
Fターム[4F205HC02]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック成形用繊維補強材 (2,265) | 繊維補強材の状態 (969) | 一方向性の繊維(引き揃えたもの) (586)
Fターム[4F205HC02]に分類される特許
261 - 280 / 586
複数のファイバ相互混合層を備えてなる複合体製フライホイールリムならびにその製造方法
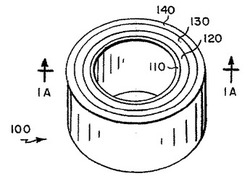
【課題】応力や歪みに耐え得る複合体ベースのリムを提供すること。
【解決手段】複合体ベースのリム(100)であって、複数のファイバ層(110〜140)を具備してなり、その中の少なくとも1つの層が、少なくとも1つの低弾性率ファイバと高弾性率ファイバとから形成されたファイバ相互混合層とされ、低弾性率ファイバの弾性率が、高弾性率ファイバの弾性率よりも、少なくとも34500MPa(5Mpsi)だけ小さく、各層のフープ応力に対する強度が、最内層(110)から最外層(140)に向けて、各層ごとに順次的に増大しており、少なくとも1つのファイバ相互混合層のフープ応力に対する強度が、このファイバ相互混合層の全体にわたって実質的に一様なものとされている。
(もっと読む)
タービンエンジン翼の製造方法
本発明は、樹脂で含浸されるプリフォームを3D製織することによる翼の製造に関する。本発明によれば、曲線(20)を鮮明にするためにプリフォーム(16)の何本かの糸、例えば、縦糸の切断端部の視認性が高められ、プリフォームの正確な成形を確実にするために前記曲線の形状が基準形状と比較される。 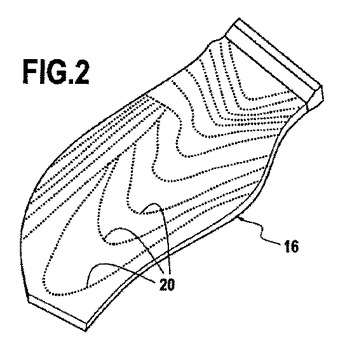 (もっと読む)
(もっと読む)
複合構造を製造するプロセスおよび装置

航空機エンジンナセルコンポーネントに適した吸音外板などの有孔複合構造を製造するプロセスおよび装置。このプロセスは、少なくとも1つのマット部材、未含浸布部材、およびパッド部材を成形型表面上に配置するステップであって、マット部材上に配設したピンが、この布部材を貫いて突出して布部材に穴を画定し、この布部材が、マット部材とパッド部材の間にあり、マット部材、布部材、およびパッド部材が、成形型表面に適合する未含浸スタックをもたらすように配置するステップを含む。次いで、布部材は、樹脂含浸した布をもたらすように樹脂が注入され、樹脂含浸した布内の樹脂が、部分的に硬化させられ、その後、部分的に硬化した樹脂含浸した布は、成形型表面から、およびマット部材とパッド部材の間から除去される。次いで、部分的に硬化した樹脂含浸した布の後硬化を実行して、穴を備えた複合構造をもたらすことができる。 (もっと読む)
複合材料からなる構造要素をチューブに連結する連結方法
本発明は、筒状部(30)を備えていて、複合材料から形成される構造部材がこの筒状部から突出している構造部品を製造する製造方法に関し、この製造方法は、重ねて配置された幾つかの繊維プライからなるスタックを含む平坦なプリフォーム(59)を成形することを含み、それによりそれらプライが、構造部を形成するようになっているプリフォームの少なくとも一部において一緒に固定されるとともに、チューブに連結するための連結部を形成するようになっているプリフォームの少なくとも別の部位において、2つの反対側に在るリーフレット(54)を形成するように分離可能になっている。さらに、チューブ(30)を連結部のリーフレット間に挿入することを含み、それによりそれらリーフレットがチューブを少なくとも部分的に包囲するようになる。さらに、チューブをプリフォームに連結することを含み、それによりチューブが筒状部を形成するようになるとともに、プリフォームが構造部品の構造部材を形成するようになる。 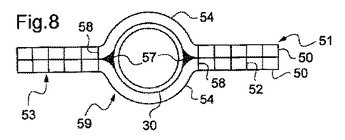 (もっと読む)
(もっと読む)
複合繊維材料からコンポーネントを製造する方法、システムおよび成形型
