
Fターム[4F205HC02]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック成形用繊維補強材 (2,265) | 繊維補強材の状態 (969) | 一方向性の繊維(引き揃えたもの) (586)
Fターム[4F205HC02]に分類される特許
321 - 340 / 586
タンクの製造方法及びタンク
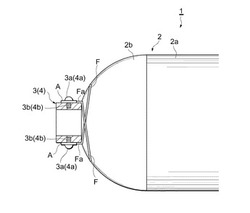
【課題】繊維の巻き付け工程を簡略化できるタンクの製造方法を提供する。
【解決手段】タンク1の製造方法において、口金部3、4が取り付けられたライナ2の外周面に繊維Fを巻き付けて、ライナ2の外層に繊維強化樹脂層を形成する工程を有する。前記繊維強化樹脂層を形成する工程では、繊維Fの巻き始めの先端部Faを、口金部3の外周面に設けられた金属端子3aに固定し、その後ライナ2の外周面に繊維Fを巻き付ける。
(もっと読む)
大型バレル部構成部品の製作のためのマルチヘッド自動化複合材料積層機

【課題】良好な特性の航空機部品製造装置を提供する。
【解決手段】
回転軸を有するツールのマンドレル表面における自動化された複合材料の積層のための航空機部品製造装置は、複数の材料搬送ヘッドを支持する機械的支持構造を含む。ツールは、機械的支持構造に対して移動可能かつ回転可能である。ツールのマンドレル表面全体に複合材料の経路を敷設するようにマンドレル表面が回転する間、機械的支持構造は、マンドレル表面に対する材料搬送ヘッドの軸方向並進に備える。複数の材料搬送ヘッドの各々の位置および移動は個別に調整可能である。アーム機構は、マンドレル表面に垂直な方向の各材料搬送ヘッドの運動、マンドレル表面に垂直な軸を中心とする回転、マンドレル表面に対する周方向の周方向位置調整、および他の材料搬送ヘッドに対する軸方向位置調整をもたらす。
(もっと読む)
回転体への樹脂含浸繊維の巻着方法
【課題】複雑な機構を用いずに簡便に繊維巻替処理を行えるFRP成形体の製造方法を提供する。
【解決手段】繊維供給部から樹脂含浸繊維を第1の回転体に供給する供給工程と、前記第1の回転体を回転させて前記繊維を所定分巻着する第1の巻着工程と、前記繊維供給部と前記第1の回転体との間に第2の回転体を配置し、前記繊維供給部から前記第1の回転体へ延びる前記繊維を前記2の回転体に掛着する掛着工程と、前記第1の回転体と前記第2の回転体との間で前記繊維を切断する切断工程と、を備える繊維強化プラスチック成形体の製造方法を提供する。
(もっと読む)
複合圧力容器及び複合圧力容器の製造方法
【課題】
複合圧力容器のプラグ部分の突出量を抑制し、又複合圧力容器をプラグを装着したままで落下させたとしても、プラグ部分から局部的な衝撃力が伝達されない様にし、落下によりライナが損傷することを防止する。
【解決手段】
両端部にボス部4,5が形成された金属製のライナ2と、該ライナの外層に繊維強化プラスチック層3が形成され、一方のボス部5がプラグ8によって封止される複合圧力容器1であって、前記プラグのフランジ8aの外径が前記ボス部の外径より大きく、前記プラグの前記フランジの前記ボス部より張出した部分が前記ボス部の周囲に形成される前記繊維強化プラスチック層に当接する。
(もっと読む)
強化繊維樹脂構造体の製造方法
【課題】短時間でかつ安価に繊維強化樹脂からなる繊維強化樹脂構造体を製造する方法を提供する。
【解決手段】賦形型20の表面22に強化繊維基材30を配置して、強化繊維基材30を複数の稜線32を有する立体形状に賦形し、立体形状の強化繊維基材31に対して樹脂42を含浸させることにより繊維強化樹脂からなる構造体10を製造するための製造方法であって、該製造方法において、賦形型20の表面22に強化繊維基材30を配置後、少なくとも立体形状の強化繊維基材31の稜線32に沿って樹脂41を配置する工程と、立体形状の強化繊維基材21の各稜線32に対して所定の間隔をあけてヒータ12を並設し、ヒータ12により稜線32に配置された樹脂42を加熱して、樹脂42を強化繊維基材30の稜線32に含浸させる工程と、を少なくとも含んでなる。
