
Fターム[4F206AH36]の内容
プラスチック等の射出成形 (77,100) | 用途物品 (5,334) | 電気電子装置(←電子部品) (1,564) | プリント配線基板(←銅張積層板) (75)
Fターム[4F206AH36]に分類される特許
21 - 40 / 75
射出成形基板及び射出成形部品
【課題】高周波アンテナなどにも使用できる電気特性を有し、寸法安定性、量産性にも優れるプリント配線基板、及び、被覆材と基板との間の線膨張係数差が小さく、熱衝撃による割れが発生しにくいアンテナ部品などの電子部品を提供する。
【解決手段】表面粗度(Rz)が2〜15μmの電解銅箔上に、充填材を15〜65体積%含有する熱可塑性樹脂組成物を射出成形してなる射出成形基板、及び、回路パターンを形成した前記射出成形基板に、充填材15〜60体積%を含有する熱可塑性樹脂組成物をさらに被覆した射出成形部品。
(もっと読む)
樹脂封止装置及び樹脂封止方法

【課題】電子ユニットの樹脂封止において、不規則な形状を有する封止前基板を搬送するための治具と、その治具を使用する樹脂封止装置及び樹脂封止方法とを提供する。
【解決手段】電子ユニットを製造する際に使用される樹脂封止装置に、封止前基板4が配置されるトレイ7と、封止前基板4が配置されたトレイ7が配置される予熱機構14と、封止前基板4が配置されたトレイ7を予熱機構14に移送して配置する第1の移送機構12と、流動性樹脂が充填されるキャビティを有する樹脂封止型17と、予熱された封止前基板4を樹脂封止型17に搬入して配置する搬入機構16と、流動性樹脂が硬化した硬化樹脂により封止前基板4が樹脂封止されて形成された樹脂封止体5を樹脂封止型17から搬出する搬出機構19とを備える。トレイ7には封止前基板4の突起に対応する凹部が設けられ、突起と凹部とが位置合わせされて封止前基板4がトレイ7に配置される。
(もっと読む)
回路基板がインサートされた成形品の製造方法
【課題】線幅の狭い回路がインサートされた成型品を高い生産効率で生産する。
【解決手段】ロール版に導電性ペーストを塗布して印刷用パターンを形成し、ロール版に形成された印刷用パターンをフィルム3に転写して回路パターン4を形成する第1工程と、相対的に接近離間する一対の成形型14a,14bの内部に、回路パターン4が可動型14bの成形面に対面するように、回路パターン4が形成されたフィルム3をセットする第2工程と、成形型14a,14bによって形成されるキャビティC内部に溶融樹脂を射出する第3工程と、を有する製造方法。
(もっと読む)
樹脂封止装置および樹脂封止方法
【課題】生産効率が高く、小型で簡単な構造を有し、メンテナンスが容易な樹脂封止装置を提供する。
【解決手段】基板供給装置から供給された基板90を基板搬送装置100で上,下金型チェス30,50の間に搬送し、前記基板90の表裏面を上,下金型チェス30,50で挟持するとともに、前記基板90に実装した電子部品を前記金型チェス30,50に設けたキャビティ41,61内で樹脂封止する樹脂封止装置である。特に、前記基板90の両側縁部を枠体構造の基板搬送装置100で支持したままの状態で、前記基板90の表裏面を上,下金型チェス30,50で挟持し、樹脂封止する。
(もっと読む)
環状ポリエステルオリゴマーを高分子量化したポリエステル樹脂で封止した電気・電子部品の製造方法
【課題】従来から電気・電子部品の封止に使用されるエポキシ系の熱硬化性樹脂は、熱硬化時の異臭の問題があり、一般の熱可塑性樹脂を用い封止すると流動性に問題があり封止する形態に制限があった。
