
Fターム[4F206AA29]の内容
プラスチック等の射出成形 (77,100) | 樹脂材料等(主成形材料) (4,284) | ポリアミド(←蛋白質、ナイロン) (274)
Fターム[4F206AA29]の下位に属するFターム
全芳香族ポリアミド (8)
Fターム[4F206AA29]に分類される特許
161 - 180 / 266
磁気エンコーダ、転がり軸受および多極磁石用磁場射出成形装置

【課題】適切に磁力を検出可能な磁気エンコーダを提供する。
【解決手段】磁気エンコーダ16は、周方向に交互に磁極が配置された環状の多極磁石23と、多極磁石23を保持するスリンガ24とを含む。多極磁石23は、磁性粉と、樹脂とを含む。多極磁石23は、外形形状を形成するキャビティを構成する金型を含む金型部、キャビティ内に磁石材料を射出する射出部、射出部によりキャビティ内に磁石材料を射出する際に金型部に軸方向の磁界を発生させるコイル、およびコイルを冷却する冷却部とを備える多極磁石用磁場射出成形装置によって、射出成形時に軸方向に磁界を発生させ、コイルを冷却しながら製造される。
(もっと読む)
バリア性に優れた多層射出成形体
【課題】バリア性、外観、耐剥離性および耐熱性に優れた多層射出成形体を提供する。
【解決手段】ジアミン構成単位の70モル%以上がメタキシリレンジアミンに由来し、ジカルボン酸構成単位の70モル%以上が炭素数4〜20のα,ω−直鎖脂肪族ジカルボン酸とイソフタル酸のモル比率が30:70〜100:0であるジカルボン酸に由来するポリアミド樹脂(A)10〜70重量%、変性ポリオレフィン(B)90〜30重量%、およびポリオレフィン(C)0〜50重量%からなるバリア性樹脂組成物層を少なくとも一層有する多層射出成形体。
(もっと読む)
プラスチック表面の湿潤性及び/若しくは接着性の改善方法
【課題】 本願発明の目的は、特に印刷、塗装又は接着を容易にするために、プラスチック表面(たとえば、プラスチック材料又はプラスチック材料の表面)の湿潤性及び/若しくは接着性を改善することにある。
【解決手段】 本願発明に係る方法は、プラスチック表面、特にポリアミド表面の湿潤性及び/若しくは接着性を改善し、特に印刷、塗装又は染色される能力を改善するために、プラスチックに付加される前記潤滑剤として、少なくとも1つの金属せっけんフリーの潤滑剤を使用することであり、また、前記ポリアミドの末端基の数を増加させることである。
(もっと読む)
複合成形品

【課題】軽量、薄肉、高強度・高剛性で、かつ高意匠性、高耐傷性に優れたものであり、これらの特性が要求される用途に適した複合成形品を提供する。
【解決手段】シート状強化部材(II)と樹脂部材(III)とを含む複合成形品(I)において、少なくともシート状強化部材(II)と樹脂部材(III)との接合部にまたがる表面の一部に鉛筆硬度が2H以上の硬質層(IV)が形成されているとともに、該硬質層(IV)が形成されるシート状強化部材(II)と樹脂部材(III)との接合部の間隙Sが0〜50μmであり、かつ表面高低差Dが0〜50μmであることを特徴とする複合成形品(I)である。
(もっと読む)
ポリアミド樹脂組成物及び成形品
【課題】特定共重合比率のPA66/PA6I/PA6の3元共重合ポリアミド樹脂を含むポリアミド樹脂、難燃剤、アンチモン化合物、無機充填剤を配合することにより、優れた難燃性、剛性、耐衝撃性を同時に満足できるポリアミド樹脂組成物ポリアミド樹脂組成物を提供する。
【解決手段】(a−1)ヘキサメチレンアジパミド単位65〜90重量%、(a−2)ヘキサメチレンイソフタラミド単位5〜30重量%および(a−3)カプロアミド単位1〜14重量%の合計100重量%からなり、(a−2)/(a−3)の共重合重量比1以上を同時に満たす(A−1)3元共重合ポリアミド樹脂を含むポリアミド樹脂(A)100重量部に対して、(B)難燃剤20〜250重量部(C)アンチモン化合物8〜180重量部(D)無機充填剤15〜300重量部配合してなることを特徴とするポリアミド樹脂組成物。