(もっと読む)
半硬質器具
本発明は、炭素繊維複合材料製品などポリマーマトリックス複合材料製品の成形で使用するための製造器具(13、14)及び方法に関する。器具は、硬化前に製品が構築される場所たる空洞(15)をそのあいだに規定する第一及び第二部分を含む。器具の第二部分(13)の剛性は、積層体への圧力を全硬化中維持するために、硬化条件下での器具の第二部分の所要の歪みに基づいて選択される。第二上位部分(13)は変動する厚み(16A、16B及び16C)を持つことを示し、これがこれら領域の異なる剛性につながる。 (もっと読む)
複合圧力容器及び複合圧力容器の製造方法
【課題】
複合圧力容器のプラグ部分の突出量を抑制し、又複合圧力容器をプラグを装着したままで落下させたとしても、プラグ部分から局部的な衝撃力が伝達されない様にし、落下によりライナが損傷することを防止する。
【解決手段】
両端部にボス部4,5が形成された金属製のライナ2と、該ライナの外層に繊維強化プラスチック層3が形成され、一方のボス部5がプラグ8によって封止される複合圧力容器1であって、前記プラグの頭の外径が前記ボス部の外径と同じ又は略同じであり、前記ボス部の周囲に形成される前記繊維強化プラスチック層の厚みが前記プラグの頭の高さと同じ又は前記プラグの頭の高さより所要量高くなっている。
(もっと読む)
繊維強化プラスチック、その製造方法、およびその製造キット
【課題】コンクリートなどといった被着体に接着する繊維強化プラスチックを作業現場で簡単な工程で所期の設計どおりに製造する方法を提供すること。
【解決手段】補強繊維の存在下で2液硬化型樹脂を硬化させて、被着体1に接着した繊維強化プラスチック20を製造する方法であって、被着体1上に、2液硬化型樹脂の一方の成分を含有する第1のシート11および2液硬化型樹脂の他方の成分を含有する第2のシート12をこの順序で積層する工程、ならびに、得られた積層体1、11、12を加圧して2液硬化型樹脂の両成分を接触させて硬化反応を生ぜしめる工程、を有し、第1および第2のシート11、12の少なくとも一方は補強繊維からなる布状層に2液硬化型樹脂の各成分が含浸されてなるものである、上記製造方法。
(もっと読む)
繊維集積ロッドと、その製造方法
【課題】 軸、フレーム等の素材として使用可能な繊維集積ロッドを提供する。
【解決手段】 カーボン繊維束3に塗布した樹脂4が硬化する前に、カーボン繊維束3の多数条3bを張力を加えて集合させて縦繊維部1aを形成し、次に縦繊維部1aの外周にこれを被覆するように前記繊維束3をこれに張力を付与した状態で螺旋状に巻き付けることにより螺旋状部1bを形成する処理を、2回以上実施する。
(もっと読む)
繊維複合材料からプロファイルを製造する方法
本発明は、特に航空機産業及び航空宇宙分野における、以下の工程を有する、繊維複合材料からプロファイルを製造する方法を提供する。特に予め含浸させた繊維材料からなる予備ファブリック(3)を、まず、真空バッグ(7)で被覆する。その後、支持要素(17、18)を、被覆した予備ファブリック(3)上に置き、これを支持する。その後、真空バッグ(7)に真空(PI)を与える。次に、予備ファブリック(3)は、特にオートクレーブ内で、熱の作用の下で硬化されプロファイルとなる。特許請求する方法によれば、支持要素(17、18)は、真空バッグ(7)によって、長手方向(8)において予備ファブリック(3)から機械的に切り離されており、これにより、支持要素(17、18)を、予備ファブリック(3)に対して長手方向(8)に移動させることが可能となるため、非常に費用のかかる36ニッケルスチールの代わりに、好ましい材料、特にアルミニウムから支持要素(17、18)を形成することができ、好都合である。 (もっと読む)
