
Fターム[4F205HK05]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形操作、装置 (1,357) | 成形操作 (1,023) | 硬化(←多段工程) (409)
Fターム[4F205HK05]に分類される特許
201 - 220 / 409
補強用プリプレグシート及び構造体の補強方法
【課題】 本発明は、優れた機械的強度を有し且つ軽量性に優れた補強用プリプレグシートを提供する。
【解決手段】 本発明の補強用プリプレグシートは、アラミド繊維又は玄武岩繊維を含む繊維束から形成された網状体に未硬化の熱硬化性樹脂を含浸させてなることを特徴とするので、軽量性に優れていると共に、硬化させることによって優れた機械的強度を発揮するので、風力発電用ブレードなどのように軽量性と強度とが要求される用途に好適に用いることができる。
(もっと読む)
複合材の未硬化連続予備成形方法

【課題】熱硬化性樹脂を含浸したプリプレグ材を未硬化状態で連続的に予備成形する方法を提供する。
【解決手段】プリプレグ材のシートをローラーから引き出して積層し、湾曲装置で所定の断面形状に折り曲げる。ヒーターを備えた金型で連続的に長尺の製品に成形する。金型でプリプレグ材に加える温度と圧力は、常温または熱硬化性樹脂が完全硬化をしない加熱温度で、かつ、プリプレグ材か成形された状態を維持する圧力範囲を選択する。この予備成形により、ゆるい曲率(例えば半径7m以下)をもつ部材や曲率が連続して変化するストリンガー等の成形が容易となる。
(もっと読む)
浴槽の製造方法
【課題】手入れが簡単で、耐久性の高いプラスチック製の浴槽に高級感のある木目模様等の装飾が施された浴槽とその製造方法を提供する。
【解決手段】浴槽1は内面側から見ると、突板25が透明プラスチック層21とガラス繊維23を介して光沢のある木目模様として視認することができ、極めて高い美観を発揮することになる。また、突板25どうしの接合部は塗装部17の裏側に位置するので、接合部が多少ずれていても浴槽1の内面側から見えない。従って、浴槽1全体の美観を損ねることはない。このように浴槽1は高級感のある木目模様が施されているが、実質的にはプラスチック製なので、手入れが簡単で、高い耐久性を有する。上記浴槽1は各部材の積層により製造される。
(もっと読む)
ドレープ成形方法
【課題】プリプレグ積層体を曲げるに際し、シワやボイドの無い良質な成形体を得るためのドレープ成形方法を提供する。
【解決手段】平板状に積層したプリプレグ積層体を、所望の型上で横断面に屈曲部を有する柱状に賦形した後に加熱硬化させるドレープ成形方法であって、プリプレグに使用しているマトリックス樹脂の40℃における粘度が1500Pa・s以上30000Pa・s以下で、かつ該プリプレグ積層体を50℃以上100℃以下に加熱した後、真空脱気法を用いて3分以上25分以下の時間をかけて所望の型に賦形した後に加熱硬化させることを特徴とするドレープ成形方法。
(もっと読む)
FRP格子部材
【課題】厳しい引っ張り応力に充分に耐えながら、補強繊維の使用量削減及び製造工程の簡略化によるコスト低減を達成できるFRP格子部材を提供する。
【解決手段】横方向に向き且つ横方向に間隔をあけて配置された複数の縦壁110と、縦方向に向き且つ縦方向に間隔をあけて配置された複数の横壁120とが交差し且つこの交差部130で一体的に設けられてなり、縦壁が、縦方向に延び且つ厚さ方向に層状に配置された補強繊維160と、この補強繊維を取り込んで硬化し成形された合成樹脂170とを備え、横壁が、硬化し成形された合成樹脂を備え、上記補強繊維が、縦壁における厚さ方向の両端部に形成された二つの外層141、142のうち片方又は両方の外層にのみ配置されているFRP格子部材100である。
