
Fターム[4F205HK05]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形操作、装置 (1,357) | 成形操作 (1,023) | 硬化(←多段工程) (409)
Fターム[4F205HK05]に分類される特許
181 - 200 / 409
航空機の平面部材およびその製造方法
本発明は、航空機(2)の平面部材(1)であって、前記平面部材が材料厚(4)を有する面(3)を形成し、前記面が座屈剛性を高めるために、ウエブ高さ(6)を有するウエブ(5)によって規定された少なくとも前記面の一部または部分面(7)に、ビード高さ(9)を有する少なくとも1つの補強ビード(8)を備えて実施されており、前記補強ビードが前記ウエブ(5)の間で前記部分面(7)にわたって延びているものに関する。さらに、特にオートクレーブ内でこのような平面部材の製造を可能とする製造方法がなお提案される。
(もっと読む)
管状体及びその製造方法

【課題】ボイド率を効果的に低下させうる管状体の製造方法の提供。
【解決手段】本発明の製造方法は、マンドレル2に、繊維とマトリクス樹脂とを含む繊維強化樹脂部材を巻回して中間成形体6を得る工程と、上記中間成形体6の外周面にラッピングテープを巻き付ける工程と、上記ラッピングテープが巻き付けられた上記中間成形体6を加熱することにより、上記マトリクス樹脂を硬化させる硬化工程と、上記硬化工程の後に上記マンドレル2の引き抜き及び上記ラッピングテープの除去を行って硬化管状体を得る工程とを含む。上記ラッピングテープとして織物テープ8が用いられている。上記硬化工程が、70℃以上90℃以下の温度で120分以上4320分以下の時間に亘って加熱する第一加熱ステップと、上記第一加熱ステップの後になされ、120℃以上200℃以下の温度で10分以上60分以下の時間に亘って加熱する第二加熱ステップとを含む。
(もっと読む)
繊維強化複合材料
マトリックス材料及び複数の繊維プライ強化構造を備えている連続繊維強化複合構造中に組み込まれるのに適した二次プライ構造、そのように形成された連続繊維強化複合材料、そしてその製造の為の方法が記載されている。二次プライは、例えば一次繊維のプライの形状である支持シートを備えていて、シートの平面の外方に略直線状に整列して第3次元へと延出しその表面の少なくとも大部分を横切って略直線状に整列して配置された二次繊維の2次元平面配列を支持していて、統合された構造において平面外の強化を提供する。 (もっと読む)
可変幅のクレビスを伴うパイ形プリフォームおよびその形成方法
【課題】強化コンポジット材料のための織りプリフォーム(200)であり、平らに織り所定の形にするものの提供。
【解決手段】プリフォーム(200)は、三次元の織り構造をもち、フィル繊維(214)の織りによって、各層内の繊維をインターロックするだけでなく、縦糸繊維(216)の層について層と層とをインターロックするようにしている。ベース(200)から少なくとも2つの脚(225,235)が伸び、それらベース(200)および脚(225,235)は、それぞれ少なくとも2層の縦糸繊維(216)を含む。脚は、互いに平行か斜めになっており、また、それらの間に可変幅のクレビス(250)をもつ。ベースおよび/または脚の外側の端部は、縦糸繊維の層が段のあるパターンで終わるテーパをもたせることが好ましい。
(もっと読む)
有孔複合構造およびそのための方法
(a)複数の未硬化のプリプレグシートを含む積層構造を形成するステップであり、積層構造は最初の略平坦な形態を含む、ステップと、(b)積層構造を適切な第1の硬化条件下に置いて、略平坦な形態を維持しながら部分硬化された積層構造をもたらすステップと、(c)部分硬化された積層構造に複数の穿孔を与えるステップであり、部分硬化された有孔の積層構造をもたらす、ステップと、(d)部分硬化された有孔の積層構造を成形するステップと、(e)ステップ(d)と少なくとも部分的に同時にまたはその後に、部分硬化された有孔の積層構造を第2の硬化条件下に置いて、成形および最終硬化済みの積層構造をもたらすステップとを含む、方法。 (もっと読む)
複合部品の作製に適した新規な補強材料
