
Fターム[4F205HK05]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形操作、装置 (1,357) | 成形操作 (1,023) | 硬化(←多段工程) (409)
Fターム[4F205HK05]に分類される特許
381 - 400 / 409
炭素繊維強化プラスチック製管状体及びその製造方法
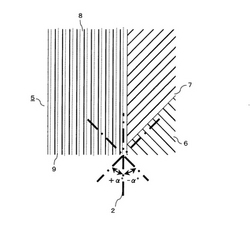
【課題】 特に斜め方向に炭素繊維糸を配列したプリプレグを巻回積層して管状体を成形する場合において、従来よりも裁断作業量・材料ロスを軽減し、簡便で正確な角度設定を可能とする、炭素繊維強化プラスチック製管状体及びその製造方法の提供。
【解決手段】 複数の炭素繊維強化プラスチック層を積層してなる管状体であって、管状体軸方向に対して+α°、−α°、及び0°の配向角度で引き揃えた炭素繊維糸を、それぞれ上下に交錯させることなく積層して形成した多層積層プリプレグを含んで構成する。
(もっと読む)
電気特性変更可能な繊維強化プラスチック板及びその繊維強化プラスチック板の製造方法

【課題】繊維強化プラスチック板の製造後にも電気特性を任意に設定出来る電気特性変更可能な繊維強化プラスチック板及びその繊維強化プラスチック板の製造方法を提供する。【解決手段】電気特性変更可能な繊維強化プラスチック板1は、ガラス繊維,芳香族ポリアミド繊維等の補強繊維布に熱可塑性樹脂材料を含浸させた繊維強化プラスチック板1の内部に内径(0.7mm), 外径(0.85mm)から成る微細な中空ファイバー2を複数本並列に埋設して一体的に形成してある。中空ファイバー2の中空部2aには、中空ファイバー2の端末部から電気特性変更可能な繊維(例えば、アルミ繊維)や、電気特性を有する液体(例えば、磁性流体)を注入して電気特性を変更可能にするものである。このような繊維強化プラスチック板1を製造する場合には、補強繊維布に樹脂材料を含浸させた繊維強化シート1aに微細な中空ファイバー2を複数本並列に配設して複数枚形成し、この繊維強化シート1aを所定枚数積層させた後、加熱硬化することにより一体的に成形する。 (もっと読む)
被覆層構造体の施工方法及び被覆層構造体
【課題】 FRP防水・防食の現場施工において、作業効率を効果的に改善させることができ、且つ施工中の臭気をも低減できる施工方法を提供する。
【解決手段】 FRP層fを含む被覆層構造体である防水層1を現場施工する施工方法である。この施工方法は、樹脂が液状未硬化である間にFRP層fの表面を透明性を有するフィルム状部材2で覆うとともに加圧及び脱泡して平滑化し、前記樹脂が硬化した後にフィルム状部材2を除去する工程を含む。
(もっと読む)
FRP製グレーチングの成形方法
【課題】側面が鉛直方向に対して傾斜している構成部材を有する繊維強化合成樹脂製の格子状体の新規の製造方法の提供。
【解決手段】底板41上に2つ以上の駒5が縦方向および/または横方向に配列するように突出して形成された型4に硬化性樹脂を充填し、連続繊維を前記駒の配列方向に延在させて、前記型の端部に位置する駒で前記連続繊維をコの字状に折り返して反対方向に延在させることを繰り返すことにより、前記連続繊維を前記型上に格子形状に配置して、前記連続繊維を硬化性樹脂に含浸させて、その後、前記硬化性樹脂を硬化させて、繊維強化合成樹脂製の格子状体を製造する方法。
(もっと読む)
二方向及び多軸ファブリック並びにファブリック複合体
二方向及び多軸ファブリック、ファブリック複合体、これらの防弾性アセンブリ、並びにこれらを製造する方法。ファブリックは、一方が他方の上にあり、平行な平面内にあり、与えられた平面内のヤーンの方向は隣接する平面内のヤーンの方向に対してある角度で回転している強力で実質的に平行な一方向ヤーンの組;並びに強力なヤーンが介在し、より低い強度及びより高い伸びを有するヤーンの1つ以上の組を含む。
