
Fターム[4F205HK05]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形操作、装置 (1,357) | 成形操作 (1,023) | 硬化(←多段工程) (409)
Fターム[4F205HK05]に分類される特許
301 - 320 / 409
モールド製品及びその製造方法

モールド製品を製造する方法において、炭素繊維のような繊維は、ロボット吐出ヘッドに供給され、複数の繊維はより短い長さに裁断され、所望の配向で且つ所望の厚さ及び強さを達成するために所望される数の層となるように、モールドツールに吐出される。それから樹脂が、配向された繊維に塗布され、モールド製品を形成するために硬化される。繊維の配向または繊維の実質的な配向は、モールドツールが真空状態にされることにより、静電手段により、モールドツールへのアプリケーションの前に樹脂に繊維がコーティングされ、モールドツールの表面を加熱することにより、または短くされた長さの繊維に対してエポキシのミスト層が塗布されることにより、維持される。繊維の長さ及び堆積率は、必要に応じて変更される。その方法は処理時間及び部品コストを削減する完全自動製造を容易にする。本発明は対応するモールド製品も含む。 (もっと読む)
軸外れ複合プレプレグの製造方法及び装置

本発明は、裏紙の縦方向に対して±5度のような角度でファイバ方向を有するテープ形態の2つの層の軸外れ複合プレプレグ材料を好ましく製造する方法及び装置に関する。このような軸外れプレプレグ複合材料テープの使用は主に航空機の複合翼ストリンガまたはスパーのような高い縦横比の部品を製造するためのものである。 (もっと読む)
繊維強化複合材接合構造体の製造方法および繊維強化複合材接合構造体
【課題】軽量かつ高強度な繊維強化複合材接合構造体を製造する方法および繊維強化複合材接合構造体を提供する
【解決手段】繊維強化複合材料からなる第一の部材と、繊維強化複合材料からなる第二の部材の端面を接するように配置し、接合部補強用強化繊維積層体を第一の部材と第二の部材に跨がせるように配置する第一の工程と、前記第一の部材と前記接合部補強用強化繊維積層体間の第一の接着面および前記第二の部材と前記接合部補強用強化繊維積層体間の第二の接着面のそれぞれの接着面の少なくとも一ヶ所に前記各部材と前記接合部補強用強化繊維積層体の双方に強化繊維束製の杭材を刺入させる第二の工程と、前記接合部補強用強化繊維積層体および前記強化繊維束製の杭材に同時に樹脂を含浸させて硬化させる第三の工程を有することを特徴とする繊維強化複合材接合構造体の製造方法。
(もっと読む)
繊維強化樹脂製管状体の製造方法
【課題】フープ層用プリプレグを巻回する際における巻き始め端部の跳ね上がりを抑制するとともに、長さ方向に反りや曲がりの少ない繊維強化樹脂製管状体を製造する。
【解決手段】マンドレル10の軸方向にプラスの角度に強化繊維が配向したプラス層用プリプレグ11と、マイナスに配向したマイナス層用プリプレグ12と、約90°に配向したフープ層用プリプレグ13とを積層して、プリプレグ積層体14Aを調製し、これをマンドレル10に巻回する。この際、例えば、プリプレグ積層体14Aをマンドレル10に巻回した際には、プラス層用プリプレグ11が最外層となるように積層する。また、マイナス層用プリプレグ12とフープ層用プリプレグ13の各巻き始め端部12a、13aが、プラス層用プリプレグ11の巻き始め端部11aよりも後方に位置し、かつ、互いにずれるように配置する。