タンク及び繊維巻き付け方法
【課題】口金部への繊維の巻き付けをやり直すことなく、繊維の巻き付け処理を簡素化できるライナを有するタンクを提供する。
【解決手段】ライナ2の外周面に繊維を巻き付けて形成されるタンク1において、ライナ2は、中央の円筒状の胴部2aと、当該胴部2aの両側の端部に接続されたドーム状の側部2bを有している。胴部2aの外周面には、周方向に沿った環状の溝3、4が形成されている。溝3、4は、胴部2aの両端部に形成されている。
(もっと読む)
フィラメントワインディング成形品の製造方法
【課題】 熱硬化樹脂の繊維材料への含浸性、室温での作業性及び生産性に優れ、且つ、粉落ち、形状崩れ等のない外観性に優れた成形品を与えるフィラメントワインディング成形方法を提供する。
【解決手段】 シクロオレフィンモノマー及びヘテロ環構造を含有する化合物を配位子として有するルテニウム触媒を含んでなる重合性組成物を、強化繊維に含浸させてなる樹脂成分含有強化繊維をマンドレルに巻き付けて加熱することを特徴とするフィラメントワインディング成形品の製造方法。
(もっと読む)
タンクの製造方法、タンクの製造設備及びタンク
【課題】繊維端を補強繊維層内に織り込む処置を行わずに、補強繊維の端部を巻き付け面に固着する。
【解決手段】タンク2の製造方法において、熱硬化性の樹脂を含浸させた補強繊維束Fをタンク2の外周面に巻き付けて、タンク2の外殻に補強繊維層を形成する工程と、前記補強繊維層中の樹脂を熱硬化させる工程と、を有し、前記補強繊維層を形成する工程において、タンク2の補強繊維層の最外層の位置に巻き付けられる補強繊維束Fに対し予め粘着テープTが張り付けられ、当該補強繊維束Fがタンク2の最外層に巻き付けられる際には、補強繊維束Fが粘着テープTにより補強繊維層の巻き付け面に接着される。
(もっと読む)
フィラメントワインディング装置、およびフィラメントワインディング方法
【課題】被巻付部材の表面に繊維束を巻き付けるフィラメントワインディング装置とフィラメントワインディング方法に関して、巻付処理工程と検査工程とのタイムラグをなくして、樹脂付着量が基準に満たない不良品の発生を最小限化する。
【解決手段】マンドレル1に対する樹脂付着繊維Fの巻付処理を担う巻付装置に、巻付処理終了後のマンドレル1の重量計測を行う重量計測装置37・38を設ける。具体的には、巻付装置は、巻付位置へのマンドレル1の装填動作、および巻付位置からのマンドレル1の取出動作を担う着脱装置30を備え、この着脱装置30に重量計測装置37・38を設ける。
(もっと読む)
繊維巻き付け装置及び繊維巻き付け方法
【課題】口金部への繊維の巻き付けをやり直すことなく、タンクへの繊維の巻き付け処理を単純化できる繊維巻き付け装置を提供する。
【解決手段】タンク2を回転させて、タンク2の外周面に繊維を巻き付ける装置1において、タンク2の回転軸方向の一方の一の側面に被せられるキャップ部32と、キャップ部32に取り付けられ、キャップ部32がタンク2の一の側面に被せられた状態でタンク2の外周面の繊維を押さえる繊維押さえ部33と、キャップ部32をタンク2の一の側面に対して回転軸方向に進退させて、キャップ部32をタンク2の一の側面に対して脱着自在とするキャップ部移動機構34と、を有する。
(もっと読む)
繊維強化樹脂部材の製造方法
【課題】少なくとも曲がり部を有するマンドレル外周において、軸方向糸を滑らせることなく配置することがき、もって軸方向糸と斜向糸がともに均一に配置された高品質な繊維強化樹脂部材を製造するための製造方法を提供する。