本発明のファブリックは、通常の織布及び編物と比較して優れた弾道有効性を提供するが、従来の織機及び編機上での製造しやすさを保持する。 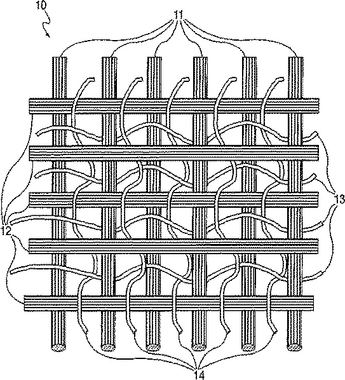 (もっと読む)
(もっと読む)
橋の踏み板または操作台の踏み板及びその製造方法
【課題】 FRP成形体からなる踏み板にサンドブラスト処理に使用して廃材となった研磨材等を応用して、廃材の再利用と滑り難さを有する踏み板表面の形成を図ること。
【解決手段】 予め加熱・加圧式ハンドレイアップ法によって踏み板2の寸法を有するHBRP成形体2Aを製造しておき、踏み板2の表面になる側の表層2Cを側面から切れ目を入れて剥がし、四方の側面を動かないように強く挟んで、剥がした部分2Cをクレーンやチェーンブロックの先端でクランプして機械の力で持ち上げることによって、表面層を全面に亘って剥離させる。次に、表面層が剥離されたHBRP成形体2Bの上に硬化剤・硬化促進剤入り常温硬化性樹脂20を塗布して、角が取れた砂粒21を全面に撒いて敷き詰めて、常温硬化性樹脂20を常温硬化させる。最後にエアーガンで付着しなかった砂粒21を吹き飛ばして除去する。必要に応じて、所定回数繰り返して踏み板2が完成する。
(もっと読む)
FRP成形体からなる手摺部品または手摺及びその製造方法
【課題】 加圧式ハンドレイアップ法による低コストで耐候性が高く高強度で軽く運搬・施工が容易で耐用年数も長いFRP成形体からなる手摺とその製造方法を提供すること。
【解決手段】 エルボー管2より一回り小さいPVCパイプから芯材2Aを作製し、ガラス繊維クロス2aを巻き、その上から(硬化剤及び硬化促進剤入り)熱硬化性樹脂2bを全面に塗布し、成形体2Cが所定の太さになるまで繰り返す。上型10Aと下型10Bからなる鋼鉄製の圧縮型10の内面に離型剤を塗布した後、ゲルコート剤を塗布して加熱硬化させておき、成形体2Cを下型10B内に押し込んで上型10Aを被せて、全ての突出部12A,12Bをボルト13・ナット14で止め、成形体2Cの全体を均一に圧縮して積層体2Bを硬化させた後、圧縮型10から完成したエルボー管2を取外す。チーズ管、直管も同様に製造し、これらを組み合わせてFRP成形体からなる手摺が製造される。
(もっと読む)
繊維強化樹脂線状物及びその製造方法
【課題】光ファイバーケーブル用テンションメンバーの引張強度を維持しつつ、曲げ性能を向上する。
【構成】無機繊維と、有機繊維と、その間のマトリックス樹脂を含む繊維強化樹脂線状物。無機繊維の周囲に有機繊維が配置されていてもよい。無機繊維と有機繊維とを未硬化の熱硬化性樹脂に含浸させ、次いで、硬化させる繊維強化樹脂線状物の製造方法。
(もっと読む)
繊維強化樹脂製ローラおよびその製造方法
【課題】 本発明は、低慣性モーメントを有するローラおよびその製造方法を提供することを目的とする。
【解決手段】 樹脂含有量が50重量%未満の繊維強化プラスチックからなる内層と、樹脂含有量が50〜95重量%の繊維強化プラスチックからなる外層とを有するFRP管体の表面に無電解メッキを施してローラを形成する。
(もっと読む)
圧力容器およびその製造方法
容器本体(2)の表面に、樹脂を含浸させた強化繊維である強化繊維樹脂(3)からなる繊維強化樹脂層(4)を形成した圧力容器(1)であって、繊維強化樹脂層(4)を硬化させた後、容器本体(2)と繊維強化樹脂層(4)にプレストレスをかけるために、容器表面の周方向の歪が0.7%以上0.9%以下となるように内圧をかけて容器本体(2)を塑性変形(自緊処理)させ、破壊圧力が充填圧力の2.2〜2.8倍となる充填圧力で高圧ガスを貯蔵する圧力容器(1)である。該圧力容器(1)は、疲労特性と破裂特性に優れ、かつ軽量なものとなるので、高圧ガス用の貯蔵容器等に好適に用いられる。 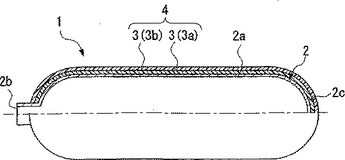 (もっと読む)
