
Fターム[4F205HC02]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック成形用繊維補強材 (2,265) | 繊維補強材の状態 (969) | 一方向性の繊維(引き揃えたもの) (586)
Fターム[4F205HC02]に分類される特許
341 - 360 / 586
材料のプレースメント成形方法および装置
ローラアセンブリの動きとは独立して、表面に材料の薄片を供給および圧着する材料圧着ヘッド。圧着ヘッドの各ローラアセンブリは、圧縮ローラを有し、圧着ヘッドの他のローラアセンブリと独立して、6自由度で回転的または直線的に動く。ローラアセンブリは、材料の薄片が表面のパスに隣接して供給されるように、交互に配置され、表面に材料の薄片を同時に供給する。各圧縮ローラは、可鍛性があり、材料の薄片を圧縮するために、自身の外周面の周りに載置される。 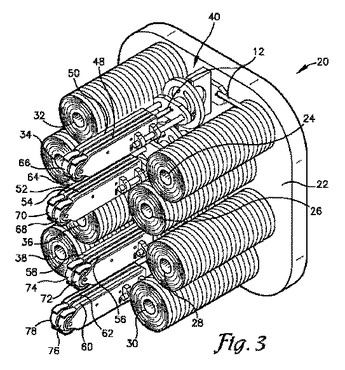 (もっと読む)
(もっと読む)
樹脂付着装置
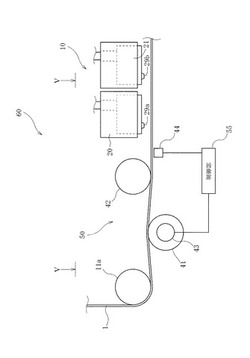
【課題】繊維表面に付着した瞬間の樹脂の粘度上昇を抑制し、噴射された樹脂を繊維へ含浸させ易くすることができる樹脂付着装置を提供する。
【解決手段】樹脂付着装置60は、走行装置11のローラ11aと液滴噴射装置10の第1ヘッド20との間に予熱装置50と温度検出手段である温度センサ44とを備えている。熱源体43から発生する熱により予熱ガイド41の表面が温められる。そして、温められた予熱ガイド41の表面に接触している繊維1が温められる。制御部55は、温度制御手段により、温度センサ44からの検出信号に基づいて熱源体43のオン/オフを制御し、樹脂付着前の繊維1が、所定の表面温度に維持されるように予熱装置50を制御する。
(もっと読む)
樹脂付着装置

【課題】フィラメントワインディング成形における樹脂付着装置において、噴射された樹脂を全て繊維束に的中させる。
【解決手段】複数の樹脂噴射用ノズル29a・29bを有する液滴噴射装置20と、前記ノズル29a・29bと所定の対向間隔を置いて繊維束100を走行させる走行装置11と、を備え、前記走行装置11の繊維束100表面に向けて前記液滴噴射装置20によって樹脂200を噴射することで、樹脂200を付着させるフィラメントワインディング成形における樹脂付着装置4において、前記走行装置11における前記液滴噴射装置20よりも上流側において、繊維束100の厚みを幅W3内にて分散させるコームガイド41、を備える樹脂付着装置4。
(もっと読む)
樹脂成型用金型および成型方法
【課題】金型面板に積層された樹脂を均一かつ短時間に熱処理温度まで加熱し、狭い熱処理温度範囲内に精度良く収めて熱処理を行い、熱処理終了後は速やかに成型体を冷却することができる金型および成型方法を提供する。
【解決手段】熱処理を要する樹脂の成型用金型であって、樹脂を積層する面板と、面板を支持する構造部材と、面板の温度調整手段とを備え、温度調整手段は、面板の裏面に配置されたパイプと、パイプに流通させる加熱用媒体および冷却用媒体と、加熱用媒体および冷却用媒体をそれぞれ保持する加熱用媒体タンクおよび冷却用媒体タンクと、加熱用媒体および冷却用媒体の流通を切り替える切替バルブとからなり、加熱用媒体タンクからパイプに加熱用媒体を流通させて加熱を行い、熱処理を行った後、切替バルブの切り替えによってパイプに流通させる媒体を切り替え、冷却用媒体タンクからパイプに冷却用媒体を流通させて冷却を行う。
(もっと読む)
繊維強化複合材料成形システム
【課題】繊維強化複合材料成形システムにおいて、設備の大型化を抑制して繊維束の拡幅量をより大きくすることである。
【解決手段】繊維に樹脂を含浸し、樹脂含浸繊維を巻回部材に巻回することにより繊維強化複合材料を成形する繊維強化複合材料成形システム10であって、繊維束14を開繊する開繊ユニット42を備え、開繊ユニット42は、繊維束14をねじ状溝46に通して開繊する開繊部44を有している。なお、開繊ユニット42は、開繊部44を加熱するヒータ等を有することが好ましい。