【解決手段】電気・電子部品を樹脂封止する工程を含む樹脂封止型電気・電子部品の製造方法において、環状ポリエステルオリゴマーを融点以上の温度で溶融させ封止金型に注入し、封止金型内部で前記環状ポリエステルオリゴマーを熱重合反応させることにより得られるポリエステル樹脂で電気・電子部品を樹脂封止することを特徴とする樹脂封止型電気・電子部品を製造する。
(もっと読む)
モールド樹脂成形体
【課題】板状金属導体の離間間隔を狭くすることができると共に、板状金属導体の離間間隔の均一性を確保することができ、且つ、板状金属導体とモールド用樹脂の接着界面に剥離が生じないようにすることができる、モールド樹脂成形体を提供すること。
【解決手段】複数の板状金属導体2、3を500μm以下の一定の離間間隔を置いて積層し、モールド成形により、各板状金属導体2、3の周上を溶融粘度が50Pa・s以下の絶縁性を有する接着性樹脂組成物4で被覆すると共に前記離間間隔を前記樹脂組成物4で満たすことによって、板状金属導体2、3相互間を絶縁して、全体を積層一体化した、モールド樹脂成形体。
(もっと読む)
モールド樹脂成形体
【課題】板状金属導体の離間間隔を狭くすることができると共に、板状金属導体の離間間隔の均一性を確保することができ、且つ、板状金属導体とモールド用樹脂の接着界面に剥離が生じないようにすることができる、有利な構造のモールド樹脂成形体を提供すること。
【解決手段】複数の板状金属導体2、3を500μm以下の一定の離間間隔を置いて積層し、モールド成形により、各板状金属導体2、3の周上を溶融粘度が50Pa・s以下の絶縁性を有する接着性樹脂組成物で被覆すると共に前記離間間隔を前記樹脂組成物4で満たすことによって、板状金属導体2、3相互間を絶縁して、全体を積層一体化した、モールド樹脂成形体であって、前記複数の板状金属導体2、3の夫々対向面側をダレ面又はR付きの面とした、モールド樹脂成形体。
(もっと読む)
導電性成形品及びその製造方法
【課題】曲面に導電性を有する層が形成された立体形状を有する導電性成形品及びその製造方法を提供する。
【解決手段】導電性成形品60は、立体形状を有する成形樹脂部62と、成形樹脂部62上に形成され、導電性ナノファイバー3を含み、その導電性ナノファイバー3を介して導通可能である導電パターン層6と、成形樹脂部62上の導電パターン層6が形成されていない部分に形成され、導電性ナノファイバー3を含み、導電パターン層6から絶縁された絶縁パターン層5とを備えている。
(もっと読む)
耐グローワイヤ性ポリエステル
【課題】耐グローワイヤ性ポリエステル成形組成物を提供する。
【解決手段】本発明は、モノ-もしくはポリ臭素化フェニル基を有する少なくとも1種のモノマー、オリゴマー、またはポリマー有機化合物と組み合わせて、亜クロム酸銅と、少なくとも1種のアンチモン含有機能性添加剤とを含む耐グローワイヤ性ポリエステル成形組成物、および、レーザー直接構造化にかけることができる耐グローワイヤ性構成部品、好ましくは家庭用機器を製造するための前記ポリエステル成形組成物の使用に関する。
(もっと読む)
電子回路内蔵樹脂筐体
【課題】プリント配線板と筐体樹脂が一体化した電子回路内蔵樹脂筐体において、プリント配線板と筐体樹脂とが高い密着性を有する回路樹脂内蔵樹脂筐体を提供する。
【解決手段】電子回路内蔵樹脂筐体は、グラフト共重合体(A)の成形物の片面または両面に電子回路を形成させたプリント配線板上に、熱可塑性樹脂層が融着形成されたものである。上記グラフト共重合体(A)は、α−オレフィン系単量体または共役ジエン系単量体に基づく構成単位からなるランダムまたはブロック共重合体60〜85質量部に、芳香族系ビニル単量体15〜40質量部をグラフト重合して得られる共重合体であって、芳香族系ビニル単量体全体のうち、多官能性の芳香族系ビニル単量体が5〜35質量%に設定されている。前記熱可塑性樹脂層は、インサート成形法によって、プリント配線板上に融着されている。