(もっと読む)
バリア性に優れた射出成形体
【課題】バリア性に優れた射出成形体を提供する。
【解決手段】未変性ポリオレフィン(A)40〜100重量%と変性ポリオレフィン(B)0〜60重量%からなるポリオレフィン(C)40〜90重量%と、ジアミンに由来する構成単位の70モル%以上がメタキシリレンジアミンに由来するものであり、ジカルボン酸に由来する構成単位の70モル%以上が炭素数4〜20のα,ω−直鎖脂肪族ジカルボン酸に由来するものであるポリアミド(D)10〜60重量%からなる成形体であって、ポリアミド(D)が層状に分散している箇所を有することを特徴とする射出成形体。
(もっと読む)
ポリマー材料
ポリアリールエーテルケトンと、該ポリアリールエーテルケトンに密着して接触しているシリコーンエラストマーとを含む成形品を作製する方法は、該ポリアリールエーテルケトンを成形するステップと、該ポリアリールエーテルケトンが100℃を超える温度である間、および/または該ポリアリールエーテルケトンが十分に高温であり、該第2の材料を硬化させるために十分な潜熱を保持する間に、該成形材料を該シリコーンに接触させるステップとを備える。該第2の材料の硬化は、金型またはその中の材料に追加の熱を供給せずに行われてもよい。 (もっと読む)
熱可塑性ポリマーとカーボン・ナノチューブとをベースにした伝導性複合材料
カーボン・ナノチューブ(CNT)を含む熱可塑性ポリマー複合体の伝導性を制御し、改善し、または、絶縁材料を伝導性材料に変える方法。熱可塑性ポリマーとカーボン・ナノチューブ(CNT)とをベースにした伝導性複合材料と、この伝導性複合材料の製造方法と、溶融温度以上の温度で射出成形または押出成形をするか、射出成形または押出成形で得られた複合材料を熱処理する段階を含む方法。 (もっと読む)
ポリアミド樹脂製射出溶着成形体
【課題】ポリアミド樹脂成形体を射出溶着法により溶着、一体化してなる成形体における、溶着強度不足の問題を改善したポリアミド樹脂成形体を提供すること
【解決手段】下記一次成形材料からなる単数又は複数の一次成形体の表面に、一次成形材料とは異なる下記二次成形材料を射出成形し、該一次成形体と二次成形材料からなる成形体部分とが溶着により一体化してなる溶着成形体であって、
(1)一次成形材料が、成分(A):ポリアミド樹脂100重量部に対して、成分(B):ポリアミド樹脂以外の熱可塑性重合体0〜100重量部を配合したポリアミド樹脂組成物であり、
(2)二次成形材料が、成分(C):ポリアミド樹脂100重量部に対して、成分(D):エチレン・酢酸ビニル共重合体のケン化物0.1〜40重量部、並びに成分(E):無機充填剤0〜200重量部を配合したポリアミド樹脂組成物であることを特徴とするポリアミド樹脂製射出溶着成形体。
(もっと読む)
車両用ステアリングホイールと製造方法
本発明は、車両用、特に自動車用ステアリングホイールの製造方法に関する。本発明に係る方法は、ハブ挿入部(5)を用意し、補強構造(43)が設けられる内部領域を形成する中空状のハブベース(4)を形成するためにハブ挿入部(5)の周りにプラスチック母材を射出成形し、ハブベース(4)とステアリングホイールリム(1)とを接続する少なくとも一つのスポーク(2,3)とステアリングホイールリム(1)とをプラスチック母材から射出成形、且つ/又は、ガスアシスト射出成形又はウォータアシスト射出成形することによって、ハブベース(4)と、ステアリングホイールリム(1)と、少なくとも一つのスポーク(2,3)とを備えるステアリングホイールフレームを製造するステップと、ステアリングホイールフレームをカバーで少なくとも部分的被覆するステップとを有する。また、本発明は、当該方法によって製造されるステアリングホイールに関する。 (もっと読む)