(もっと読む)
フィラメントワインディング装置
【課題】マンドレルに対する繊維束のワインディング処理を短時間で能率よく行うことができ、しかもドーム部に対する繊維束の巻き付けを整然と行えるフィラメントワインディング装置を提供する。
【解決手段】マンドレルを支持する支持台と、マンドレルへ向かって繊維束を供給案内するヘリカル巻ヘッドを備えている。ヘリカル巻ヘッドはガイドリングと、ガイドリングの周面に放射状に配置される一群のガイド筒と、ガイド筒を筒軸心方向に沿って往復操作する筒操作機構とを備えている。マンドレルのドーム部と対向する状態において、ガイド筒を筒操作機構でドーム部の周面へ向かって接近操作する。以て、ドーム部における繊維束の巻付位置とガイド筒との間の距離を小さくし、繊維束を適正な巻付軌跡に従って整然と巻き付けられるようにする。
(もっと読む)
力の伝達及び応力を最適化した繊維配向をもつ繊維複合中空体の製造方法
繊維複合中空体、特に中空の車両用繊維複合部品の製造方法であり、
a)後に空洞部となる消失型へエンドレス強化繊維を取り付け固定する工程、ここで、製造するべき繊維複合中空体に対して繊維材料は、力の伝達及び応力を最適化した状態に構成されている、工程、
b)硬化性樹脂によって強化繊維を含浸する工程、
c)繊維複合部品の形成において適用された樹脂を硬化する工程、
d)前記繊維複合中空体の形成において前記消失型を溶解、溶融又は除去する工程、
という工程段階を含み、
複雑な形状の消失型が使用され、前記繊維は、表面輪郭が完全に反映された状態で前記消失型の表面に密着して取り付けられることを特徴とする。
(もっと読む)
繊維強化樹脂製賦形品およびその製造方法
【課題】側面部に円弧状の隅角部が形成されているにもかかわらず、成形品の隅角部の強度低下が防止された繊維強化樹脂製賦形品を提供する。
【解決手段】本発明の繊維強化樹脂製賦形品1は、底面部10と底面部10より立ち上がった側面部20とを有し、側面部20に円弧状の隅角部21が形成され、底面部10には、一方向に配向した繊維11が含まれ、隅角部21の円弧の頂点Aを境界とした際の片側の第1側面部20aには、第1側面部20aの立ち上がり方向に対して85°〜90°で配向した繊維22が含まれ、もう一方の片側の第2側面部20bの、第1側面部20a側の部分には、第1側面部20a内の繊維22が、第2側面部20bの立ち上がり方向に対して90°〜95°で配向するように入り込み、第2側面部20bの残部には、第2側面部20bの立ち上がり方向に対して平行に配向した繊維23が含まれている。
(もっと読む)
深海探査用ビークルの耐圧容器
【課題】本発明は、高耐座屈性と高比強度とを有する外圧用の耐圧容器とその製造方法を提供するものである。
【解決手段】両端の開口部を鏡板により閉止した円筒形状の金属製コア材の外周面に繊維強化樹脂層を一体的に形成し、更に前記コア材の外周面に、コア材の軸方向に所定間隔で複数の円環状の突条体を一体的に形成し、前記繊維強化樹脂層は、長繊維が一方向に揃えられ、かつ熱硬化樹脂含浸させ、半硬化状態のプリプレグシートを使用し、前記プリプレグシートを前記コア材の円筒状外周面を一周分覆う長さに切断してプリプレグシート片を形成し、前記プリプレグシート片は、繊維の長さ方向に対して傾斜しあるいは直交して切断されており、前記コア材の外周面に前記シート片を巻回して積層する際に、下層のシート片と上層のシート片の繊維方向は、互いに交差して積層されている。
(もっと読む)
フィラメントワインディング装置
【課題】繊維束の巻付角度が異なるヘリカル巻処理を能率よく行えるフィラメントワインディング装置を提供する。
【解決手段】基台1に立設される固定フレーム20と、ヘリカル巻ヘッド21などでヘリカル巻装置4を構成する。ヘリカル巻ヘッド21は、マンドレルMの軸心に沿って隣接配置される2個のガイドリング27・28と、各ガイドリング27・28の周方向に等間隔おきに配置される一群のガイド筒31を含む。各ガイドリング27・28は周方向へ相対回転自在に連結する。さらに位相切換構造32で、各ガイドリング27・28におけるガイド筒31の位相位置が一致する第1状態と、ガイド筒31の位相位置が周方向へ均等にずれる第2状態との間で切り換え可能に構成する。第1状態において、各ガイドリング27・28に装着したガイド筒31の筒出口31aを接近配置する。
