
Fターム[4F206AA03]の内容
プラスチック等の射出成形 (77,100) | 樹脂材料等(主成形材料) (4,284) | ポリオレフィン (919)
Fターム[4F206AA03]の下位に属するFターム
ポリエチレン系 (194)
ポリプロピレン系 (425)
C4以上のポリマー系(←ノルボルネン、ブテン) (77)
Fターム[4F206AA03]に分類される特許
41 - 60 / 223
化粧シートおよび加飾成形品
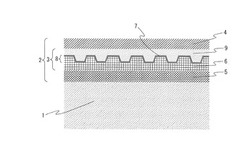
【課題】樹脂成形品の表面に高意匠性を付与することができるとともに、樹脂成形品の射出成形時における意匠性の変化を改善できる化粧シートを提供する。
【解決手段】化粧シート2は、加飾用シート3と、加飾用シート3の表面上に積層された樹脂製の透明シート4と、透明シート4と反対側の加飾用シート3の裏面上に積層された樹脂製のバッカー用シート5とからなる。加飾用シート3はバッカー用シート5と異なる熱可塑性樹脂によりシート状に形成された印刷原反6と、印刷原反6の表面上に形成された絵柄印刷層7と、絵柄印刷層7を含む印刷原反6の表面を凹凸状に加工して形成された凹凸模様8と、凹凸模様8の表面を印刷原反6と同等の樹脂によりラミネートするラミネート層9とからなる。そして、加飾用シート3はバッカー用シート5を介して樹脂成形品1の表面上にインサート成形により積層される。
(もっと読む)
発光ユニット

【課題】より簡便な構成で、信頼性のより高い発光ユニットを提供する。
【解決手段】一端10a側に設けられた光学レンズ部1aと他端10b側に設けられた窪み部1bとを備え透光性材料により一体に形成されたユニットボディ1と、該ユニットボディ1の窪み部1b内に収納され光学レンズ部1aを介して光を放出させる固体発光素子たるLED2を備えた実装基板3と、LED2と電気的に接続され窪み部1b内から導出された電線4と、ユニットボディ1の窪み部1b内に収納された実装基板3と電線4の一部とを窪み部1b内に封止する封止樹脂部5とを有する発光ユニット10であって、封止樹脂部5は、他端10b側から実装基板3側に向かって落ち窪んだ複数個の凹部5a,5bを有する。
(もっと読む)
モール成形用金型および該金型を用いた装飾モール付きガラスの製造方法
【課題】磁力発生装置を用いて金属モールを金型に固定する場合、金型表面に段差が生じ、金型と金属モールとの接触部分に歪みが発生する問題があった。
【解決手段】ガラス板の周縁部に金属モールを被着させるモール成形用金型において、ガラス板を支持すると共にガラス板の周縁部に形成する樹脂モールの上部面、下部面をそれぞれ形成させる上部金型、下部金型を含む成形金型と、前記下部金型の凹状面内の金属モールの当接面に設けた複数の各穿孔部に内接する非磁性の筒状の介装部材内に設け、金属モールをモール固定部材の頂部の磁力で保持するモール固定手段と、該モール固定手段に磁力を付与する磁力発生装置と、からなり、前記磁力発生装置の熱膨張により前記モール固定部材の頂部上端が、前記下部金型の凹状面から突出しないように、モール固定部材の鍔部の外径を穿孔部の内径より大径としたことを特徴とするモール成形用金型。
(もっと読む)
成形体の製造方法
【課題】環状オレフィン系樹脂を含む成形体に発生するゲル状物を減少させることが可能な、環状オレフィン系樹脂を含む成形体の製造方法を提供する。
【解決手段】スクリュを備える成形機を用いて、環状オレフィン系樹脂を含む成形体を製造する場合に、成形機のスクリュの圧縮比を2.5以下とし、計量部におけるスクリュ外形寸法をDmm、溝底径寸法をdmmとして、D/d≧1.05とする。シリンダー径は、20mm以上120mm以下であることが好ましく、また、スクリュは、先端にミキシング部を有するものが好ましい。
(もっと読む)
有機繊維強化ポリオレフィン樹脂成形体の製造方法
【課題】長い有機繊維を用いて成形体を製造する場合であっても繊維塊の発生を抑制した有機繊維強化ポリオレフィン樹脂成形体の製造方法を提供すること。