複合部材
車両用の背もたれ(22)等の複合部材(20)は支持部(24)と少なくとも1つの強化複合層(26)とを有している。支持部(24)は、熱可塑性材料を含み、強化複合層(26)は、複数の繊維(28)を含浸したポリマ材料を含む。強化複合層(26)のポリマ材料は、支持部(24)の熱可塑性材料と一体化されている。複合部材(20)を形成する方法は、複合層(26)を型(66)内に配置し、熱可塑性材料を溶融状態に加熱し、溶融状態における熱可塑性材料を複合層(20)と接触して配置することを含む。方法はさらに、支持部(24)と強化複合層(26)とを一体化するために熱可塑性材料とポリマ材料との間の相互作用を促進することを含む。熱可塑性材料は、強化複合層(26)を支持しており、強化複合層(26)は、荷重を受けた時の故障を防止するために熱可塑性材料を強化している。 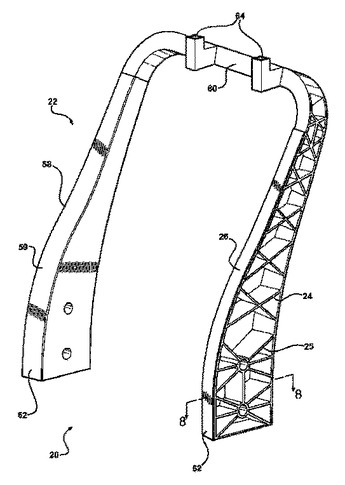 (もっと読む)
(もっと読む)
繊維強化熱可塑性樹脂製歯車
【課題】機械的強度が強く、長期間の疲労にも耐え、しかも製造方法が容易で生産コストの経済的な樹脂製歯車を提供する。
【解決手段】繊維強化熱可塑性樹脂製歯車において、歯の部分に重量平均繊維長が0.5mm以上である強化繊維を配向させる。また、強化繊維がガラス繊維、玄武岩繊維又は炭素繊維から選ばれた少なくとも1つの繊維を含み、熱可塑性樹脂がポリアミド樹脂、ポリオレフィン樹脂又はポリウレタン樹脂から選ばれた少なくとも1つの樹脂を含むことを特徴とする。
(もっと読む)
長繊維強化熱可塑性樹脂パイプ成形品及びその製造方法
【課題】
本発明の目的は長繊維強化熱可塑性樹脂成形品を、その特徴である曲げ強度、剛性等をパイプ状成形品に対しても適用させ、更にはパイプ状製品の反りやたわみなどを改善する方法を提供することにある。
【解決手段】
強化繊維がペレットの長さ方向に対して実質的に平行に配列しており、かつペレットの長さが3〜50mmの範囲にあり、強化繊維の含有量が20〜80重量%である長繊維強化熱可塑性樹脂ペレットを射出成形して得られるパイプ成形品であって、長さ方向に2つ以上のウエルドを有する長繊維強化熱可塑性樹脂パイプ成形品とその製造方法を提供することにある。
(もっと読む)
天然繊維を有するポリアミド配合物の調合法及び天然繊維を有するポリアミドの配合物
本発明は、天然繊維を有するポリアミド配合物の製造方法及び天然繊維を有するポリアミド配合物に関し、押し出し及び射出成形の連続法を用いて、天然繊維を使用して無機物から得られたものに近い機械的性質を有する配合物を得ることを確立し、本方法は、射出法によって、正確な寸法及び複雑な機能を有する最終製品の獲得を可能にし、天然クラワ繊維を有する配合物が無機化合物より低い密度に関連した適切な機械的性質を示すことは、より軽い部品で製造された乗り物がより少ない燃料を消費するので自動車産業界の興味を引く。 (もっと読む)
加飾シートおよび加飾シートと一体化した成形品
【課題】 着色部分のパターンによらず、成形樹脂との接着性が良好な加飾シートを提供する。
【解決手段】 熱可塑性樹脂からなる基材シートに印刷によって着色層を形成した加飾シートにおいて、基材シートの全面もしくは基材シートの少なくとも着色層が形成されていない領域に、着色層形成用インキとワニス組成が共通の透明インキからなる透明層が形成され、着色層が形成された側の最外層には接着層が形成された加飾シートおよびそれによって成形樹脂と一体化した成形品。
(もっと読む)
被覆された熱可塑性樹脂材料を製造する方法
本発明は、被覆された熱可塑性樹脂材料を製造する方法に関しており、熱可塑性樹脂体を製造するための溶融物が提供され、溶融物は型にガイドされ、そこで硬化して、そのように製造された熱可塑性樹脂体は別の材料で被覆される。追加的な処理過程なしでも熱可塑性樹脂材料に対する別の層の良好な付着を保証するために、熱可塑性材料溶融物に、直に結合剤または少量の被覆材料が添加される。  (もっと読む)