(もっと読む)
一体化された繊維複合部品の製造方法
本発明に係る方法は、内部に、複数のアンダーカット補剛要素(107)を有する、複雑な一体化された(単体の)繊維複合構成要素を、除去可能なコア(11−13、26−29、56、75)を用いて製造することを可能にする。連結要素が必要なくなるため、従来の、別個の部品からの組立て(ディファレンシャル工法)の場合のような、連結に必要なリベット及びリベットフランジ等が不要となり、軽量化の可能性が高くなる。 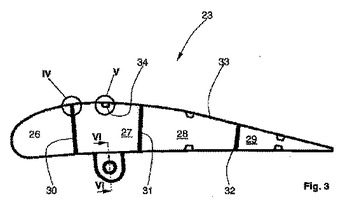 (もっと読む)
(もっと読む)
管状体の製造方法及び管状体
【課題】製造工程中において樹脂含有率を低下させうる管状体の製造方法の提供。
【解決手段】本発明は、FRP管状体の製造方法に関する。この製造方法は、マンドレル2に繊維とマトリクス樹脂とを含む繊維強化樹脂部材4を巻回して中間成形体6を得る工程、上記中間成形体6の外周面に張力を付与しつつ織物テープ8を巻き付けるテープ巻き付け工程、上記織物テープ8が巻き付けられた上記中間成形体6において上記マトリクス樹脂を硬化させる硬化工程及び上記硬化工程の後に上記マンドレル2の引き抜き及び上記織物テープ8の除去を行って硬化管状体を得る工程を含む。好ましくは、上記テープ巻き付け工程において織物テープ8に付与される引張応力T1は、5(Mpa)以上150(Mpa)以下とされる。この製造方法では、巻き付け工程後の工程においてマトリクス樹脂が効果的に抜き出されうる。
(もっと読む)
複合体風力タービンタワー
【課題】 複合体風力タービンタワー(104)、複合体風力タービンタワー(104)を製造する方法、および複合体風力タービンタワー(104)を形成する装置を提供する。
【解決手段】 タワー(104)は、各々がマトリックス材料と、該マトリックス材料内に配置された複数の強化用繊維(401)を有する第1層(501)および第2層(701)を備える。タワー(104)は、第1層(501)と第2層(701)の中間に配置されたコア層(601)をさらに備える。タワー(104)は、現場で部分的または完全に製造することができる。
(もっと読む)
高圧ガスタンクの製造方法
【課題】樹脂製容器の外周部に繊維強化樹脂を巻き付けてなる高圧ガスタンクにおいて、高圧ガスが高圧ガスタンクを透過する際の異音の発生を抑制する。
【解決手段】高圧水素タンクの製造工程において、(a)樹脂製容器を用意する工程と、(b)熱硬化性樹脂が含浸された繊維強化樹脂層を、樹脂製容器の外周部に形成する繊維強化樹脂層形成工程と、(c)繊維強化樹脂層形成工程によって形成された繊維強化樹脂層の最外周部に形成された熱硬化性樹脂層を、溶剤によって溶かす工程と、(d)繊維強化樹脂層を熱硬化する工程と、を備える。
(もっと読む)
タンクの製造方法及び留め部材
【課題】繊維終端部を樹脂繊維層内に織り込む処置を行わずに、繊維終端部を樹脂繊維層に固着する。
【解決手段】タンク2の製造方法であって、熱硬化性の樹脂を含浸させた樹脂繊維Fをライナ3の外周面に巻き付けて、ライナ3の外層に樹脂繊維層Aを形成する工程と、樹脂終端部Faを、樹脂の熱硬化温度Tよりも高い融点を有するクリップ30により樹脂繊維層Aに固定する工程と、その後、クリップ30が融解しない熱硬化温度Tで、樹脂繊維層A中の樹脂を熱硬化させる工程と、その後、クリップ30を融解させる工程と、その後、クリップ30を固化させる工程と、を有する。
(もっと読む)