【解決手段】残存する有機繊維の重量平均繊維長が4mm以上であり、成形体の厚みが3mm以下の有機繊維強化ポリオレフィン樹脂成形体の製造方法であって、前記有機繊維強化ポリオレフィン樹脂を溶融する溶融工程、溶融された前記有機繊維強化ポリオレフィン樹脂を一対の金型で構成する金型キャビティ内へキャビティクリアランスを変化させながら供給し充填する充填工程、および、前記有機繊維強化ポリオレフィン樹脂を冷却して、前記金型から取り出す取出工程、を含み、上記充填工程において、式(1)を満たす。
0.2≦C/L≦1.0 (1)
Cは、上記充填工程における前記キャビティクリアランスの最大値(mm)を表し、Lは、溶融工程前の前記樹脂中の有機繊維の重量平均繊維長(mm)を表す。
(もっと読む)
自動車部品用発泡成形体の製造方法およびその発泡成形体
【課題】比較的長い繊維長を有する有機繊維を用いた場合であっても繊維塊の発生を抑制ないし防止することができ、製品強度に優れ、外観良好な発泡成形体を得ることができる自動車部品用発泡成形体の製造方法を提供すること。
【解決手段】物理発泡剤を溶解した繊維強化ポリオレフィン樹脂組成物を、金型の金型キャビティ内に供給し、充填する充填工程、および、充填完了後、前記金型を所定量開くことにより前記繊維強化ポリオレフィン樹脂組成物を発泡させる発泡工程、を有し、前記充填工程において、前記繊維強化ポリオレフィン樹脂組成物の前記金型キャビティ内への供給が、前記金型を所定量開いた状態で開始され、前記繊維強化ポリオレフィン樹脂組成物を供給しながら、または供給完了後に前記金型を型締めすることにより前記繊維強化ポリオレフィン樹脂組成物を前記金型キャビティ内へ充填することを特徴とする自動車部品用発泡成形体の製造方法。
(もっと読む)
雨水貯留槽用のブロック部材
【課題】「容リ材」廃プラスチックを用いた場合であっても、強度を確保することができる雨水貯留槽用のブロック部材を提供する。
【解決手段】ブロック部材1は、ベース部2から上方に突出した筒状の周壁30を有する脚部32を有する。この脚部32の周壁30を部分的に肉厚に形成した。
(もっと読む)
プラスチック成形品の成形方法、プラスチック成形システム、プラスチック成形システムによる光学素子
【課題】屈折率分布や複屈折の少ない光学特性を有する高精度な形状の成形品を、面精度の高い高精度な型を多数用いることなく得ることが可能となるプラスチック成形品の成形方法等を提供する。
【解決手段】プラスチック成形品の成形方法であって、
面精度の高い面を有する型を少なくとも1つ用意し、面精度の高い面より面精度の低い型を、面精度の高い面を有する型1つに対して複数用意する工程と、
複数の面精度の低い型に対して、溶融樹脂を供給する工程と、
溶融樹脂を供給した型に対してそれぞれ、圧力をかけながら所定時間冷却する工程と、
冷却した型から、成形部材を取り出し、取り出した成形部材を、面精度の高い面を有する型に設置して、設置された成形部材の表面のみを溶融し、面精度の高い面を表面に押し当てる工程と、を有する。
(もっと読む)
樹脂成形体
【課題】優れた柔軟性を有しながら、一定の強度も担保された樹脂成形体を提供する。
【解決手段】樹脂と繊維とを含み、前記樹脂はポリオレフィンであり、前記繊維は表面処理されていない天然繊維であり、前記繊維の繊維径が90μm以下であり、且つ繊維間距離が200μm以下である樹脂成形体である。
(もっと読む)
強化繊維用サイジング剤、炭素繊維束およびこれらの製造方法、ならびに熱可塑性樹脂組成物およびその成型品
【課題】安価で、かつマトリックス樹脂と炭素繊維束の双方と良好な界面接着性を発現させることができる強化繊維用サイジング剤を提供する。
【解決手段】下記一般式(1)で表される単量体(a)由来の単位および下記一般式(2)で表される単量体(b)由来の単位を有する重合体(A)を含む強化繊維用サイジング剤である。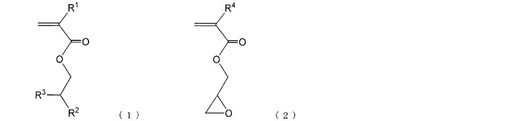
(ここで、R1およびR4は、それぞれ、水素またはメチル基を表す。R2およびR3は、直鎖または分岐構造を有するアルキル基を表し、互いに同一であっても異なっていてもよい。)
(もっと読む)
ウエザストリップ及びその製造方法
