
Fターム[4F206AF08]の内容
プラスチック等の射出成形 (77,100) | 表面の性状、外観に特徴ある成形品 (523) | 木目模様 (17)
Fターム[4F206AF08]に分類される特許
1 - 17 / 17
軽量化された発泡木質プラスチック成形体の製造方法
【課題】熱可塑性樹脂とセルロース材料にマスターバッチ化された熱膨張性マイクロカプセルを配合することにより、より軽量化された発泡木質プラスチック成形体を製造することを課題とする。
【解決手段】熱膨張性マイクロカプセルをベース樹脂によりマスターバッチ化する工程と、熱可塑性樹脂とセルロース材料とマスターバッチ化された熱膨張性マイクロカプセルとを、50ないし70重量部:30ないし50重量部:4ないし6重量部の配合割合で溶融混練し、押出成形又は射出成形する工程と、を含み、ベース樹脂の融点が、熱膨張性マイクロカプセルの発泡開始温度以下であり且つ熱可塑性樹脂の融点以下である、発泡木質プラスチック成形体の製造方法を提供する。
(もっと読む)
化粧シートおよび加飾成形品
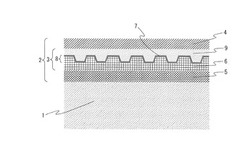
【課題】樹脂成形品の表面に高意匠性を付与することができるとともに、樹脂成形品の射出成形時における意匠性の変化を改善できる化粧シートを提供する。
【解決手段】化粧シート2は、加飾用シート3と、加飾用シート3の表面上に積層された樹脂製の透明シート4と、透明シート4と反対側の加飾用シート3の裏面上に積層された樹脂製のバッカー用シート5とからなる。加飾用シート3はバッカー用シート5と異なる熱可塑性樹脂によりシート状に形成された印刷原反6と、印刷原反6の表面上に形成された絵柄印刷層7と、絵柄印刷層7を含む印刷原反6の表面を凹凸状に加工して形成された凹凸模様8と、凹凸模様8の表面を印刷原反6と同等の樹脂によりラミネートするラミネート層9とからなる。そして、加飾用シート3はバッカー用シート5を介して樹脂成形品1の表面上にインサート成形により積層される。
(もっと読む)
金属プレートと一体化した合成樹脂成形品およびその成形方法

【課題】金属プレートと、合成樹脂シートと、射出成形金型とによって画成される空間に溶融合成樹脂を射出することにより成形される射出成形樹脂部とからなる一体化された合成樹脂成形品において、合成樹脂シートを金属プレートと射出成形樹脂部によってサンドイッチすることにより合成樹脂シートを機械的に保持し、更に気密性を確保できるようにした合成樹脂成形品およびその製造方法の提供。
【解決手段】プレス成形された金属プレート11であって、当該金属プレートの全面または一部の表面にポーラスな組織を備えた金属プレートを射出成形金型に設置するステップと、合成樹脂シート12を射出成形金型に設置するステップと、当該金属プレートと、当該合成樹脂シートと、射出成形金型とによって画成される空間に溶融合成樹脂を射出するステップと、からなる金属プレート、合成樹脂シート、および射出成形樹脂部13が一体化した合成樹脂成形品10を成形する。
(もっと読む)
表面に天然木目柄を有する成型品の製造方法
【課題】自動車の内装部品、携帯電話、家電製品などの工業製品の外観に天然の木目を加飾する場合に天然木突板シートをもちいるが比較的緩やかな曲面形状でも製造過程で割れや層間剥離をおこすことが多い。また、予備成形や射出成形後に打ち抜くなど工程数が多く生産性が悪い。天然の木の風合いを持った成形品を得る方法を提供する。
【解決手段】表面改質処理を施して密着性が向上しシート全体が補強され層間の接着強度が向上した天然木突板シートを得る。さらにあらかじめ決定した外周形状に天然木突板シートを打ち抜き、金型内に配置したのち射出成形することにより予備成形の工程や射出成形後に打ち抜く工程を省くため生産性が高い。また、得られた成形品の表面に表面改質処理を施し密着性が高く強度のある薄い塗装で木の風合いを損なわない成形品。
(もっと読む)
加飾樹脂成形品と加飾樹脂成形品の製造方法
【課題】本木材(天然材)と同じ立体感と表面意匠に近づけ、より木質感を向上させた安価な加飾樹脂成形品と簡易な加飾樹脂成形品の製造方法を提供すること。
【解決手段】本木材の表面に存在する木目導管凹形状に模した導管模様凹部13が意匠表面に形成された樹脂成形基材11に、木質感の表現を施した加飾樹脂成形品1であって、射出成形用型23内で、射出成形圧による混合樹脂材料17の流れにより混合樹脂材料17に含まれた第二樹脂ペレット16aがそのまま射出成形用型23内のゲート24から各々多方向へ無定形状に配向し、前記樹脂成形基材11に木目色模様が形成された木目色模様部18と、前記導管模様凹部13に無機系顔料を含むワイピング剤を埋設したワイピング部12と、を備えた事にあり、より本木材に近い木質感を有する安価な加飾樹脂成形品を得ることが可能になった。