【解決手段】少なくとも曲がり部を有する長尺のマンドレル1aに該マンドレル1aの軸方向に延びる軸方向糸Q,…と該軸方向に対して所定角度傾斜した斜向糸P,…を供給して、軸方向糸と斜向糸とが相互に編み込まれてなる繊維織物を製造する第1の工程と、該繊維織物に樹脂を含浸硬化させることによって繊維強化樹脂部材を製造する第2の工程とを有し、第1の工程ではマンドレル1aの曲がり部に鋼製ピン2や樹脂フィルム3などの滑り止め部材を装着しておき、軸方向糸Q,…が該滑り止め部材にて位置決めされた姿勢でその上に斜向糸が巻装される。
(もっと読む)
樹脂付着装置
【課題】フィラメントワインディング成形における樹脂付着装置において、噴射された樹脂を全て繊維束に的中させる。
【解決手段】複数の樹脂噴射用ノズル29a・29bを有する液滴噴射装置20と、前記ノズル29a・29bと所定の対向間隔を置いて繊維束100を走行させる走行装置11と、を備え、前記走行装置11の繊維束100表面に向けて前記液滴噴射装置20によって樹脂200を噴射することで、樹脂200を付着させるフィラメントワインディング成形における樹脂付着装置4において、前記走行装置11における前記液滴噴射装置20よりも上流側において、繊維束100の厚みを幅W3内にて分散させるコームガイド41、を備える樹脂付着装置4。
(もっと読む)
樹脂成型用金型および成型方法
【課題】金型面板に積層された樹脂を均一かつ短時間に熱処理温度まで加熱し、狭い熱処理温度範囲内に精度良く収めて熱処理を行い、熱処理終了後は速やかに成型体を冷却することができる金型および成型方法を提供する。
【解決手段】熱処理を要する樹脂の成型用金型であって、樹脂を積層する面板と、面板を支持する構造部材と、面板の温度調整手段とを備え、温度調整手段は、面板の裏面に配置されたパイプと、パイプに流通させる加熱用媒体および冷却用媒体と、加熱用媒体および冷却用媒体をそれぞれ保持する加熱用媒体タンクおよび冷却用媒体タンクと、加熱用媒体および冷却用媒体の流通を切り替える切替バルブとからなり、加熱用媒体タンクからパイプに加熱用媒体を流通させて加熱を行い、熱処理を行った後、切替バルブの切り替えによってパイプに流通させる媒体を切り替え、冷却用媒体タンクからパイプに冷却用媒体を流通させて冷却を行う。
(もっと読む)
炭素繊維強化樹脂製中空ロール及びその製造方法並びに炭素繊維強化樹脂製グラビア製版ロール
【課題】熱寸法安定性に優れており、高精細な印刷に好適であって、かつ軽量化を実現するとともに、曲げ剛性を向上させることができるようにしたCFRP(炭素繊維強化樹脂)製中空ロール及びその製造方法並びにCFRP製中空ロールを具備した炭素繊維強化樹脂製グラビア製版ロールを提供する。
【解決手段】炭素繊維強化樹脂製グラビア製版ロールに用いられる炭素繊維強化樹脂製中空ロールであって、前記中空ロールが中空ロール本体と該中空ロール本体の内周面に複数本の炭素繊維強化樹脂製補強材を配置してなる補強構造とからなり、前記中空ロールの軸方向の線膨張係数を−1×10−6/℃〜1×10−6/℃に設定するようにした。
(もっと読む)
樹脂付着装置
【課題】フィラメントワインディング成形における、繊維に樹脂を付着させる樹脂付着装置であって、特に、液滴噴射方式の樹脂付着装置において、樹脂を繊維に噴射した後に、樹脂の主剤及び硬化剤を撹拌混合することで、主剤及び硬化剤の撹拌混合不良を防止する。
【解決手段】繊維3を搬送する搬送装置10と、搬送装置10により搬送される繊維3の表面に向けて、樹脂6の主剤21、及び硬化剤22を噴射する液滴噴射装置11と、繊維3の表面に付着した樹脂6の主剤21、及び硬化剤22を撹拌する撹拌装置12と、を具備し、撹拌装置12は、樹脂6の主剤21、及び硬化剤22が液滴噴射装置11から噴射される位置より下流側に設置されている、樹脂付着装置7である。
(もっと読む)
321 - 340 / 586
[ Back to top ]