【課題】シール性や外観品質を向上させるように押出成形部を型成形部で接続したウエザストリップ及びその製造に際して型成形部の形成範囲内でコア金型を抜き取ることができる製造方法を提供する。
【解決手段】ウエザストリップ5は、押出成形された押出成形部6と、これの両端部を直線状に接続する型成形部7とからなり、ドア開口部の周縁に沿って取付けられるトリム部11と、トリム部11から突出する中空シール部15とを備える。型成形部7は、その接続幅W1が2.0mmに設定され、その中空シール部15において、その内周面を成形するコア金型を成形後に抜き取るためのコア抜き孔44が形成されている。コア抜き孔44は、中空シール部15の内周面の周方向に沿った長さが、当該内周面の周長の40%となるように形成されている。
(もっと読む)
発泡成形体の成形方法
【課題】外観および耐衝撃強度に優れた発泡成形体およびその成形方法を提供すること。
【解決手段】繊維強化ポリオレフィン樹脂組成物を溶融させる溶融工程と、溶融状態の前記繊維強化ポリオレフィン樹脂組成物に物理発泡剤を溶解させる溶解工程と、固定側金型と、この固定側金型に接して固定側金型との間に金型キャビティを形成する可動側金型と、前記金型キャビティ内に溶融状態の樹脂を供給するランナと、ランナ側開口部と、金型キャビティ側開口部と、を有し、かつ、所定の要件を満足するゲート部と、を有する射出成形用金型の前記金型キャビティに前記繊維強化ポリオレフィン樹脂組成物を充填する充填工程と、前記射出成形用金型を所定量開いて前記金型キャビティの容積を増大させ、前記繊維強化ポリオレフィン樹脂組成物を発泡させる発泡工程と、を有することを特徴とする自動車部品用の発泡成形体の成形方法。
(もっと読む)
ポリフェニレンサルファイド樹脂組成物および成形体
【課題】本発明は、本発明は従来のポリフェニレンスルフィド樹脂の優れた剛性、耐熱性、寸法安定性、耐薬品性、低吸水性および難燃性などを維持し、連続成形時のモールドデポジットが少なく、冷熱サイクル性に優れ、かつ低そり性、耐熱性さらに機械強度に優れるポリフェニレンサルファイド樹脂組成物およびその成形体を提供するものである。
【解決手段】(A)ポリフェニレンサルファイド樹脂100重量部に対し、(B)エポキシ基、酸無水物基から選ばれる少なくとも1種の官能基を含有するオレフィン系重合体0.5〜40重量部、(C)酸化防止剤0.001〜10重量部、(D)炭酸亜鉛および/または酸化亜鉛0.05〜10重量部からなるポリフェニレンサルファイド樹脂組成物。
(もっと読む)
エレクトロフュージョン継手製造用コアの支持構造
【課題】スライドテーブルに設置したコアに傾きが生じることを確実に防止できるエレクトロフュージョン継手製造用コアの支持構造を提供する。
【解決手段】前後方向T1に所定の間隔をあけてスライドテーブル4に設けられて各フランジ部11、12を支持する第1支持部材20と第2支持部材21を備えるとともに、スライドテーブル4に設けられてコア10の他端部10b側のコア保持部19を支持する第3支持部材24と、コア10を金型内のセット位置に搬送した状態でコア10の一端部側のコア保持部18を支持する第4支持部材23とを備えて、コア10を少なくとも4点で支持するように構成する。
(もっと読む)
ステンレス鋼板と熱可塑性樹脂組成物の成形体とが接合された複合体、およびその製造方法
【課題】ステンレス鋼板と熱可塑性樹脂組成物とが接合された複合体であって、熱可塑性樹脂組成物の密着性に優れた複合体を提供すること。
【解決手段】塩化第二鉄水溶液に酸化性化合物を溶解させた処理液にステンレス鋼板を浸漬して、ステンレス鋼板の表面に複数のピットを形成する。形成されたピットのうち60個数%以上のピットは、ピット開口部の径D2に対するピット内部の最大径D1の比率D1/D2が1.05以上である。また、浸漬処理前の鋼板表面の酸化皮膜の平均厚みD0に対する浸漬処理後の鋼板表面の酸化皮膜の平均厚みDtの比率Dt/D0は、1.1以上である。得られた粗面化ステンレス鋼板を射出成形金型に挿入し、熱可塑性樹脂組成物を射出成形金型内に射出して、複合体を製造する。
(もっと読む)
多孔体の製造方法