(もっと読む)
マグネットローラ
【課題】 従来の軸一体型マグネットローラおよびシャフトインサート型マグネットローラでは、導通と強度を両立させることができない場合がある。
【解決手段】 強磁性体粉末と樹脂バインダーとを含む溶融状態の混合物を磁場印加成形する工程を含む製造方法で得られうるマグネットローラにおいて、導電性樹脂磁石シャフトを金型内に設置し、前記混合物を該シャフトの外周部に射出注入することを特徴とするマグネットローラ、で解決する。また、「前記金型が、前記シャフト部への磁場印加用磁場発生源を有するスライド型を含み、該金型を用いて、下記工程A、B、Cを含む工程により製造されるマグネットローラ。A:該スライド型が金型内に挿入されている状態で前記導電性樹脂磁石シャフトを成形する工程。B:該スライド型を金型内から軸方向に引き出す工程。C:Bの後、該シャフト部の外周部に前記混合物を射出注入する工程。」。
(もっと読む)
インサート射出成形品の製造方法
【課題】インサート射出成形品のポリマー成形部の薄肉部分におけるポリマー成形材料の未充填を防止し、所望する形状のポリマー成形部がインサート部材の表面に一体に形成されるインサート射出成形品製造方法を提供すること。
【解決手段】本発明により提供されるインサート射出成形品製造方法では、厚肉成形キャビティ部130を構成する成形型面に設けられた射出ゲート68から剪断熱で加熱されたポリマー成形材料を射出する。厚肉成形キャビティ部130内に射出された成形材料は先ず厚肉成形キャビティ部130及びその近傍に充填され、次いで厚肉成形キャビティ部130から液状ポリマー成形材料が薄肉成形キャビティ部126,124A,124B,122Bに流動していき当該キャビティ部の充填が実現される。
(もっと読む)
コイン型チップの製造方法
【課題】風合い、質感、触感等がよりカジノチップに近いコイン型チップを低コストで製造する方法を提供する。
【解決手段】熱可塑性樹脂40〜60重量%、無機充填剤30〜60重量%を含有してなる熱可塑性樹脂組成物を使用してボディー部30を成形する。熱可塑性樹脂の含有量を従来のゲーミングチップやコインアクセサリーよりも高め、無機充填材の含有量を低減しているため、従来のゲーミングチップやコインアクセサリーよりもカジノチップに近い、風合い、質感、触感が得られ、高級感がある。また、無機充填材の含有量を低減しているため、落下した際の音も、より低温となり重厚感が増す。その一方、無機充填材を所定量含有させているため、比較的高価な熱可塑性樹脂のみを使用して製造されるカジノチップと比較すれば、製造コストが安価である。
(もっと読む)
一体化された強化ベルトラインを持つコアモジュールを備えたドアアセンブリ
【課題】自動車のドアは、フレーム・外殻に組み立てられる多くの部品を含む。車両またオプションに依っては100以上の部品を含むこともある。
したがって、ドアの製造工程は作業及び時間を要し、この組み立ては全ての部品が正しくかつ順序立って準備されねばならない。
そこで組み立てに必要な構成品の数を最小限に抑えたドアアセンブリが求められる。
【解決手段】
本発明はコアモジュール及びドアシステムを提供する。ドアシステムは外部パネル及びコアモジュールを含む。コアモジュールは第一及び第二の側面、ボディーの第一の側面に設けられた強化部分、ボディーの第二の側面に設けられたガラスの移動する溝を含む。ガラスの移動する溝は中空の形状であるのが良く、ボディーはその上に設けられる一以上の部品を含む。ドアシステムは更にコアモジュールを覆う様に合わせた装飾パネルを含む。
(もっと読む)
161 - 180 / 266
[ Back to top ]