複合繊維材料からコンポーネントを製造する方法において、少なくとも1つのプレースホルダーは、成形型(24)の凹部(26)内に挿入される。そこにおいて、未完成コンポーネントは、その後作成される(4)。プレースホルダーは取り除かれる(6)。少なくとも1つのリフティングパッドは、凹部(26)内に挿入される(8)。そして、リフティングパッド(20)を膨張させる(10)ことによって、未完成コンポーネントは、成形型(24)から取り外される。複合繊維材料からコンポーネントを製造するシステムにおいて、コンポーネント取り外しプロセスは、あらかじめ決められた最大コンポーネント負荷を上回るのを防止するために、コンピュータ装置によってモニタされて、制御される。穏やかなコンポーネント取り外しプロセスは、コンポーネントを修理または再処理するための結果として生じる経費を回避することを可能にする。 (もっと読む)
硬化剤繊維成分
硬化剤繊維成分(10、30、46、44、210、310、410)は、熱硬化性樹脂などの硬化性樹脂を硬化するのに好適な硬化剤の1以上の繊維又はフィラメントを含む。複数の硬化剤繊維を含む硬化剤繊維成分では、その繊維を、例えば加撚により混繊して糸又はより糸を形成することができる。硬化剤繊維成分は、織布又は不織布硬化剤繊維のシート、織物、層、テキスタイル又はマットの状態の材料を形成するために使用できる。硬化剤繊維成分は、繊維強化樹脂複合材料などの複合材料(12、26、28、29、34、36、43、48、54、58、62)を製造するために使用できる。硬化剤繊維成分は、撚り合わせ、縫合又は他の繊維若しくは繊維材料、例えば繊維強化材(14、114、214、314、414)、繊維質硬化性樹脂、繊維質熱可塑性物質(32、46、52)、他の非強化繊維との層形成を含めて混繊して、複合材料、プレプレグ材、予備形成品及び物品を形成することができる。 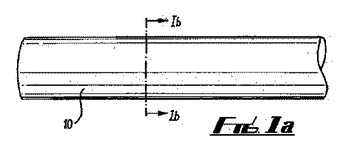 (もっと読む)
(もっと読む)
3D製織によって異形部品を製作する方法、および得られる異形部品
本発明は、3D製織および含浸によって得られる中空異形部品に関する。本発明は、三次元製織によって、製織の際に部分的な非タイイング(19)を実行しながらプリフォーム(11)を製作するステップを含んでおり、この部分的な非インターリンキングが、後の織り終えた塊の内部への空洞の形成および含浸段階の際の形状の安定化を可能にする。 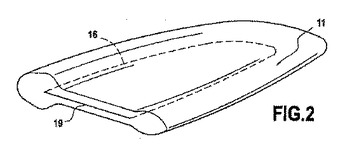 (もっと読む)
(もっと読む)
一体型ヒートパイプを有するマンドレル
一体型ヒートパイプを有するマンドレルは、フィラメントを巻き付けたパイプセグメントおよび容器の製造に使用され、加熱および硬化プロセス中にパイプまたは容器の内部の均一な加熱を行う。ヒートパイプの伝熱特性を使用して加熱または冷却を行うことができる。 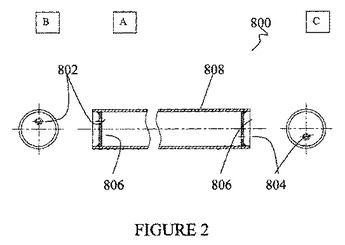 (もっと読む)
(もっと読む)
航空機の平面部材およびその製造方法
本発明は、航空機(2)の平面部材(1)であって、前記平面部材が材料厚(4)を有する面(3)を形成し、前記面が座屈剛性を高めるために、ウエブ高さ(6)を有するウエブ(5)によって規定された少なくとも前記面の一部または部分面(7)に、ビード高さ(9)を有する少なくとも1つの補強ビード(8)を備えて実施されており、前記補強ビードが前記ウエブ(5)の間で前記部分面(7)にわたって延びているものに関する。さらに、特にオートクレーブ内でこのような平面部材の製造を可能とする製造方法がなお提案される。
(もっと読む)
繊維複合部品を製造するための成形体
本発明は、繊維複合部品を製造するための成形体に関する。
本発明によれば、成形体は、少なくとも一部において、紙及び/又は厚紙材料を利用して形成される。紙及び/又は厚紙材料は、適切な機能レイヤを利用することにより、気密性や非粘着特性のようなさらなる特性が提供され得る。さらには、材料は、高い再現性のある空間次元を有する繊維複合部品が製造され得るような方法で、高い寸法安定性の成形体又は支持コアを製造することを可能にする。加えて、硬化の後、成形体は、真空状態を利用することにより、単純な方法で潰され得て、その後、残留物無しに、繊維複合部品から除去され得る。さらには、成形体は、コスト効率よく、かつ包装業界から公知の製造方法を利用して、事実上無制限の範囲の幾何学的形状に製造され得る。本発明はさらに、成形体を利用する繊維複合部品を製造するための方法に関する。
(もっと読む)
繊維強化複合材料