本発明は、複合部品を作製するための、熱硬化性樹脂と合わせる新規な中間材料であって、100〜280g/m2の重量を有する炭素繊維の一方向層からなり、その各面において0.5〜50ミクロン、好ましくは3〜35ミクロンの厚さを有する、熱可塑性繊維のウェブが合わされており、全厚が80〜380ミクロン、好ましくは90〜320ミクロンである上記中間材料、並びにこのような材料から複合部品を製造するための方法、及び得られる複合部品に関する。 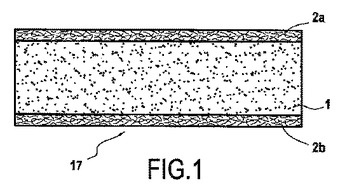 (もっと読む)
(もっと読む)
一軸性複合材料の中に端部連結構造を形成するためのインサート及び方法
一軸性複合材料に適合した端部連結構造を形成するためのインサートであり、例えば風車のローターハブなどに用いられるものである。このインサート(30)はスリーブにより構成され、該スリーブは多軸配向とされた複数の繊維を含んでいる。該スリーブはその内周面の少なくとも一部にねじ部が形成されている。該スリーブにねじ切り加工を施してねじ部を形成するようにしてもよく、或いは、該スリーブをマンドレル(112、301)上において形成するようにしてもよい。このインサートは、螺旋ねじ溝型インサート部材(300、301)を備えたものとするのもよく、そうすることによって、容易に再使用することができる。 (もっと読む)
交絡ガラスストランドとその製造方法、及びガラス繊維強化樹脂引抜成形材
【課題】ボルト等のネジ材を構成する繊維強化樹脂複合材を製造する場合に、ネジ山の凹凸部を十分に補強でき、経済的に優れた製造原価で製造できるガラスストランドと、このガラスストランドを用いて得られるガラス繊維強化樹脂引抜成形材を提供する。
【解決手段】交絡ガラスストランドSは、2以上のガラスストランドが互いに交絡している交絡ガラスストランドであって、2以上のガラスストランドの番手の合計値に対する前記交絡ガラスストランドの交絡番手が3.0%以上18.0%以下の範囲内で大きく、かつJIS R3420(2006)に従う引張強度が100MPa以上である。交絡ガラスストランドSの製造方法は、ストランドの番手に対して、交絡番手が3.0%以上18.0%以下の範囲内で大きくなるように弛ませるものである。ガラス繊維強化樹脂引抜成形材は、本発明の交絡ガラスストランドSを体積百分率表示で30%から50%含有してなるものである。
(もっと読む)
高圧縮率を有する折り畳みコアおよびそれから製造された物品
本発明は、高圧縮率を有する折り畳みモザイク式コア構造に関する。コア構造は、不織シートと、硬化樹脂および不織シートの合わせた重量の百分率としての硬化樹脂の重量が少なくとも50パーセントであるような量の硬化樹脂とを含む。不織シートは、さらに、少なくとも200グラム/デニール(180グラム/デシテックス)のモジュラスおよび少なくとも10グラム/デニール(9グラム/デシテックス)の靭性を有する繊維を含み、樹脂による含浸の前に、不織シートは、式Dp=K×((dr×(100−%r)/%r)/(1+dr/ds×(100−%r)/%r)から計算される見掛け密度を有し、式中、Dpは含浸前のシートの見掛け密度であり、drは硬化樹脂の密度であり、dsは含浸前のシート中の固体材料の密度であり、%rは最終コア構造中の重量%単位での硬化樹脂含量であり、Kは1.0〜1.5の値を有する数である。さらに、樹脂による含浸前の不織シートのGurley多孔度は、30秒/100ミリリットル以下である。また本発明は、このような折り畳みコアを組み込んだ複合構造にも関する。 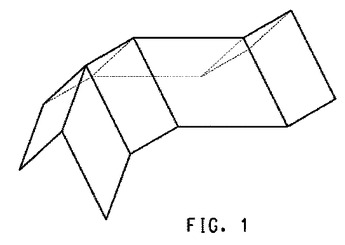 (もっと読む)
(もっと読む)
複合材でつくられるノズルまたは末広ノズル要素の製造方法