(もっと読む)
部分含浸プリプレグとそれを用いた繊維強化複合材料の製造方法
【課題】容易に脱気が可能で、ボイドの少ない大面積の繊維強化複合材料を生産性良く製造することが可能な、部分含浸プリプレグを提供すること。
【解決手段】25℃での粘度が100Pa・S以上である液状エポキシ樹脂(A)と、25℃で固体であるエポキシ樹脂(B)と、ジシアンジアミド硬化剤(C)とを必須成分として含むエポキシ樹脂組成物であって、樹脂組成物の25℃での粘度が5×105Pa・S以上であり、樹脂組成物の硬化開始温度が100〜120℃の範囲にあり、且つ、その時の粘度(最低粘度)が0.1〜2Pa・Sの範囲にあるエポキシ樹脂組成物を、強化繊維基材に部分的に含浸せしめてなる部分含浸プリプレグ。
(もっと読む)
繊維強化複合体およびその製造方法
【課題】 所望の優れた装飾性を持つ装飾層と、強度が十分高い繊維強化樹脂層とを有し、装飾層と繊維強化樹脂層との界面が、ボイドや接着不良という欠陥の無い界面である繊維強化複合体を提供し、その製造方法を提供することを目的とする。
【解決手段】 繊維強化複合体11は、第1繊維と第1樹脂とを含む繊維強化樹脂層12を内側に、第2繊維と第2樹脂とを含む装飾層13を外側に有する。繊維強化樹脂層12および装飾層13は、第1樹脂を含浸した第1繊維を型に巻きつけ、第2樹脂を含浸した第2繊維をその外側に巻きつけて、第1樹脂および第2樹脂を同時に硬化させた層である。そうすることによって、繊維強化複合体11は、繊維強化樹脂層12と装飾層13とが一体化された繊維強化複合体である。
(もっと読む)
繊維強化プラスチック部材
【課題】部材内での層間剥離などの欠陥が発生しない、強度や弾性率などの機械特性に優れ、軽量で平滑な表面を有する繊維強化プラスチック部材を提供する。
【解決手段】次の構成要素[A]、[B]、[C]、[D]を含み、構成要素[A]の少なくとも片面に構成要素[B]、構成要素[C]、構成要素[D]がこの順に配設されていることを特徴とする繊維強化プラスチック部材。
構成要素[A]:繊維強化プラスチック
構成要素[B]:引張弾性率が0.1MPa〜500MPaである層
構成要素[C]:接着層
構成要素[D]:引張弾性率が1000〜30000MPaである熱可塑性樹脂層または熱硬化性樹脂層
(もっと読む)
炭素繊維強化樹脂成形体の製造方法および炭素繊維強化樹脂成形体
【課題】本発明は、厚みのある成形体へも適用可能な機械強度の高い炭素繊維強化樹脂成形体およびその製造方法を提供することを目的とする。
【解決手段】(b工程)硬化剤含有熱硬化性樹脂組成物(A)で表面が被覆された炭素繊維に、該炭素繊維の長手方向に張力を負荷し、該炭素繊維を硬化剤含有熱硬化性樹脂組成物(B)中に浸漬する工程と、(c工程)b工程の後に、硬化剤含有熱硬化性樹脂組成物(A)で表面が被覆され、かつ張力を負荷された炭素繊維が浸漬された状態で、硬化剤含有熱硬化性樹脂組成物(B)を硬化させる工程と、(d工程)c工程の後に、前記炭素繊維に負荷されていた張力を除去する工程とを有することを特徴とする炭素繊維強化樹脂成形体の製造方法。
(もっと読む)
複合材角部及び複合材角部の製造方法
【課題】 環状ガスタービンエンジン部品のフランジ角部の高樹脂密度領域を低減もしくはなくす方法の提供。