(もっと読む)
フィラメントワインディング成形における樹脂含浸量測定方法と樹脂含浸量測定装置
【課題】樹脂含浸部をフィードバック制御するフィラメントワインディング成形において、繊維に対する樹脂含浸量を精密且つ連続的に測定することが可能な樹脂含浸量測定方法とその装置を提供する。
【解決手段】樹脂Pが含浸された繊維Fの静電容量を計測し、この計測結果に基づいて、繊維に含浸されている樹脂量を測定する。具体的には、静電容量センサ21を構成する2枚の並行平板24・24の間を、樹脂Pが含浸された繊維Fを非接触で走行させて静電容量の変化を計測することにより、繊維Fに含浸されている樹脂量を連続的に測定する。
(もっと読む)
強化フォーム材を製造するための装置及び方法
本発明は、強化フォーム材を製造するための、及び繊維半製品(4)をフック(16)に受容させるための装置に関する。この場合、この装置は、搬送装置を備えた第1のサブユニットと、受容装置(3)を備えた第2のサブユニット(5)とを有している。搬送装置(1)は、繊維半製品を受容装置(3)に供給するように構成されていて、前記第1のサブユニット(6)と第2のサブユニット(5)とは、第1のサブユニット(4)を第2のサブユニット(5)に対して相対運動させることによって、所定の長さの繊維半製品(4)が提供される。第2のサブユニット(5)の受容装置は、フック(16)に対して受容装置(3)を相対運動させることによって繊維半製品(4)をフック(16)内に受容させることができる。 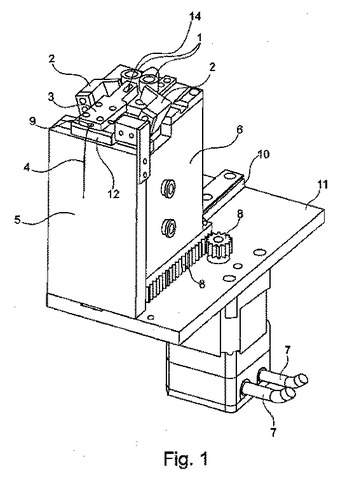 (もっと読む)
(もっと読む)
繊維複合要素の製造装置及び製造方法
本発明は、繊維複合材料要素を製造すべく少なくとも1つのウェブ状材料(6)を型枠工具(10)即ち部分的完成品(2)の表面に位置させる少なくとも1つの搬送装置(4)を有する、繊維複合材料(2)を製造するための装置(1)に関する。装置(1)は搬送装置が設けられる少なくとも1つの搬送具(20)を有し、その上にて搬送装置(4)を移動させるための搬送具が表面(8)に対して移動自在である。本発明は繊維構造体要素の製造方法に更に関する。 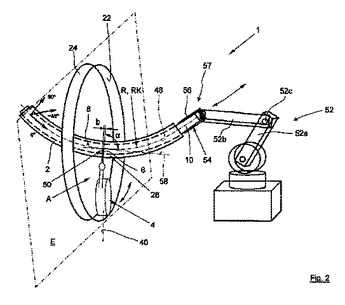 (もっと読む)
(もっと読む)
フィラメントワインディング成形における樹脂付着方法と樹脂付着装置
【課題】樹脂付着作業の高速化を図ることができ、しかもメンテナンスの容易化を図ることができる、FW成形における樹脂付着方法および樹脂付着装置を提供する。
【解決手段】本発明においては、液滴噴射方式により繊維1の表面に向けて樹脂8を噴射することにより、該繊維1に樹脂8を付着させる。樹脂付着装置4は、主剤噴射用のノズル29aと硬化剤噴射用のノズル29bとを多数個備える液滴噴射装置10と、これらノズル29a・29bと所定の対向間隔を置いて繊維1を走行させる走行装置11と、主剤12が充填された主剤タンク13を含み液滴噴射装置10に主剤12を供給する第1経路14と、硬化剤15が充填された硬化剤タンク16を含み液滴噴射装置10に硬化剤15を供給する第2経路17とを備える。
(もっと読む)
重合される複合材料から成る機体胴部の周囲に真空バッグを用いる方法
真空バッグは、縦軸(x)回りの回転体形状を有する心棒(10)外面に積層により形成され、重合される複合材料から成る機体胴部(11)の周囲に用いられる。機体胴部(11)の縦方向長さに対応する横幅を持つシート(30)形状のバッグ材料が、心棒に沿って供給される。シートの第1横方向端部(30a)が胴部(11)又は心棒(10)の外面に固着又は封着される。その後、心棒が軸(x)の回りに回転され、胴部(11)の回りにシート(30)を巻き付ける。心棒(10)が回転している間、シート(30)の対向する軸方向端部(30d)が心棒(10)に封着される。最後に、シートの第2横方向端部(30b)が胴部(11)又は心棒の外面に封着される。 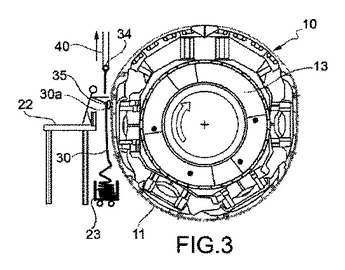 (もっと読む)
