
Fターム[4F206AD11]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 形状、構造 (4,599) | シート状 (1,621) | 塗膜(←ゲルコート材) (117)
Fターム[4F206AD11]に分類される特許
21 - 40 / 117
射出成形方法
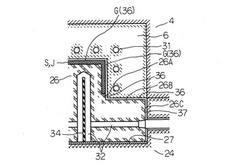
【課題】射出成形品が型開き方向と略平行な垂直壁を有するものであっても、固定金型と可動金型とを型開きする際に、この型開きを容易にすると共に前記成形品の垂直壁表面を傷付けないようにし、更には成形品の型内塗装が容易に行えるようにすること。
【解決手段】可動金型部26の熱膨張を見込んで固定金型部6と可動金型部26との間に予め形成された隙間36を前記可動金型部26を加熱することにより熱膨張させて前記隙間36を無くし、この隙間36を無くした状態で溶融した合成樹脂をキャビティS内に注入充填し、その後、前記可動金型部26を冷却して熱収縮させると共に合成樹脂も熱収縮させて、合成樹脂成形品Jの外表面と固定金型部6との間に空間Gを形成する。
(もっと読む)
マスキング部材脱着構造

【課題】主に、マスキング部材に付着した塗膜やミストなどの破片等の剥がれ落ちを防止し得るようにする。
【解決手段】樹脂成形品を成形可能な樹脂成形金型21の成形面22に対し、成形前に予め塗装による部分的な塗膜24を形成する際に、成形面22の非塗装部分26へマスキング部材27が取付けられると共に、マスキング部材27に対して、塗装後にマスキング部材27のほぼ全面を覆うように被着することにより、マスキング部材27の成形面22からの取外時に、マスキング部材27に付着した塗膜24やミストなどの破片等の剥がれ落ちを防止可能な脱着治具本体31が設けられるようにしている。
(もっと読む)
ランプリフレクタ成形体
【課題】耐熱性と剛性を兼ね備えながら表面平滑性に優れるランプリフレクタ成形体を提供すること。
【解決手段】固定金型部と可動金型部からなる金型を型締め工程、
該金型キャビティ内で熱可塑性樹脂を成形する工程、
該キャビティ内へ型内被覆組成物を注入する工程、
注入した該型内被覆組成物が脱型可能になるように硬化させる工程、
該型内被覆組成物が被覆された型内被覆成形体を金型から取り出す工程、
金型から取り出した該型内被覆成形体の一部に金属膜を被覆させる工程
により製造されるランプリフレクタ成形体において、
該熱可塑性樹脂が、ガラス繊維、カーボン繊維、無機ウィスカー及び非繊維状無機フィラーのいずれか1種を1〜50質量%含有し、PEI樹脂、PPE樹脂、PPS樹脂、ポリアリーレンスルフィド樹脂、PC樹脂、PET樹脂、PBT樹脂、PA樹脂、PP樹脂、ABS樹脂又はこれらのアロイのいずれかであるランプリフレクタ成形体。
(もっと読む)
改良された燃焼挙動を有する射出成形多部材複合系
本発明は、改良された燃焼挙動を有する全体的又は部分的に射出成形された多部材複合系、およびその製造方法を提供する。 (もっと読む)
型内被覆成形方法及び型内被覆成形用金型
【課題】 基材樹脂中の成分に、塗料の硬化を阻害する成分が含まれていたような場合においても、塗料の付着性を向上させることができる型内被覆成形方法と、それに用いるに好適な金型を提供する。
【解決手段】 樹脂の表面に被覆剤を注入する前の工程において、金型キャビティ内に充填した樹脂の被覆する側の表面と金型キャビティ面との間にガスを注入するための空隙を形成し、該空隙にガスを注入した後に急激に圧縮して昇温させる。本発明であれば、例え、塗料の付着性が良くない樹脂を基材として使用した場合においても、金型キャビティ内に注入したガスを断熱圧縮することで温度を上昇させ、基材樹脂の表面の反応性を高めて塗料の付着性を向上させることが可能である。また、金型キャビティ内に注入するガスを、酸素、又は、酸素と可燃性ガスの混合ガスにすれば、基材樹脂表面について、フレーム処理したと同様の効果を得ることが可能になる。
(もっと読む)
高分子成形用配合液、高分子成形体、及び複合高分子成形体
【課題】熱膨張性マイクロカプセルや充填剤の分散不良、及びそれらの成分を配合することによる粘度増加の問題がなく、成形時に充分な型への充填性を示す高分子成形用配合液、剛性や寸法安定性に優れ、軽量な高分子成形体、並びに該成形体を用いてなる複合高分子成形体を提供すること。
【解決手段】基材原料、充填剤、熱膨張性マイクロカプセル、および金属塩分散剤を含有する高分子成形用配合液、当該配合液を用いてなる高分子成形体、並びに該成形体を用いてなる複合高分子成形体。
(もっと読む)
型内被覆方法