【解決手段】 ガスタービンエンジン部品及びガスタービンエンジンの複合材部品の製造方法は、互いにある角度で配置された第1及び第2の表面を有するツール(100)を準備する段階を含む。第1の表面と第2の表面との角部近傍で終端する端部を有する繊維セグメント(302)を第1の表面に取り付ける。繊維セグメント(302)及び第2の表面に繊維プリフォーム(301)を配置する。次いで、繊維プリフォーム(301)又は繊維セグメント(302)の1以上にマトリックス材料を加える。繊維セグメント(302)の端部を膨らませることができる十分な温度に繊維セグメント(302)及び繊維プリフォーム(301)を加熱する。次いでマトリックス材料を硬化して角部分の繊維分布が実質的に均一な複合材物品を形成する。
(もっと読む)
繊維強化樹脂製円筒成形品の製造方法
【課題】 脱型が困難な円筒状の成形品を、簡易な構成の成形型によって容易に成形し、成形品形状の制約を受けることなく、寸法精度が高く、強度に優れた成形品を得ることを可能にする繊維強化樹脂製円筒成形品の製造方法を提供する。
【解決手段】 抜き勾配を有しない円筒成形型1の外周面に、その肉厚方向の弾性を備えて成形品からの脱型性を高める脱型用緩衝材2を巻回しておき、この脱型用緩衝材2の外周に、成形品5と脱型用緩衝材2との離型性を高める離型シート3を巻回し、この離型シート3の外周に樹脂を含浸させた強化繊維基材を巻き付けて強化繊維基材層4を形成する。そして、硬化した円筒成形品5から円筒成形型1を脱型用緩衝材2の弾性を利用して脱型し、脱型後の円筒成形品5の内周の脱型用緩衝材2および離型シート3を除去することにより円筒成形品5を得る。
(もっと読む)
複合材の未硬化連続予備成形方法
【課題】熱硬化性樹脂を含浸したプリプレグ材を未硬化状態で連続的に予備成形する方法を提供する。
【解決手段】プリプレグ材のシートをローラーから引き出して積層し、湾曲装置で所定の断面形状に折り曲げる。ヒーターを備えた金型で連続的に長尺の製品に成形する。金型でプリプレグ材に加える温度と圧力は、常温または熱硬化性樹脂がゲル化をしない加熱温度で、かつ、プリプレグ材か成形された状態を維持する圧力範囲を選択する。
(もっと読む)
繊維強化樹脂製管状体の製造方法
【課題】ストレート層用プリプレグおよび/またはバイアス層用プリプレグと、補強層用プリプレグとをマンドレルに巻回してゴルフクラブシャフトなどの繊維強化樹脂製管状体を製造する際に、ボイドが少なく一定の性能のものを生産性よく製造する。
【解決手段】強化繊維とマトリックス樹脂を含む繊維強化樹脂からなる管状体の製造方法であって、ストレート層を形成するストレート層用プリプレグ14,17および/またはバイアス層を形成するバイアス層用プリプレグ11と、補強層を形成する補強層用プリプレグ12,13,15,16,18とをマンドレルに巻回する巻回工程の前に、ストレート層用プリプレグ14,17およびバイアス層用プリプレグ11のうちの少なくとも1つに、補強層用プリプレグ12,13,15,16,18を予めラミネートしておく。
(もっと読む)
FRP成形物の継手構造および継手接合方法
【課題】FRP成形物を船殻に使用しても、水流抵抗の増加や美観の悪化を回避できるようにする。
【解決手段】心材2を中にしてその両外側に繊維強化材3a,3bを積層し、この積層物の継手部となる端縁部に、この継手部の第1の心材となる金属板4の一端側4aをその板厚中心面が積層物の板厚中心面と一致するように埋め込み、樹脂含浸させてこれらが一体化されたFRP成形物1を、金属板4を介して隣接FRP成形物間で連結接合する際に、互いの金属板4,4の露出部4b,4bの先端を突合せ溶接するとともに、これら金属板4,4の前記埋込部を、それぞれボルト・ナット6,7により両FRP成形物1,1の本体側に補助的に固定し、更にこれら補助的固定部および突合せ溶接部8を含む継手部全域に両FRP成形物1,1の本体部の表面と面一となるように第2の心材9を付加し、外側より繊維強化材11a,11bで挟み、樹脂含浸して一体化する。