マトリックス材料及び複数の繊維プライ強化構造を備えている連続繊維強化複合構造中に組み込まれるのに適した二次プライ構造、そのように形成された連続繊維強化複合材料、そしてその製造の為の方法が記載されている。二次プライは、例えば一次繊維のプライの形状である支持シートを備えていて、シートの平面の外方に略直線状に整列して第3次元へと延出しその表面の少なくとも大部分を横切って略直線状に整列して配置された二次繊維の2次元平面配列を支持していて、統合された構造において平面外の強化を提供する。 (もっと読む)
可変幅のクレビスを伴うパイ形プリフォームおよびその形成方法
【課題】強化コンポジット材料のための織りプリフォーム(200)であり、平らに織り所定の形にするものの提供。
【解決手段】プリフォーム(200)は、三次元の織り構造をもち、フィル繊維(214)の織りによって、各層内の繊維をインターロックするだけでなく、縦糸繊維(216)の層について層と層とをインターロックするようにしている。ベース(200)から少なくとも2つの脚(225,235)が伸び、それらベース(200)および脚(225,235)は、それぞれ少なくとも2層の縦糸繊維(216)を含む。脚は、互いに平行か斜めになっており、また、それらの間に可変幅のクレビス(250)をもつ。ベースおよび/または脚の外側の端部は、縦糸繊維の層が段のあるパターンで終わるテーパをもたせることが好ましい。
(もっと読む)
有孔複合構造およびそのための方法
(a)複数の未硬化のプリプレグシートを含む積層構造を形成するステップであり、積層構造は最初の略平坦な形態を含む、ステップと、(b)積層構造を適切な第1の硬化条件下に置いて、略平坦な形態を維持しながら部分硬化された積層構造をもたらすステップと、(c)部分硬化された積層構造に複数の穿孔を与えるステップであり、部分硬化された有孔の積層構造をもたらす、ステップと、(d)部分硬化された有孔の積層構造を成形するステップと、(e)ステップ(d)と少なくとも部分的に同時にまたはその後に、部分硬化された有孔の積層構造を第2の硬化条件下に置いて、成形および最終硬化済みの積層構造をもたらすステップとを含む、方法。 (もっと読む)
航空機又は宇宙船に用いられる構成部品におけるコア構造体の基体又は繊維体を補強する方法及び装置、航空機又は宇宙船用の構成部品、並びに、航空機又は宇宙船
航空機又は宇宙船等に用いられる構成部品のコア構造体の基体又は繊維体を補強する方法であって、搬送装置(15)の複数の筒体(17)の一に送り手段(12)によって連続状半完成品(6)を送り込む工程、筒体に収容されている補強用の切断半完成品(7)を得る為に切断装置(13)を用いて連続状半完成品を所定長さに切断する工程、筒体を機械加工装置(14)へ搬送する工程、補強用の切断半完成品を機械加工装置によって尖らせる工程、コア構造体の補強されるべき基体又は繊維体へ筒体を搬送する工程、並びに、打ち込み手段によって尖らされた半完成品を基体又は繊維体に打ち込む工程を備えた方法。この方法を実施する為に対応する装置が使用され、この方法及び/又は装置を用いて構成部品が製造され、航空機又は宇宙船がそのような構成部品を備える。 (もっと読む)
熱可塑性プラスチック−連続繊維混成複合体の製造方法
本発明は、熱可塑性プラスチック−連続繊維混成複合体の製造方法に関し、より詳細には、熱可塑性プラスチック−連続繊維混成複合体の製造方法において、a)ガラス繊維束を広幅に均一に広げる段階と、b)広げられたガラス繊維を加熱する段階と、c)加熱されたガラス繊維とテープ状の熱可塑性プラスチックとを接合し、熱可塑性プラスチック−連続繊維接合体を形成する段階と、d)前記接合体をジグザグに折り重ねて多層熱可塑性プラスチック−連続繊維接合体を形成する段階と、e)前記多層熱可塑性プラスチック−連続繊維接合体を圧着させる段階とからなる、製織が容易で、製織後の熱溶融含浸時、均一性及び含浸性に優れた熱可塑性プラスチック−連続繊維混成複合体の製造方法に関する。 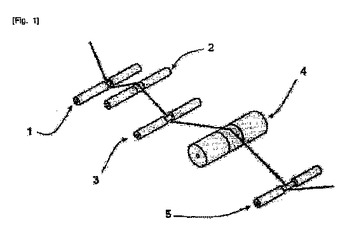 (もっと読む)
(もっと読む)
複合部品の作製に適した新規な補強材料