(もっと読む)
インサート成形による加飾成形物およびその製造方法
【課題】物理的、化学的に耐性、強度の高い加飾成形物を提供することを目的とする。
【解決手段】成形樹脂上に加飾フィルムが積層された加飾成形物において、前記加飾フィルムは、少なくともベースフィルム表面に加飾パターンが形成されており、前記成形樹脂の表面に、前記加飾フィルムを、前記加飾パターンが形成された面からインサート成形によって固着された加飾成型物であって、前記加飾パターンが前記ベースフィルムおよび前記成形樹脂によって完全に封止されていることを特徴とする加飾成形物。
(もっと読む)
木質化粧板の製造方法及び木質化粧板
【課題】導管開口部が意匠面に存在する突板が樹脂製の基材に固着されてなる木質化粧板を、導管開口部を潰すことなく、迅速且つ効率的に製造し得る技術を提供する。
【解決手段】突板12の意匠面22に、塗膜層36を、導管開口部を埋めない厚さで形成する一方、突板12の裏面24に、裏打ちシート20を貼着して、インサート品15を形成した後、かかるインサート品15を、突板12の意匠面22がキャビティ面48に接触位置するように、成形キャビティ52内に収容し、その後、成形キャビティ52内に、溶融樹脂材料62を射出、充填して、固化せしめることにより、基材を成形すると共に、それら基材と突板12とを、裏打ちシート20を介して固着するようにした。
(もっと読む)
インサート成形方法及びインサート成形品
【課題】天然木化粧パネル等を製造する際のバックアップ材や化粧板、接着フィルムの積層構造を簡略化できるようにする。
【解決手段】まず、可動側金型21にスペーサーフィルム12を取り付けるとともに、天然木等を用いたコアフィルム10を密着させる。次いで、可動側金型21と固定側金型22とを型閉めして、溶融された合成樹脂を射出ゲート23から注入することによって、コア部品を作製する。次いで、コア部品からスペーサーフィルム12を取り外して、再び固定側金型22に密着させる。次いで、溶融樹脂導入部品24を、固定側金型22に密着させたコア部品に仮固定させる。そして、可動側金型21と固定側金型22とを型閉めして、溶融された合成樹脂を射出ゲート23から注入することによって、コアフィルム10の表面及び裏面の両面に合成樹脂層20a,20bが形成されたインサート成形品を作製する。
(もっと読む)
木目調樹脂成形品
【課題】ポリスチレン系樹脂よりなる基材に対するABS樹脂よりなる木目調樹脂層の密着性に優れた木目調樹脂成形品を提供する
【解決手段】樹脂成分100質量部に対して、滑剤1〜12質量部を配合してなる熱可塑性樹脂組成物(I)のペレット100質量部に対して、該熱可塑性樹脂組成物(I)とは色調の異なる熱可塑性樹脂組成物(II)のペレット0.5〜20質量部を成形機中で溶融混合して成形することによって得られる木目調樹脂層を有する木目調樹脂成形品。該熱可塑性樹脂組成物(I)および/または該熱可塑性樹脂組成物(II)は、アセトン可溶分中のシアン化ビニル化合物の含有量が1〜15質量%であるシアン化ビニル化合物−芳香族ビニル化合物系共重合体(III)を1〜70質量%含む。
(もっと読む)
木質成形体の製造方法および木質成形体
【課題】本発明は、木質系材料の樹脂化に関するものであり、木質系材料の樹脂化の課題である匂いを減少させ、且つ吸水率を低減させたことを特徴とする木質成形体の製造方法およびその成形体に関するものである。
【解決手段】本発明は、木質の持っている接着性や熱流動性を発現させ、その木質系材料を成形する木質成形体の製造方法および木質成形体に関するものであり、木質系材料の含水率を調整した後、加熱水蒸気を木質組織に接触させる蒸煮処理を行うことにより、吸水率が低く蟻酸や酢酸からの匂いを極めて少なくすることができる。
(もっと読む)
加飾樹脂成形品の製造方法及び加飾樹脂成形品
【課題】木質感がよりリアルに表現された加飾樹脂成形品と、その有利な製造技術を提供する。