(もっと読む)
複合材料により構成された自動車用ハイブリッドドライブシャフト
【課題】鋼鉄製のドライブシャフトに比べて振動特性が優れ、出力が向上する優れた性能の複合材料により構成されたドライブシャフトの製作方法を提示する
【解決手段】本発明は、一方向繊維強化複合材料を使用して内部シャフトを製作する段階、織物型繊維強化複合材料を前記内部シャフトの外部に積層してシャフト中間部を形成する段階、織物型炭素繊維複合材料を前記シャフト中間部の外部に積層してシャフト外部を形成する段階、及び、前記各層別複合材料を相互接合する段階、を含み、前記内部シャフトは、平板の周囲に一方向繊維強化複合材料をフィラメントワインディング法を利用して巻いた後、これを硬化させ、次に、サイズに合わせて切断して複合材料ブロック体を製作した後、旋盤作業を通して円形シャフト形態に加工して製作することを特徴とする。
(もっと読む)
繊維複合材料からなる被加工材の製造方法および全長にわたって変化する断面輪郭を有する異形材の形状の繊維複合部品
少なくとも一支持手段(3)が供給されるステップと、予備含浸された繊維半製品からなるメイン材料(6)および/または第2の材料(7)が、少なくとも二成形ブランクエリア(1,10)を形成すべく、該成形ブランクエリア(1,10)の少なくとも一方は前記メイン材料を有し、前記成形ブランクエリア(1,10)の少なくとも一方は前記第2の材料を有するようにして前記少なくとも一支持手段(3)に被着されるステップと、前記成形ブランクエリア(1,10)が、被加工ブランク(14)を形成すべく、前記少なくとも一支持手段(3)が前記被加工ブランク(14)の表面に配されるようにして互いに圧着されるステップと、前記少なくとも一支持手段(3)と前記第2の材料(7)とが、前記被加工材(15)を形成すべく、前記被加工ブランク(14)から取り除かれるステップとを含む繊維複合材料からなる被加工材(15)の製造方法に関する。 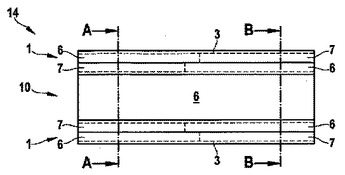 (もっと読む)
(もっと読む)
繊維質ライニングロールの製造方法
【課題】 繊維材料を巻付仮軸に巻き付けて、巻付仮軸表面に繊維層を形成し、この繊維層を軸方向に圧縮して、中空円筒体を製造する際、繊維層が外側に膨らむのを防止する方法を提供する。
【解決手段】 以下の(a)〜(d)工程を採用する。(a)工程:編組紐1を準備する。編組紐1は、芯材2と芯材2を被覆する編組構造体3とからなる。編組構造体3は、糸状物4を編組して構成される。(b)工程:編組紐1を巻付仮軸5の軸方向に螺旋状に巻き付ける。この結果、巻付仮軸5表面に繊維層が形成される。(c)工程:繊維層を巻付仮軸5の軸方向に圧縮する。また、硬化型樹脂を繊維層に含浸する。そして、硬化型樹脂を硬化させる。(d)工程:硬化型樹脂を硬化させた後、巻付仮軸5を取り外す。以上のようにして、繊維質中空円筒体を得る。これを、被ライニングロールに嵌装することによって、繊維質ライニングロールを得る。
(もっと読む)
複数の繊維複合体構成部品を形成する方法