(もっと読む)
耐圧容器製造方法及び繊維束巻付装置
【課題】 円筒の両端にドーム部が連設されたライナに繊維束を巻き付けることにより、強化した耐圧容器を製造する耐圧容器製造方法において、繊維束の巻き付け時にライナに作用する荷重を大幅に低減することによりライナの破損を防止する。また、この耐圧容器製造方法の実施に使用される繊維束巻付装置を提供する。
【解決手段】 ライナ10に繊維束20を巻き付ける際に、ライナ10の周囲を回転する第1可動レール3に第1ボビン群を配置し、第1可動レール3に隣接してライナ10の周囲を回転する第2可動レール4に第2ボビン群を配置し、ライナ10を軸方向に往復移動させながら、第1ボビン群と第2ボビン群とをライナ10の周囲で相互に反対方向に周回させる。
(もっと読む)
炭素繊維強化プラスチック成形体およびその製造方法
【課題】 炭素繊維の体積分率が低い炭素繊維強化プラスチック成形体、および、その製造方法を提供する。
【解決手段】 単繊維6000〜48000本で束ねられてなる炭素繊維束11が撚られ、螺旋状を呈する螺旋炭素繊維束13が所定に配列し、螺旋炭素繊維束13間に合成樹脂が硬化してなるマトリックスを含んでなる炭素繊維強化プラスチック成形体であって、螺旋炭素繊維束13は5〜30回/mのピッチであり、炭素繊維の体積分率は5〜50%である炭素繊維強化プラスチック成形体。
(もっと読む)
繊維強化複合材環状構造体の製造方法、及びその構造体からなる航空機胴体用環状フレーム
【課題】 ウェブ部及びフランジ部の各々に応じた剛性を有する繊維強化複合材環状構造体を、比較的短時間で、低廉に製造できる方法及びその構造体からなる航空機胴体用環状フレームを提供する。
【解決手段】 (a) 強化繊維により、平板環状のウェブ部21と上記ウェブ部21に対してほぼ垂直なフランジ部22とを有する環状の基本プリフォーム2を成形し、(b) 上記環状基本プリフォーム2のウェブ部21に、強化繊維からなる平板環状の補強プリフォーム3を接合するとともに、(c) 上記環状基本プリフォーム2のフランジ部22に、強化繊維からなる円筒状の補強プリフォーム4を接合することにより、一体構造を有する環状繊維プリフォーム1を成形し、得られた環状繊維プリフォーム1にマトリックス樹脂を含浸させ、硬化させる方法。
(もっと読む)
繊維強化樹脂製線材の成形方法・繊維強化樹脂製線材・繊維強化樹脂製線材の成形装置・繊維強化樹脂製線材の成形に用いられる繊維束
【課題】金型のような高価な成形加熱治具を要することなく成形でき、成形速度を高速にできるとともに、多品種少量生産もコストアップを来たすことなく容易にでき、繊維強化樹脂製線材の製造コストの大幅な低減を図れるようにする。
【解決手段】撚って断面が円形状になるように予備成形した繊維束2をテンションローラ9で張力を付与しながら送り、樹脂槽3内にどぶ浸けして熱硬化性樹脂11を含浸し、余分な樹脂をダイス4に通して削ぎ落とした後、電気炉5内で折り返し案内して樹脂を非接触状態で加熱しながら硬化させつつ引き抜き手段6により引き抜く。
(もっと読む)
強化繊維基材、繊維強化プラスチック部材および繊維強化プラスチック部材の製造方法
【課題】
軽量であり、強度や弾性率などの機械特性が優れ、なおかつ、平滑な表面を有する繊維強化プラスチック部材を提供する。また、軽量であり、強度や弾性率などの機械特性が優れ、なおかつ、平滑な表面を有する繊維強化プラスチック部材を容易に製造可能な強化繊維基材、および繊維強化プラスチックの製造方法を提供する。
【解決手段】
次の構成要素[A]、[B]、[C]を含み、構成要素[A]の少なくとも片面に構成要素[B]を介して、構成要素[C]が配設されていることを特徴とする繊維強化プラスチック部材。
[A]繊維強化プラスチック
[B]引張弾性率が0.1〜500MPaである低弾性率表面層