製造すべきノズルまたは末広ノズル要素の表面に求められる幾何構造を複製する表面を有する型(40)に繊維テクスチャの複数のパネルを合わせることによって、および相互接触する縁部で複数のパネルを連結することによって繊維プリフォーム(50)を得て、樹脂を含む固化成形組成物で含浸された繊維プリフォームに行われる形成操作によって固化成形された繊維強化材を形成するにあたり、型(40)と含浸された繊維プリフォームに当てたシェル(52、54)との間で形成操作を行い、少なくとも35%の繊維体積分率を有し、少なくとも軸方向寸法のほとんどにわたって多くとも5mmの厚さを有する固化成形された繊維強化材を得る。樹脂を熱分解させた後に気相中での化学浸透によって固化成形された繊維強化材の緻密化を継続して、緻密化の後に、製造すべきノズルまたは末広ノズル要素の形状および壁厚を実際に有する部品を得るようにする。 (もっと読む)
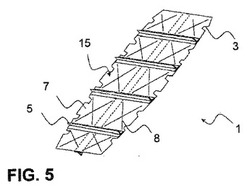
複合材料の要素を製造するための装置及び方法
本発明は、積層され且つ予め切断された未重合の積層体(21,22)に始まる、高分子樹脂を予め含浸させた強化繊維を含む複合材料の3次元ビーム型要素を製造するための装置において、ローラ列(17)をそれ自身に備えるヘッド(15)を備え、前記ヘッド(15)は固定台板に沿って長手方向に移動可能であり、前記ヘッド(15)が移動すると、前記ローラ列が未重合の前記積層体(21,22)に対して作用してそれらを圧縮・成形し、それによって、前記積層体(21,22)がその後の一体化が可能な状態になるように、前記積層体(21,22)をそれらの最終形状に一気に成形する装置に関する。また、本発明は複合材料の3次元ビーム型要素を製造するための方法に関する。 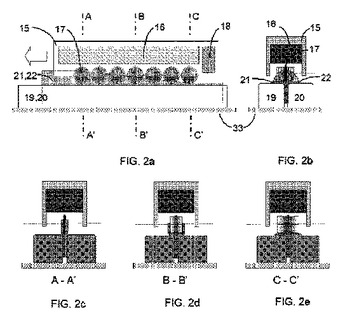 (もっと読む)
(もっと読む)
マイクロ波重合を使用して繊維強化複合材料からなる構造部分を製造する方法
マイクロ波(3)を吸収する繊維強化複合材料(4)を含む少なくとも一層(2)を有する部分(1)を製造する本発明による方法であって、前記方法は、a)前記少なくとも一層(2)をある形状(5)に整えて、b)前記少なくとも一層(2)の第一表面部分(6)をマイクロ波(3)で処理して、前記少なくとも一層(2)の温度を制限する手段は少なくとも一つの隣り合う第二表面部分(7)と少なくとも一時的に相互作用することを少なくとも含む。前記方法では、特に、a)及びb)が複数の部分(1、11)に対して実施され、前記部分(1、11)は少なくとも下記により更に処理され、c)各第二表面部分(7)の少なくとも一部が少なくとも一つの重なる領域(12)を作るように、複数の部分(1、11)が互いに対して位置決めされ、d)前記少なくとも一つの重なる領域(12)をマイクロ波(3)で処理する。 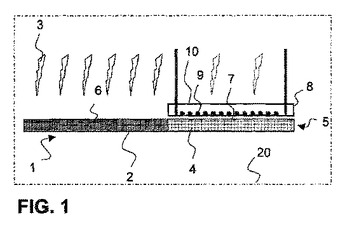 (もっと読む)
(もっと読む)
マイクロ波を使用して繊維強化複合材料からなる構造部分を製造する方法及び成形用具
繊維強化複合材料(4)を含む少なくとも一層(2)を有する部分(1)を製造する方法が開示されて、前記方法は、a)重合可能な繊維強化複合材料(4)からなる前記少なくとも一層(2)をある形状(5)に整えて、前記形状(5)は基部面(6)及び複数の盛り上がった部分(7)を有し、b)少なくとも一つの前記盛り上がった部分(7)と接触させるように少なくとも一つの成形用具(8)を位置決めして、前記成形用具(8)は、前記少なくとも一つの盛り上がった部分(8)に対する少なくとも一つの接触面(9)がマイクロ波感受性材料(10)からなり、c)前記少なくとも一つの成形用具(8)をマイクロ波(3)で照射することにより少なくとも一つの前記盛り上がった部分(7)を重合させることを少なくとも含む。前記成形用具は三次元の型(11)を有し、前記成形用具(8)は前記部分(1)に対する接触面(9)を有し、少なくとも前記接触面(9)はマイクロ波感受性材料(10)からなる。 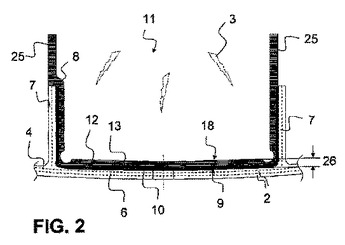 (もっと読む)
(もっと読む)
車両用ボディシェル構造及びその製造方法
本発明は、車両用ボディシェル構造の製造方法に関し、硬化可能なマトリクス材料を入れ込まれた平坦な布製の支持エレメントが準備され、この支持エレメントは、強化/成形エレメントの対応する位置決め後に、少なくとも1つのシェル中子の周囲に成形され、続いてマトリクス材料が硬化される。少なくとも1つのシェル中子を取り除くと、溶接接合の一体型ボディシェル構造ができる。本発明は、さらに、本方法によって製造されたボディシェル構造に関する。 (もっと読む)