本発明は、繊維複合体構成部品(10)を形成する方法を提案し、その方法は特に、たとえば飛行機建造のための構造構成部品として使用されるような、変化するプロフィール横断面および/または少なくとも部分的に湾曲した推移を有する、複雑な形状のプロフィールを形成するのに適しており、かつ次のステップを有する:a)複数のコア部分(12)を準備するステップ、b)コア部分(12)の各々の上に第1の繊維材料(16)を別に塗布するステップ、c)コア部分列(18)を形成するために、第1の繊維材料(16)によって被覆されたコア部分(12)を互いに継ぎ合せるステップ、d)コア部分列(18)にとって共通の第2の繊維材料(20)を、コア部分列(18)の少なくとも、コア部分(12)が第1の繊維材料(16)によって被覆されている側に沿って塗布するステップと、e)繊維強化された構成部品ボディを形成するために、第1と第2の繊維材料(16、20)を、含浸させて硬化するステップ、f)構成部品ボディを、繊維複合体構成部品(10)となる、複数の部分に分断するステップ。 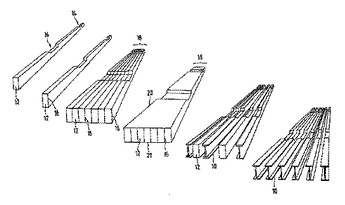 (もっと読む)
(もっと読む)
レイアップ配列及び構造配列並びに航空宇宙産業用構成部品の製造方法
本発明は、航空宇宙産業用構成部品(37)の製造方法を提供するものであり、以下の方法工程を備える:テープ敷設機(25)によって敷設されるレイアップ配列(1)に、樹脂マトリックス(10)が予備含浸されたガラス繊維レイアップ(8)を供給する工程と、及び/又はテープ敷設機(25)によって敷設される構造配列(12)に、金属から作られると共に、樹脂マトリックス(18)が予備含浸される構造体(16)を供給する工程と、レイアップ及び/又は構造配列(1;12)をテープ敷設機(25)によって積層装置(23)に敷設する工程と、レイアップ及び/又は構造配列(1;12)を硬化させて構成部品(37)を形成する工程。 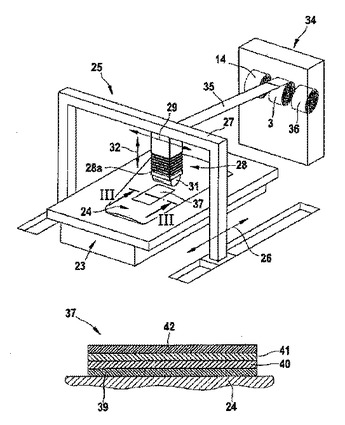 (もっと読む)
(もっと読む)
繊維強化複合体の製造方法
【課題】良好な切断面を有する繊維強化複合体を精確かつ簡便に低コストで製造する方法を提供する。
【解決手段】強化繊維にマトリックス樹脂を含浸したプリプレグを、キャビティ20及び30を有する成形型2及び3を用いて硬化させることにより繊維強化複合体を製造する方法であって、成形型2及び3のキャビティ20及び30が繊維強化複合体の外形に対応した形状を有し、キャビティ20及び30にプリプレグを挟持した状態で、キャビティ20及び30の縁(壁面20c及び30d)に沿ってプリプレグの余肉を切除した後、マトリックス樹脂を硬化させる方法。
(もっと読む)
ゴルフクラブシャフト及びその製造方法
【課題】カーボンファイバーに熱硬化性樹脂を含浸させた芯側のプリプレグシートをマンドレルに巻き付け、さらにその芯側のプリプレグシートのまわりに、カーボンファイバーに熱硬化性樹脂を含浸させた最外層のプリプレグシートを巻き付け、芯側と最外層のプリプレグシートの熱硬化性樹脂を硬化させ、次いでマンドレルを脱芯して成るゴルフクラブシャフトにおいて、コストの上昇を抑えつつ、耐衝撃性を高める。
【解決手段】芯側のプリプレグシート6と、最外層のプリプレグシート7のうち、最外層のプリプレグシート7の熱硬化性樹脂にのみ、カップスタック型カーボンナノチューブが分散されている。
(もっと読む)
301 - 320 / 409
[ Back to top ]