FRP製部材用プリフォームおよびその製造方法並びにその方法を用いたFRP製部材の製造方法
【課題】皺や折れ曲がり等を生じさせることなく所定の湾曲もしくは屈曲形状に賦形できるFRP製部材用プリフォームの製造方法とプリフォーム、およびその方法により賦形されたプリフォームを用いて所定の湾曲もしくは屈曲形状を有するFRP製部材を製造する方法を提供する。
【解決手段】強化繊維基材を弾性変形可能なマンドレルに沿わせて配置する工程Aと、強化繊維基材とマンドレルを第1バッグ材で密閉して第1バッグ構造体を形成し、その内部を減圧して強化繊維基材をマンドレルの形状に沿わせて所定の横断面形状に賦形する工程Bと、第1バッグ構造体を、長手方向に所定の湾曲もしくは屈曲形状を有する賦形型の上に配置する工程Cと、賦形型上の第1バッグ構造体を第2バッグ材で密閉し、第2バッグ材の内部を減圧して第1バッグ構造体内の強化繊維基材を賦形型の形状に沿わせて長手方向に湾曲もしくは屈曲した形状に賦形する工程Dとを有する。
(もっと読む)
ガスタンク
【課題】十分な強度を確保しつつ高濃度のガスの短時間での流出を抑制することが可能な
ガスタンクを提供する。
【解決手段】口金部材16が取り付けられたライナー12の外周側を繊維強化樹脂層13
で覆ったガスタンク11であって、繊維強化樹脂層13の内層部分に、含有する繊維間に
生じた軸方向に連通する微細な空隙を有する通気層31が設けられている。
(もっと読む)
運送車両用の一体型複合素材からなる車体及びその製造方法
本発明は、複合素材を利用して同時硬化方式で成形された車体及びその製造方法に係り、本発明の一側面によれば、心材と、補強纎維に合成樹脂を含浸させて半硬化させたプリプレグからなる、前記心材の一面に接着される内皮材と、補強纎維に合成樹脂を含浸させて半硬化させたプリプレグからなる、前記心材の他面に接着される外皮材と、前記心材と外皮材との間に挿入される金属板材から構成されるサンドイッチパネルを利用して車体の形状に一体に成形したことを特徴とする運送車両用の一体型複合素材からなる車体が提供される。 (もっと読む)
中空成形体及びその成形方法
【課題】フランジ部の剛性を高める。
【解決手段】
バンパービーム1は、成形の際内部に加圧オイルを導入することにより加圧膨張した袋状バッグ7と、該バッグ7の外周に配置されたシート状SMC成形材30,32を上記オイルによるバッグ7の膨張圧により成形型35の成形面31a,33aに押圧密着させて角筒状に成形されたバンパービーム本体9と、該バンパービーム本体9から外方へ張り出すフランジ部11とを備えている。上記バンパービーム本体9の端面1aには、該バンパービーム本体9の成形の際、オイルを導入する導入孔13が上記バッグ7の内部に連通するように形成され、上記フランジ部11及び導入孔13周りは、上記バンパービーム本体9の成形の際、該バンパービーム本体9の肉厚よりも厚く成形されている。
(もっと読む)
航空機または宇宙機のための繊維複合構成材
少なくとも一部に導電性繊維(6)を有する、航空機または宇宙機のための繊維複合構成材(1)では、導電性繊維(6)は、導電性繊維を加熱し、および/または導電性繊維(6)の電気抵抗を測定するための電流を通電させる電力源に接続される。 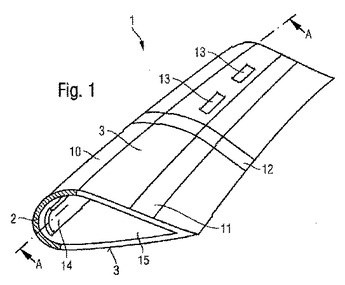 (もっと読む)
(もっと読む)
熱可塑性樹脂被覆FRP線条物及びその製造方法
【課題】ドロップ光ケーブル用テンションメンバなどとして用いられる熱可塑性樹脂被覆FRP線条物の熱可塑性樹脂被覆厚みを薄くして外径を細径化した熱可塑性樹脂被覆FRP線条物及びその製造方法を提供すること。
