の端部を、階段状に切断する工程(a)と、繊維束f1の階段状に切断された端部1aと、繊維束f5の階段状に切断された端部1bとを、段ごとに接合する工程(b)とを含む。
(もっと読む)
繊維束及びその接合方法、並びに、FRP成形体の製造方法
【課題】フィラメントワインディング法によるFRP成形体の製造方法において、繊維束の巻き付け易さを損なわないように繊維束を接合する。
【解決手段】繊維束を回転部材に巻き付けるフィラメントワインディング法において用いられる繊維束の接合方法であって、繊維束f1の後端部と、繊維束f5の先端部とを重ねる工程(a)と、繊維束f1と繊維束f5との重なり部分1を縫合する工程(b)とを含む。
(もっと読む)
航空機胴体およびその他の構造の複合バレルセクション、および係るバレルセクションを製造する方法およびシステム
【課題】複合パネルを用いた航空機胴体のセクションを提供する。
【解決手段】軸周りに360°延在する連続的な表面を形成する複数の単方向の繊維を有する外板220と、この外板220の内表面に結合する第1のフランジ部231と、外板220から離れて内側に突出する第1の突起部とを有する第1のスティフナ230と、外板220の内表面に結合する第2のフランジ部分231と、外板220から離れて内側に突出する第2の突起部とを有する第2のスティフナ230とを備える。
(もっと読む)
段階状の断面厚さを有する複合材の連続成形方法
【課題】プリプレグ成形品の厚さ寸法を変化させることができる連続成形方法を提供する。
【解決手段】炭素繊維などのプリプレグの積層体20の両面にそれぞれ例えば3プライのプリプレグ31,32,33の端面位置を変えて積層し、それぞれのプリプレグ31,32,33に連続してプリプレグピールプライ41,42,43を配置した成形素材10を用意する。この成形素材10をシート状として連続してホットプレスに送り込んで成形し、アフターキュア炉で所定時間加熱して熱硬化させる。成形後にプリプレグピールプライ40を剥離・除去することにより断面厚さ寸法が変化する製品を得ることができる。
(もっと読む)
FRP管状体
【課題】FRP製ロボットハンドの曲げ剛性向上と機械加工性の向上との両立を可能とするFRP管状体を提供する。
【解決手段】繊維強化プラスチックからなる管状体において、外表面が、管軸方向に対し−5〜+5°の範囲内で一方向に引き揃えられた炭素繊維を強化繊維とするCFRP層[A]と、織物および/または不織布を強化繊維として厚みが0.01〜0.2mmの範囲内のFRP層[B]とからなり、外表面の全面積に占める[A]の面積が30〜98%の範囲内であり、かつ管状体を形成するFRPの厚み方向への貫通穴の外周がFRP層[B]に接していることを特徴とするFRP管状体。
(もっと読む)
中空引抜成形品の製造方法
【課題】中子治具を検討することにより均等な肉厚製品を得、高真円度を有し、反りねじれに優れ、安価で軽量のシャフト製品を提供する。
【解決手段】複数本の繊維系に熱硬化性樹脂組成物を含浸させ、金型を通過させながら硬化させる引抜成形により得られる引抜成形品の製造方法であって、金型1が、成形品の外形を形成する外型2と、冷却媒体が通過可能な中空部分を有する中子治具3とからなり、該中子治具3を外型2温度よりも低温にして成形を行う中空引抜成形品の製造方法。
(もっと読む)
樹脂含浸装置
【課題】装置の大型化、複雑化および高コスト化を招くことなく、繊維の送り速度を増速し得る樹脂含浸装置を提供する。