【課題】気孔率の高い多孔体を安定して製造できる多孔体の製造方法を提供することを目的とする。
【解決手段】粒状気孔形成材と水溶性高分子とを、前記水溶性高分子の少なくとも一部が溶融し、前記粒状気孔形成材が溶融しない温度で混練することによって、粒状混練物を形成させる第1混練工程と、前記粒状混練物と、非水溶性熱可塑性高分子とを、前記非水溶性熱可塑性高分子の少なくとも一部が溶融し、前記粒状混練物が溶融しない温度で混練する第2混練工程と、前記第2混練工程によって得られた混練物を、前記非水溶性熱可塑性高分子の少なくとも一部が溶融し、前記粒状混練物が溶融しない温度で、所定の形状に成形する成形工程と、前記成形工程によって得られた充実成形体を水に接触させることによって、前記充実成形体から前記粒状混練物を水中に溶出させる溶出工程とを備える多孔体の製造方法を用いる。
(もっと読む)
裏面に電子ペーパーディスプレイが形成された加飾成形品
【課題】 加飾成形品が、所望のデザイン変更ができ、後で加飾デザインを着せ替え変更できるようにする。
【解決手段】 透明成形樹脂層の片面に透明な窓部を有する加飾層が形成され、該透明成形樹脂層の透明な窓部の加飾層形成面と反対側の面に電子ペーパーディスプレイが形成された加飾成形品とする。
(もっと読む)
樹脂モールド型コンデンサの製造方法およびこの製造方法に用いられる成形金型
【課題】樹脂モールド型コンデンサの材料歩留まりを向上させ、かつ信頼性の高い樹脂モールド型コンデンサを提供することを目的とする。
【解決手段】本発明の成形金型は、樹脂モールド型コンデンサの外装体を形成するためのキャビティ29の一部を構成する第2の凹部10を下型2に設け、さらにこの第2の凹部10に向けて開口した開口部がコンデンサ素子の投影面積より大きい面積にて形成されたポット3を設けた構成とした。そして、このポット3内の樹脂溜め部28に注入された液状樹脂をプランジャー4にて加圧流動することで液状樹脂を樹脂溜め部28からキャビティ29内に注入充填し、液状樹脂をキャビティ29の形状に硬化させる。この液状樹脂の粘度は10000mPa・s以下としている。この結果、成形に必要な液状樹脂の量を低減して材料歩留まりを向上させるとともに信頼性の高い樹脂モールド型コンデンサを製造することが可能となる。
(もっと読む)
電子機器
【課題】製造性に優れ、かつ良好な防水構造を備えた電子機器を提供する。
【解決手段】外縁近傍に沿って溝状のパッキン成形部31を有する硬質樹脂からなるパッキン成形側筐体12aと、パッキン成形部31と対向するパッキン対向部34を有するパッキン対向側筐体12bと、インサート成形または二色成形によりパッキン成形部31においてパッキン成形側筐体12aと一体成形されたパッキン部42と、パッキン成形部31に対する軟質樹脂の流入に伴ってパッキン部42内周に形成されたゲート部43と、パッキン成形部31からオーバフローした軟質樹脂により形成されたオーバフロー部44とを有し、パッキン部42がパッキン対向部34により圧縮されることにより防水構造をなす軟質樹脂からなるパッキン部材41とを備えた。
(もっと読む)
射出発泡成形用熱可塑性エラストマー組成物及び該樹脂組成物からなる射出発泡成形体
【課題】高発泡倍率で金型転写性が良い、ソフト感に優れた射出発泡成形用熱可塑性エラストマー組成物を提供する
【解決手段】メルトフローレートが1〜80g/10分以下、タイプA硬度が50〜90である熱可塑性エラストマー(A)50〜97重量%以下と、下記(イ)〜(ホ)のいずれかの要件を満たし、かつ、歪み硬化性を示す改質ポリプロピレン系樹脂(B)3〜50重量%以下を含んでなる射出発泡成形用熱可塑性エラストマー組成物。(イ)メルトフローレート4.5g/10分〜10g/10分、メルトテンション5cN以上(ロ)MFR10g/10分〜30g/10分、メルトテンション2cN以上(ハ)MFR30g/10分〜50g/10分、メルトテンション1cN以上(二)MFR50g/10分〜100g/10分、メルトテンション0.3cN以上、(ホ)MFR100g/10分〜250g/10分以下、メルトテンション0.3cN以上
(もっと読む)
41 - 60 / 223
[ Back to top ]