流体不浸透性が改善された複合パネル
繊維層および熱硬化性樹脂成分と硬化剤と繊維ミクロパルプとを含む樹脂を含むプレプレグ複合材料。ミクロパルプ成分は、0.01〜100マイクロメートルの体積平均長さを有するアラミド繊維である。プレプレグは、硬化構造体への流体浸透を最少化するために複合パネル構造体の中で有用である。このプレプレグは、ハニカムサンドイッチパネルを製造するために特に適する。アラミド繊維ミクロパルプを含有するフィルム接着剤、液体樹脂およびペースト樹脂も開示される。  (もっと読む)
(もっと読む)
強化補強材及び強化補強材を作製する方法
複合補強材は積層された一方向複合テープのプリフォームを使用して加工されている。補強材は構造用接着剤で包まれた充填材によって強化された空隙を含む。空隙を囲むプリフォームの表面は、接着剤によって充填材に貼り合わせた複合布層を含み、これにより空隙周囲の補強材の靭性を増加させ、補強材のプルオフ強度を改善している。 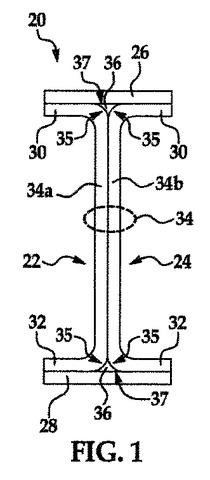 (もっと読む)
(もっと読む)
航空機胴体中に配置される中間デッキを支持するための支柱、およびその支柱用のロッドボディを製造するための方法
【課題】ロッドボディが軽量構造でありつつ良好な座屈抵抗および耐損傷性を備えさらに向上された耐火性を備える支柱を創出する。
【解決手段】航空機胴体1中に配置される中間デッキ2を支持するための支柱であって、繊維強化材料を含む中空円筒形のロッドボディ3を含み、そのロッドボディ3の2つの端部が航空機胴体1に、または中間デッキ2に着脱可能に取り付けるための取り付け部として設計される、支柱に関し、ロッドボディ3は、45°の位置合わせで、または90°の位置合わせで同じ数の縦糸および横糸を用いた炭素繊維布から製作される少なくとも1つの第1の補強層10aと、0°の位置合わせで横糸より多くの数の縦糸を含む炭素繊維布から製作される少なくとも1つの第2の補強層10b、10cと、ガラス繊維を含む最終層とを含み、それらは、人工樹脂と共に、コンパクトな繊維強化材料を形成する。
(もっと読む)
繊維強化樹脂構造体の製造方法
【課題】繊維強化樹脂構造体30を製造するに際して、強化繊維糸3の配向方向を容易にかつ自在に制御できるようにする。
【解決手段】樹脂を含浸した長尺状の強化繊維糸3を間隔をおいて配置した2本の支持軸1,2間に所定の幅に亘って巻き付けて繊維巻き付け体10とし、それに捻りを与えて繊維に配向を与える。捻りを与えた繊維巻き付け体10aの横幅を調整して配向角度を適宜調整した後、所定の型を用いて賦形し、加熱成形して所望の繊維強化樹脂構造体とする。
(もっと読む)
プリフォーム用基材とその製造方法
【課題】賦形性と形態安定性に優れた、且つ、通気性が高く樹脂の含浸性にも優れたプリフォーム用の強化繊維基材を提供すること。
【解決手段】熱硬化性樹脂を主成分とするバインダー樹脂組成物であって、この樹脂組成物の融点(Tm)が0〜20℃であり、25℃における粘度が50〜500kPa・s、100〜150℃における粘度が0.01〜1.0Pa・sの範囲内にあるバインダー樹脂組成物を、シート状の強化繊維基材の片面又は両面に、強化繊維基材に対し1〜20重量%の範囲で、ドット状に付着してなるプリフォーム用基材、及びそれを複数積層して得られる積層基材又はプリフォーム。
(もっと読む)
流水用FRP製整流板の製造方法および流水用FRP製整流板
【課題】長手方向の寸法が長くなっても、面内反りが殆ど無く、機械のスロットへの取付け側が常に殆ど真っ直ぐになっているFRP製整流板の提供。
【解決手段】補強繊維基材の積層構成を、幅方向の各部位において、長手方向の硬化後の熱収縮量と飽和吸水後の湿潤膨張量の差ができるだけ小さくなるように設計しておき、上記積層構成の補強繊維基材にマトリックス樹脂を含浸させ加熱により硬化成形して熱収縮由来の面内反りの有る成形品を製造した後、その成形品に飽和吸水量まで吸水させることで湿潤膨張させて面内反りを戻す。
(もっと読む)
181 - 200 / 409
[ Back to top ]