【解決手段】繊維Fに樹脂を含浸させるための樹脂含浸装置1において、繊維Fが通過すると共にその通過方向に向かって先細りとなる先細通路21を備えたブロック体2と、先細通路21の入口近傍において、繊維Fに対して樹脂を供給する樹脂供給装置3と、を備え、繊維Fが供給された樹脂を伴って先細通路21を通過していくにつれて、その樹脂が、先細通路21によるくさび効果により加圧されて繊維Fに含浸せしめられるようにした。
(もっと読む)
誘導補助的な製造法
繊維複合材料からの成形体の製造法に際して、ストリップ状の、強化繊維および熱硬化性樹脂または熱可塑性樹脂を有する出発材料(1)を連続的に前方に押し出すかまたは前方に引き抜く。流入する出発材料(1)を、通過する樹脂に交流磁場を導入することによって加熱する。そのために出発材料(1)の樹脂を、交流磁場にカップリングする超常磁性粒子と混合する。加熱された出発材料(1)を、継続して成形体に形作り;かつ該樹脂を成形体中で硬化する。 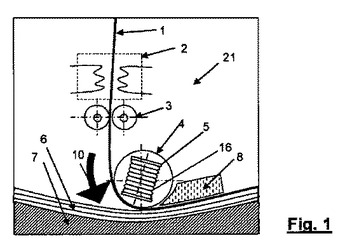 (もっと読む)
(もっと読む)
フィラメントワインディング装置
【課題】角度の異なる複数の種類のヘリカル巻を短時間且つ確実に行う。
【解決手段】マンドレルMの表面に繊維束Rを巻き付けるフィラメントワインディング装置で、複数の繊維束RをマンドレルMに対してヘリカル巻で巻き付けるためのヘリカル巻ヘッド13を備え、ヘリカル巻ヘッド13は、マンドレルの周方向M2に沿って配置された複数のガイド部からなる少なくとも二つのガイド列15と、各ガイド列15を相対的に回転して、各ガイド部15の位置を変更可能とする位置変更機構とを備えている。
(もっと読む)
補強ゴム製筒体の製造方法及び補強用線材の巻付装置
【課題】耐圧性や、耐座屈性等の曲げ特性に優れ、製品寿命を延ばすことが可能な補強ゴム製筒体の製造方法及びその際に用いる補強用線材の巻付装置の提供を目的とする。
【解決手段】未加硫ゴム製筒体3の外周面に補強用線材4を螺旋状に巻付けた後、加硫処理を施す補強ゴム製筒体の製造方法であって、前記未加硫ゴム製筒体3に前記補強用線材4を巻付けるに際し、前記補強用線材4を予め所定の曲率半径に曲げて巻き癖をつけた後、該補強用線材4を前記未加硫ゴム製筒体3に巻付ける。
(もっと読む)
航空機胴体およびその他の構造の複合バレルセクション、および係るバレルセクションを製造する方法およびシステム
【課題】航空機胴体のセクションを製造する方法を提供する。
【解決手段】複数の複合スティフナ230を形成するステップと、複数の繊維トウを備えた硬化されていない複合外板220を形成するステップと、複合外板220を複合スティフナ230に取り付けるために複合スティフナ230および複合外板220を共に硬化するステップとを含む。
(もっと読む)
熱可塑性樹脂被覆FRP線条物の製造方法及び製造装置
【課題】ドロップ光ケーブル用テンションメンバーなどとして用いられる熱可塑性樹脂被覆FRP線条物の外径を長尺に亘って精度よく整径して製造する方法及び製造装置を提供すること。
【解決手段】熱可塑性樹脂被覆FRP線条物素線の外径よりも径大の透孔とテーパー角が90〜150度の切削刃とを備えた予熱ダイスを通過させて熱可塑性樹脂被覆層の外周を加熱軟化させ、次いで該予熱ダイスよりも低温に保たれ素線の外径よりも径小の透孔を備えた第1の整径ダイス及び第2の整径ダイスを順次通過させて熱可塑性樹脂被覆層の外径を整径する熱可塑性樹脂被覆FRP線条物の製造方法及び製造装置である。
(もっと読む)
421 - 440 / 586
[ Back to top ]