【解決手段】有機合成繊維からなる補強繊維11束に未硬化の熱硬化性樹脂組成物を含浸させた後、所定形状に絞り成形した線条物の外周面に熱可塑性樹脂からなる被覆層を形成し、前記被覆層を冷却固化した後に、前記熱硬化性樹脂を硬化させ、しかる後被覆層の外径を整径してなる熱可塑性樹脂被覆FRP線条物6であって、前記未硬化の熱硬化性樹脂組成物が、当該熱硬化性樹脂100質量部に対して炭酸カルシウムを0.5〜3質量部含有してなることを特徴とする耐座屈性に優れた熱可塑性樹脂被覆FRP線条物6である。
(もっと読む)
管状体の製造方法及び管状体
【課題】製造工程中において樹脂含有率を低下させうる管状体の製造方法の提供。
【解決手段】本発明は、FRP管状体の製造方法に関する。この製造方法は、マンドレル2に繊維とマトリクス樹脂とを含む繊維強化樹脂部材4を巻回して中間成形体6を得る工程、上記中間成形体6の外側に張力を付与しつつラッピングテープ8、10を巻き付けるテープ巻き付け工程、上記ラッピングテープ8、10が巻き付けられた上記中間成形体6において上記マトリクス樹脂を硬化させる硬化工程及び上記硬化工程の後に上記マンドレル2の引き抜き及び上記ラッピングテープ8、10の除去を行って硬化管状体を得る工程を含む。上記テープ巻き付け工程は、上記中間成形体6の外周面に織物テープ8を巻き付ける第一巻き付け工程及びこの第一巻き付け工程の後にゴムテープ10を巻き付ける第二巻き付け工程を含む。
(もっと読む)
繊維強化プラスチック、その製造方法、およびその製造キット
【課題】コンクリートなどといった被着体に接着する繊維強化プラスチックを作業現場で簡単な工程で所期の設計どおりに製造する方法を提供すること。
【解決手段】補強繊維の存在下で2液硬化型樹脂を硬化させて、被着体1に接着した繊維強化プラスチック20を製造する方法であって、被着体1上に、2液硬化型樹脂の一方の成分を含有する第1のシート11および2液硬化型樹脂の他方の成分を含有する第2のシート12をこの順序で積層する工程、ならびに、得られた積層体1、11、12を加圧して2液硬化型樹脂の両成分を接触させて硬化反応を生ぜしめる工程、を有し、第1および第2のシート11、12の少なくとも一方は補強繊維からなる布状層に2液硬化型樹脂の各成分が含浸されてなるものである、上記製造方法。
(もっと読む)
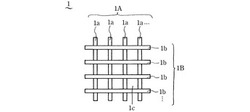
繊維集積ロッドと、その製造方法
【課題】 軸、フレーム等の素材として使用可能な繊維集積ロッドを提供する。
【解決手段】 カーボン繊維束3に塗布した樹脂4が硬化する前に、カーボン繊維束3の多数条3bを張力を加えて集合させて縦繊維部1aを形成し、次に縦繊維部1aの外周にこれを被覆するように前記繊維束3をこれに張力を付与した状態で螺旋状に巻き付けることにより螺旋状部1bを形成する処理を、2回以上実施する。
(もっと読む)
樹脂製回転体の製造方法及び樹脂製回転体成形用半加工品の製造方法
【課題】1つの補強用繊維基材だけを用いた場合であっても、金属製ブッシュの外周部に設けた回り止め部と補強用繊維基材との結合強度を向上させた、信頼性の高い樹脂製回転体の製造方法を提供する。
【解決手段】 抄造装置を用いて、金属製ブッシュ2の外周部の周囲に補強繊維を集積させて1以上の突出部4Aを含む金属製ブッシュ2の外周部を囲む補強繊維集積体を形成する。プレス装置を用いて、補強繊維集積体を回転軸の軸線方向に圧縮して補強用繊維基材5を形成する。補強用繊維基材5に樹脂を含浸させ、樹脂を硬化して樹脂成形体6を形成する。
(もっと読む)
201 - 220 / 409
[ Back to top ]