【課題】 特殊な設備、金型を用いなくても被覆材と樹脂成形品の密着性を高めることができる型内被覆方法を提供する。
【解決手段】 金型1,2内に被覆材4を注入し、樹脂成形品6の表面6aを被覆する型内被覆方法であって、所定量の被覆材4をキャビティ7内に注入する定量注入工程と、この定量注入工程において得られたキャビティ7内の圧力が所定値PL以上に維持されるよう被覆材4をキャビティ7内に注入する保圧注入工程を備えた。
(もっと読む)
型内塗装品形成金型
【課題】 裏面形成金型と塗膜形成金型との型締めの際に潰されるシール材が裏面形成金型と塗膜形成金型との間のわずかな隙間を埋めて塗料が漏れるのを防ぎ、型内塗装品外周のバリ発生防止ができる。
【解決手段】 型内塗装品形成金型が、裏面形成金型および/または塗膜形成金型のパーティング面にシール材が配置されたものである。
(もっと読む)
金属製被着体と熱可塑性樹脂との接合方法および住宅部材の製造方法
【課題】金属製被着体の接合面の形状に関わらず金属製被着体と熱可塑性樹脂とを密着させて接合させることができ、接合に要する時間を短縮でき、接合面の形状や位置合わせの制約を受けることもなく、さらに熱可塑性樹脂の成形および金属製被着体との接合のための一連の工程を簡略化できる金属製被着体と熱可塑性樹脂との接合方法および住宅部材の製造方法を提供する。
【解決手段】金属製被着体1における熱可塑性樹脂4との接合面2に粘着層3を形成する工程と、熱溶融した熱可塑性樹脂4を粘着層3に接触させ、次いで固化させる工程とを含むことを特徴とする。
(もっと読む)
型内被覆成形方法及び型内被覆成形体
【課題】被覆膜厚を任意に制御でき、塗装欠陥のない均一な被覆膜を有する型内被覆成形体の成形方法を提供すること。
【解決手段】キャビティを形成した金型装置、型締め装置、射出装置、注入装置、キャビティ内への気体噴出装置を具備する成形装置を用いて、樹脂成形品の表面に被覆を施す型内被覆成形方法であって、
型締め装置によって型締めをされた金型装置のキャビティへ、射出装置により反応性樹脂を射出充填する第1工程、
反応性樹脂の硬化反応により成形体を得る第2工程、
キャビティ内に射出された樹脂の重合反応によって硬化収縮した状態で、キャビティ内の空間部の容積に対し40〜100%の容積の被覆剤を注入する第3工程、
被覆剤の注入完了後に成形体の裏面側から気体を噴出する第4工程、
被覆剤が硬化完了するまで被覆剤にかかる圧力が0Paよりも高い状態となるように被覆剤にかかる圧力を保持する第5工程
を有する型内被覆成形方法。
(もっと読む)
型内被覆組成物及び型内被覆成形体
【課題】塗膜の硬さや耐擦り傷性の向上や表面平滑性に優れ、ソリやヒケが殆ど無く外観に優れ、成形サイクルの短縮が可能な型内被覆成形体を提供すること。
【解決手段】キャビティ内に注入した型内被覆組成物を熱で半硬化させ、更に型内被覆成形体をUV照射で完全硬化させる型内被覆成形体に用いられる該型内被覆組成物が、
(A)(メタ)アクリロイル基を有するウレタンオリゴマー、エポキシオリゴマー、ポリエステルオリゴマー、ポリエーテルオリゴマー又は不飽和ポリエステルの少なくとも1種と
(B)(A)と共重合可能な不飽和モノマーと
(C)有機過酸化物重合開始剤、アゾ系重合開始剤の一方又は両方と
(D)光重合開始剤と
を含有し、
(A)〜(D)の質量割合が
(A)/(B)=20/80〜80/20、
(C)/{(A)+(B)}=0.1/100〜5/100、
(D)/{(A)+(B)}=0.1/100〜10/100
である型内被覆組成物。
(もっと読む)
インモールドコート塗装方法およびインモールドコート塗装装置
【課題】良好な品質の皮膜を得ることができるインモールドコート塗装方法、およびインモールドコート塗装装置を提供する。
【解決手段】インモールドコート塗装方法は、成型前に、塗料を噴霧する塗装ガン110によって金型に塗料を塗布して皮膜510を形成するインモールドコート塗装方法であって、冷却した圧縮エアー134を塗装ガンに供給する。そして、冷却した圧縮エアーを、塗料を霧化して噴射させるための霧化エアー、および噴射させた塗料のパターンを調節するためのパターンエアーとして用いる。
(もっと読む)
塗膜接着フィルム、型内塗装品の製造方法および型内塗装品
【課題】 熱硬化性塗料と樹脂成形品との間が十分に熱せられなくとも樹脂成形品と熱硬化性塗料層との密着力が高い型内塗装品を得る。
【解決手段】 樹脂成形品と熱硬化性塗料層との間に塗膜接着層が形成された型内塗装品を形成するための塗膜接着フィルムであって、ベースフィルムの一方の面に塗膜接着層が積層され、他方の面に樹脂接着層が積層されたようにする。
(もっと読む)
塗膜接着フィルム、型内塗装品の製造方法および型内塗装品