本発明は、複合部品を作製するための、熱硬化性樹脂と合わせる新規な中間材料であって、100〜280g/m2の重量を有する炭素繊維の一方向層からなり、その各面において0.5〜50ミクロン、好ましくは3〜35ミクロンの厚さを有する、熱可塑性繊維のウェブが合わされており、全厚が80〜380ミクロン、好ましくは90〜320ミクロンである上記中間材料、並びにこのような材料から複合部品を製造するための方法、及び得られる複合部品に関する。 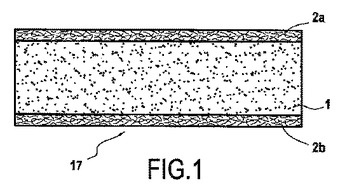 (もっと読む)
(もっと読む)
一軸性複合材料の中に端部連結構造を形成するためのインサート及び方法
一軸性複合材料に適合した端部連結構造を形成するためのインサートであり、例えば風車のローターハブなどに用いられるものである。このインサート(30)はスリーブにより構成され、該スリーブは多軸配向とされた複数の繊維を含んでいる。該スリーブはその内周面の少なくとも一部にねじ部が形成されている。該スリーブにねじ切り加工を施してねじ部を形成するようにしてもよく、或いは、該スリーブをマンドレル(112、301)上において形成するようにしてもよい。このインサートは、螺旋ねじ溝型インサート部材(300、301)を備えたものとするのもよく、そうすることによって、容易に再使用することができる。 (もっと読む)
交絡ガラスストランドとその製造方法、及びガラス繊維強化樹脂引抜成形材
【課題】ボルト等のネジ材を構成する繊維強化樹脂複合材を製造する場合に、ネジ山の凹凸部を十分に補強でき、経済的に優れた製造原価で製造できるガラスストランドと、このガラスストランドを用いて得られるガラス繊維強化樹脂引抜成形材を提供する。
【解決手段】交絡ガラスストランドSは、2以上のガラスストランドが互いに交絡している交絡ガラスストランドであって、2以上のガラスストランドの番手の合計値に対する前記交絡ガラスストランドの交絡番手が3.0%以上18.0%以下の範囲内で大きく、かつJIS R3420(2006)に従う引張強度が100MPa以上である。交絡ガラスストランドSの製造方法は、ストランドの番手に対して、交絡番手が3.0%以上18.0%以下の範囲内で大きくなるように弛ませるものである。ガラス繊維強化樹脂引抜成形材は、本発明の交絡ガラスストランドSを体積百分率表示で30%から50%含有してなるものである。
(もっと読む)
外形を備えたプリフォームを形成すべく補強繊維構造体の部分を配置し、同部分に襞を形成するための方法および装置
本発明は、乾燥したシート状構造体(55)のウェブ形式の複数の部分(8、25、45、54)を自動的に配置し、同部分に襞を形成するための装置(1、15)に関し、これを繰り返すことにより、コア(7、19)に外形を備えたプリフォーム(53)を形成し、複合材料から強化プロフィールを形成する。部分が2つのローラコンベア(9、10、21、22)間にてカセット(3乃至6、20)に保持され、コア(7、19)に同時に配置されることにより、外形を備えたプリフォーム(53)は、高い寸法精度と同時に高い生産性にてCRPプロフィールを形成する。プリフォーム(53)は合成要素を形成すべく型中にて硬化可能なプラスチック材料に浸されるRTM装置にて処理される。さらに、本発明は少なくとも一軸に対して湾曲されるように形成されるCRPプロフィールを効率的に形成する方法に関する。 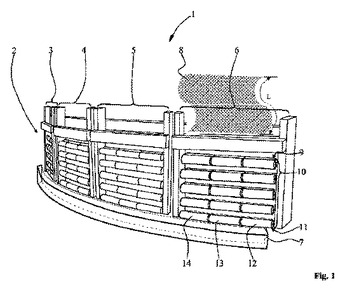 (もっと読む)
(もっと読む)
繊維複合材製の少なくとも1つの一体的なフランジを有する中空シャフトの製造方法
【課題】フランジのエリアにおいて均一かつ規定の繊維構造と、フランジの壁厚みの柔軟な設定とを備えた繊維複合材製の一体フランジを有する中空シャフトを簡単かつコスト効率良く製造する。
【解決手段】繊維複合材製の一体的なフランジ12を有する中空シャフトの製造方法において、繊維材料で作られた複数の交差巻回部13が、シャフト部11の内側のコア20に適用される。コア20は半径方向の拡張リング22を有し、巻回部13は、それぞれの拡張リング22の外周部23上に固定される。繊維材料製の1つ以上のインサート15が、巻回部13間の拡張リング22のエリアに挿入される。次に、巻回部13の部分は、ストリッパ30を用いてエッジ25上の拡張リング22の外周部から剥がされ、拡張リング22の軸受面24上に載置されて、フランジ12の一部分を形成する。
(もっと読む)
261 - 280 / 586
[ Back to top ]