[C]引張弾性率が1000〜30000MPaである高弾性率表面層
(もっと読む)
衝撃吸収部材の製造方法
【課題】 構造部材に使用される衝撃吸収部材であって、従来よりもさらに大きなエネルギー吸収量を実現する衝撃吸収部材の製造方法を提供する。
【解決手段】 中空の構造部材200と、その表面の全部又は一部を覆う、繊維強化部材100とからなる衝撃吸収部材300の製造方法であって、硬化後に繊維強化部材100となるプレプリグ150を形成するプレプリグ形成工程と、繊維強化部材100が、引張最大荷重特性、圧縮最大荷重特性、引張最大変位特性、及び圧縮最大変位特性からなる群より選択される一以上の特性を有し、異なる前記特性が前記構造部材の表面上に交互に形成されるようにプレプリグ150を構造部材200上に配置するプレプリグ配置工程と、プレプリグ150を硬化させて繊維強化部材100を形成するプレプリグ硬化工程とを含む。
(もっと読む)
圧力容器
【課題】 補強繊維をライナの長さ方向への巻き付けを簡単に行うことができる圧力容器を提供する。
【解決手段】 筒状ライナ3およびライナ3の周壁外周面にその周方向に巻き付けられた補強繊維を有しかつライナ3の周壁外周面を覆う第1の繊維強化樹脂層4よりなる容器構成体2と、すべての容器構成体2の長さ方向に巻き付けられた補強繊維を有する第2の繊維強化樹脂層20とを備えた圧力容器1である。すべての容器構成体2のライナ3の両端部に跨ってそれぞれ外方に膨出したドーム状連通部材6を固定し、これらのライナ3の内部どうしを連通させるとともに、すべてのライナ3の両端開口を閉鎖する。連通部材6の外面にずれ防止部としての凹部12を形成する。第2の繊維強化樹脂層20は、両連通部材6の凹部12にかかるように容器構成体2の長さ方向に巻き付けられた補強繊維を有している。
(もっと読む)
複合材料からなる管状部材及びその製造方法
【課題】 高い機械的特性を保持しながら識別可能な表面彩色を有すると共に、表面の高い摺動性(slidability)を有した、複合材料からなる管状部材およびその製造方法を提供する。
【解決手段】 繊維が所定方向に沿って存在するように重ね合わされて配列され、重合型母材中に含浸されている構造繊維の複数の層(2)を有しており、所定量の少なくとも1種類の顔料が最外側層(2a)の重合体母材中で、実質的に最外側表面に近接する部分にのみに与えられている、複合材料からなる管状部材(1)。
(もっと読む)
高性能構造形状体を製造するための連続的プルトルージョン法
本発明は、構造形状体を製造するための連続的プルトルージョン法において、a)1枚以上の織物シートに、(i)三又は四官能性エポキシ樹脂である少なくとも一種類のエポキシ樹脂、及び(ii)異なった反応性を有する少なくとも二種類の反応性基を含む硬化剤系、の組合せを含む樹脂組成物を含浸させ、b)前記含浸させた織物シートを熱に掛けて前記少なくとも一種類のエポキシ樹脂と前記硬化剤系とを部分的に反応させ、その結果前記樹脂組成物の粘度を増大し、そしてc)前記部分的に反応させた含浸樹脂組成物を、熱及び(又は)圧力を用いてゲル化する、連続的プルトルージョン法を与える。 (もっと読む)
ジグザグ形状の繊維強化樹脂成形品及びその製造法
【課題】引抜き成形によってジグザグ形状の繊維強化樹脂成形品を製造し、得られた成形品を用いた複合補強部材を得る。
【解決手段】強化繊維束に熱硬化性樹脂を含浸させ、賦形ノズルを通して引抜き、硬化域に引抜き方向に沿って複数本のピンを所定間隔を置いて2列に整列させ、該2列のピンが相互にジグザグとなるように配列して2列のピンを移動させ、賦形ノズルを2列のピンと相対的に引抜き方向に直交する方向に往復動させて強化繊維束を含む熱硬化性樹脂を2列のピンに交互に掛けて硬化させてジグザグ形状の引抜き成形体を製造する。
(もっと読む)
381 - 400 / 409
[ Back to top ]