【解決手段】本木材の表面の微細な溝状凹部に対応する突条30が設けられた第一のキャビティ面50を有する第一の型34と第二の型36との間に形成される成形キャビティ内に、本木材と同様な色を有する溶融樹脂材料を射出して、第一のキャビティ面50にて形成される意匠面12にウエルドライン18やフローマークを発生させつつ、溶融樹脂材料を成形キャビティ内に充填した後、固化せしめることにより、意匠面12に、ウエルドライン18やフローマークからなる木目模様14を形成すると共に、前記第一のキャビティ面50の突条30に対応した凹部16を形成して、木質感を表現する加飾が施された樹脂成形品10を成形するようにした。
(もっと読む)
加飾樹脂成形品の製造方法及び加飾樹脂成形品
【課題】木質感がよりリアルに表現された加飾樹脂成形品と、その有利な製造技術を提供する。
【解決手段】本木材の表面の微細な溝状凹部を転写して、かかる溝状凹部に対応する凸部がキャビティ面に設けられた成形キャビティを有する成形用型を形成した後、この成形用型を用いて、成形用型の成形キャビティ内に所定の溶融樹脂材料を充填し、固化することにより、成形キャビティのキャビティ面の凸部に対応した凹部22を、前記微細な溝状凹部と同様な形状をもって表面に形成して、木質感を表現する加飾が施された樹脂成形品10を成形するようにした。
(もっと読む)
3次元フィルム付き車両構造体及び方法
車両構造体は、車両構造体に3次元的触感のあるパターンを付与するコーティングを備えることができる。更に、車両構造体を形成する方法は、車両構造体に3次元的触感のあるパターンを付与するフィルムを塗付することを備えることができる。前記車両構造体は、前記フィルムにより装飾用触感のある特徴が付与される車両のトリム片であってもよい。薄膜金属層を、物理蒸着などの金属化技術により基材の上に塗付し、その後、放射線硬化性配合物を付与しUV光などの放射線源により露光することができる。前記放射線硬化性配合物は、フィルム上の別々の異なる位置に離間してあり、人間の触覚で識別可能な程度に金属層から延設されたUVインクであってもよい。 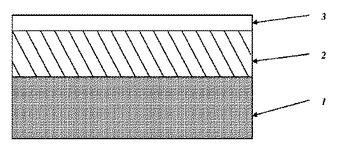 (もっと読む)
(もっと読む)
プラスチックおよび複合材料の多色物品を成形するための色変化制御方法
多色成形物品において無秩序な色変化を与える方法。この方法は、着色剤の混合をほぼ防止する所定の順序および手法により、成形物品に関連した体積の非整数倍に関連した所定の比で、成形装置に個々の着色剤を供給する工程を含む。  (もっと読む)
(もっと読む)
立体加飾品の製造方法
【課題】 天然の木材の風合いを有する意匠性の高い立体加飾品を容易に製造することが可能な立体加飾品の製造方法を提供する。
【解決手段】 立体加飾品11aの製造方法は、木材の表面を平面的に象った杢目柄をフィルム13aに印刷する印刷工程と、該印刷工程で印刷されたフィルム13aを金型41内にインサートしてインモールド成形する成形工程とを備える。成形工程では、木材の表面を立体的に象った凹凸形状と相補的な凹凸面45を有する金型41が用いられ、かつ前記木目柄を凹凸面45に対応させるようにして、フィルム13aを金型41内にインサートする。凹凸面45は30〜200μmの最大深さを有していることが好ましい。
(もっと読む)
不規則模様を有する樹脂成形品およびその製造装置と製造方法
【課題】 磨耗があっても不規則模様を失わず、光による劣化を防止することで長期間に渡って使用可能な樹脂成形品およびその製造装置と製造方法を提供する。
【解決手段】 樹脂ペレット(第1樹脂材料)とマスターバッチ(第2樹脂材料)とを混合した混合物について一方の樹脂材料が半溶融するまで溶融し、溶融した混合物を所定形状の樹脂成形品に成形した後、当該成形物の表面を紫外線吸収剤を有する透明塗料34(透明部材)でコーティングする。樹脂ペレットとマスターバッチとでは色,流動性および溶融温度が異なるので、混合物を溶融した後には不規則模様が発現する。また、透明塗料34でコーティングされた樹脂成形品Pは酸素と反応しないので、光による劣化を防止して長期間に渡って使用できる。樹脂成形品Pは表面だけでなく内部も不規則模様が発現しているので、磨耗があっても不規則模様を失わない。
(もっと読む)
自動車内装用装飾構成要素
圧力と熱の下で成形可能ベニヤ材料のシート(5)を予備成形するステップと、予備成形されたシートをキャビティ(4)を有している射出金型の半割れ(2)内に配置するステップと、金型の半割れ(2)上でシート(5)を定位置に保持するステップと、金型を閉じて支持層を(6)を形成するようにキャビティ内のベニヤシート(5)の裏に1つまたは複数の熱可塑性材料を射出するステップとを有する、乗り物の内装用構成要素の製造方法。  (もっと読む)
(もっと読む)
1 - 17 / 17
[ Back to top ]