(もっと読む)
繊維強化樹脂製管状体の製造方法
【課題】プリプレグの角部の欠けを防止することで、十分な性能を有した繊維強化樹脂製管状体を得ることのできる繊維強化樹脂製管状体の製造方法を目的とする。
【解決手段】強化繊維とマトリックス樹脂を含む繊維強化樹脂からなる四辺形のプリプレグ11をローリング板(下ローリング板112)上でマンドレル10に巻回して管状体を製造する際に、マンドレル10の外周面に、マンドレル10の軸方向に対して斜めに強化繊維が引き揃えられたプリプレグ11の1辺(巻き始め端部12)を仮止めする仮止め工程と、プリプレグ11の仮止めされていない2つの角部のうち、前記強化繊維の引き揃え方向と交差する仮止めされていない2辺で挟まれた角部Cが、ローリング板上における予め滑剤120が塗布された部分に対応するように、前記プリプレグ11をローリング板上に配置し、マンドレル10にプリプレグ11を巻回する巻回工程とを有する。
(もっと読む)
管状体の製造方法及び管状体
【課題】製造工程中において樹脂含有率を低下させうる管状体の製造方法の提供。
【解決手段】本発明は、FRP管状体の製造方法に関する。この製造方法は、マンドレル2に繊維とマトリクス樹脂とを含む繊維強化樹脂部材4を巻回して中間成形体6を得る工程、上記中間成形体6の外周面に張力を付与しつつラッピングテープ8、10を巻き付けるテープ巻き付け工程、上記ラッピングテープ8、10が巻き付けられた上記中間成形体6において上記マトリクス樹脂を硬化させる硬化工程及び上記硬化工程の後に上記マンドレル2の引き抜き及び上記ラッピングテープ8、10の除去を行って硬化管状体を得る工程を含む。上記テープ巻き付け工程は、上記中間成形体6の外周面に織物テープ8を巻き付ける第一巻き付け工程及びこの第一巻き付け工程の後に樹脂フィルムテープ10を巻き付ける第二巻き付け工程を含む。
(もっと読む)
繊維強化樹脂製筒状体の製造方法
【課題】長手方向の途中に太径部を有する繊維強化樹脂製筒状体の製造方法において、マンドレルに対する中子の形成を簡単にすると共に、繊維強化樹脂製筒状体を成形後の中子の除去を容易にし、生産性を向上するようにした繊維強化樹脂製筒状体の製造方法を提供する。
【解決手段】マンドレル1の長手方向途中に水分を含有した天然粘土2により太径の中子3を形成し、天然粘土2が固化したのちマンドレル1に中子3を被覆するようにプリプレグを巻き付けて筒状体4を形成し、プリプレグを加熱硬化させたのち筒状体4からマンドレル1を抜き取ると共に、水7を筒状体4内へ流し入れて中子3を溶解除去する。
(もっと読む)
繊維複合部品を製造するための方法
本発明は、繊維およびマトリックス材料からなる予備成形物(12)を、成形用型に入れ、但し、予備成形物(12)は周縁(18)を有すること、および、繊維複合部品が製造されるように、予備成形物(12)にマイクロ波(28)を照射すること、を有する、繊維複合部品を製造するための方法に関する。本発明によれば、予備成形物の周縁(18)を、少なくとも部分的に、成形用型(10)と接触させるように、予備成形物(12)を成形用型(10)に入れることが提案されている。 (もっと読む)
プリフォームの製造方法および製造装置
【課題】プリフォーム製造の生産性が高い上に、切り込みを形成したプリプレグを雌型と雄型とで挟んでプリフォームを製造する場合でも、得られるプリフォームにおける皺の発生を抑制できるプリフォームの製造方法および製造装置を提供する。
【解決手段】本発明のプリフォームの製造方法は、シート状のプリプレグ30を切り込んで、その両側を重ね合わせて賦形するプリフォームの製造方法であって、雌型10に取り付けた帯状または棒状の弾性部材40によって、プリプレグの、切り込みの片側の近傍33を雄型20に押圧しながら、プリプレグ30を雄型20により雌型10内に押し込んで賦形する方法である。
(もっと読む)
341 - 360 / 586
[ Back to top ]