【課題】 熱硬化性塗料と樹脂成形品との間が十分に熱せられなくとも樹脂成形品と熱硬化性塗料層との密着力が高い型内塗装品を得る。また、奥行きと金属調なども含んだ高精細で多様性に富んだ意匠を備える型内塗装品を得る。
【解決手段】 樹脂成形品と熱硬化性塗料層との間に塗膜接着層が形成された型内塗装品を形成するための塗膜接着フィルムであって、ベースフィルムの一方の面に塗膜接着層が積層され、他方の面に第一意匠層と樹脂接着層が順次積層されたようにする。
(もっと読む)
塗膜接着フィルム、型内塗装品の製造方法および型内塗装品
【課題】 熱硬化性塗料と樹脂成形品との間が十分に熱せられなくとも樹脂成形品と熱硬化性塗料層との密着力が高い型内塗装品を得る。
【解決手段】 樹脂成形品と熱硬化性塗料層との間に塗膜接着層が形成された型内塗装品を形成するための塗膜接着フィルムであって、ベースフィルムの片面に離型層と塗膜接着層とが順次積層されたようにする。
(もっと読む)
微小凹凸が形成された型内塗装成形品の製造方法および型内塗装成形品
【課題】絵付成形品表面に微小凹凸が形成された塗装膜を形成し、熱ナノインプリントのような所望のナノ構造表面を得、例えば触感、超撥水性、セキュリティホログラムなどの従来にない優れた性能の表面特性を有する立体形状型内塗装成形品を提供する。
【解決手段】表面にナノ構造の凹凸形状4を形成した塗装膜形成金型3と裏面側金型5とを備える型内塗装金型を用い、絵付成形品2を保持させた裏面側金型5に塗装膜形成金型3を対向させ、型締め後、絵付成形品2と塗装膜形成金型3との間に形成されるキャビティに塗料溶液を充填する型内塗装成形品の製造方法。
(もっと読む)
樹脂成形用金型
【課題】成形品の製品面以外の面への塗料の回り込みを防止することができるとともに、成形品の製品面の意匠性の向上を図ることができる樹脂成形用金型を提供する。
【解決手段】可動型102には、キャビティCの縦壁端部に連通する空間110が設けられている。空間110には、その空間の内面に沿って摺動自在に移動する入れ子120が設けられている。入れ子120の下面と空間110の底面との間には、キャビティCに供給される樹脂11に向けて入れ子120を押圧する押圧手段としてのバネ140が設けられている。入れ子120は、図2(C)に示すように、バネ140による上方向への押圧により樹脂収縮に追従して、図の上方向(樹脂側)に移動する。また、バネ140による押圧力を適宜設定することにより、入れ子120は、図2(D)に示すように、塗料13の注入により印加される圧力に応じて移動する。
(もっと読む)
太陽電池装置を有する車両表面部材
本発明は、車両に外装配置で取り付けることができ、かつ内側が支持層10、11、12に連結され車両の外側に向かって外層14が設けられている太陽電池装置16を有する車両表面部材6に関する。本発明によって、支持層10、11、12が複合軽量構造の方法で製造されることにより、特に軽量かつ安定した車両表面部材が得られる。 (もっと読む)
ウレタン成形品の製造方法
【課題】ウレタン成形品の製造方法、特に、成形品の成形と塗装を同時に行うインモールドコートにおいて、製造工程、作業人数、製造コストを削減すると共に、成形品の塗装面に鏡面加工を施すことができるウレタン成形品の製造方法を提供すること。
【解決手段】本発明のウレタン成形品の製造方法は、金型の表面に鏡面仕上げ加工と金属メッキを施し、金属メッキ表面に離型剤と塗料を塗布した後、金型のキャビティ内にウレタン樹脂を射出することを特徴とする。
また、鏡面仕上げ工程に800番以上の番手のサンドペーパーを使用し、金属メッキにハードクロムメッキを用い、さらに離型剤に膜厚が1μm以下のフッ素系離型剤を施すことが好ましい。
(もっと読む)
インモールドコート方法
【課題】塗料を吐出する際にガスの巻き込みを抑えつつ、良質な塗膜を形成できるインモールドコート方法を提供すること。
【解決手段】インモールドコート方法は、キャビティ内に溶融した熱可塑性の樹脂を供給する工程(ステップS2)と、この工程により供給された樹脂が完全に凝固する前に、注入ガンを用いてキャビティ内にガスを吐出し、金型の型面と樹脂の表面との間に空隙を形成するとともに、樹脂の裏面側を金型の型面に密着させる工程(ステップS3)と、注入ガンを用いて、金型の型面と樹脂の表面との間の空隙内のガスを脱気する工程(ステップS4)と、注入ガンを用いて空隙内に塗料を吐出し、樹脂の表面に塗膜を形成する工程(ステップS5)と、を含む。また、以上の一連の工程において、ガスの吐出、ガスの脱気、および塗料の吐出を、全て一つの注入ガンで行う。
(もっと読む)
21 - 40 / 117
[ Back to top ]