(もっと読む)
成形回路部品の製造方法
【課題】基体の表面に選択的にめっきして形成する導電性回路に閉じた回路が含まれる場合に、この閉じた回路の内側に被覆材を射出成形するために、別途金型に湯道を設けることを回避でする。
【解決手段】基体1の内部に、閉じた回路21,22の内側表面12と外側表面とにそれぞれ相互に連通する通路16を設ける。このような通路16を基体1の内部に設けることによって、閉じた回路の外側部分11等、または内側部分12のいずれかに被覆材3を射出成形すれば、この通路を経由して閉じた回路の内外側部分のいずれにも被覆材が充填されるため、閉じた回路の内側部分に通じる湯道を、別途金型に設ける必要が回避できる。
(もっと読む)
電気・電子モジュール及びその製造方法
【課題】 本発明の目的は、生産性の向上した電気・電子モジュール及びその製造方法を提供することにある。
【解決手段】電子回路基板5には、電子部品5Aが装着される。電子回路基板5は、金属ベース1に搭載される。金属端子3は、電子回路基板の電子回路5Aに接続される。電子回路基板5は、熱硬化性の樹脂8により封止される。コネクタは、樹脂モールドされたハウジング部11と、ハウジング部11と別体で構成されるとともに、金属端子3を固定整列するための樹脂モールドされた端子保持部品9とから構成される。
(もっと読む)
モールド成形方法及びモールド成形装置
【課題】第1配線基板と第2配線基板との空間部内に、はんだボールの接続を維持し、溶融モールド樹脂の均一充填が困難な従来のモールド成形方法の課題を解消する。
【解決手段】複数の第1配線基板が造り込まれた基板11の搭載面に、前記第1配線基板に対応する第2配線基板16がはんだボール18で接続された半導体装置をキャビティ32内に挿入し、第2配線基板16にリリースフィルム31を介して当接する駒板34が、第2配線基板16に対し独立して接離するモールド金型を用い、第2配線基板16に対し、基板11と第2配線基板16との間隔が充填された溶融モールド樹脂の圧力での拡大を許容する第1圧力をバネ36で駒板34に加え、基板11と第2配線基板16との空隙内にモールド樹脂を充填した後、はんだボール18の接続が剥離されることを防止すべく、ストッパー40,40に当接した駒板34から第1圧力よりも高圧の第2圧力を第2配線基板16に加えて、キャビティ32内にモールド樹脂を注入する。
(もっと読む)
配線基板製造用金型およびこれを用いた配線基板の製造方法
【課題】反り,捩れ等の変形が生じにくく、軽量で生産性が高いとともに、厚さ方向の寸法精度にバラツキのない配線基板を製造するための金型を提供することにある。
【解決手段】一対の金型でコアレス多層基板52を挟持するとともに、前記コアレス多層基板52の実装面に接合する金型の接合面に形成したキャビティに樹脂を注入,固化して成形する配線基板製造用金型である。特に、コアレス多層基板52の実装面に、半導体素子を実装するための開口部を備えた環状補強枠53を一体成形する格子状キャビティ34を設けた。
(もっと読む)
モールド成形方法、モールド成形品の製造方法、スティフナ付き基板、およびモールド金型
【課題】モールド成形品の品質を向上する。
【解決手段】まず、基板1上に、X方向に延在し、溝部6を有する成形体2aを形成する。次いで、基板1上に、溝部6を塞ぎながらY方向に延在する成形体2bを形成する。その後、成形体2aの形成温度および成形体2bの形成温度より高い温度で、成形体2aの樹脂および成形体2bの樹脂を熱硬化する。次いで、成形体2aと共に基板1をX方向で切断し、また、成形体2bと共に基板1をY方向で切断して、スティフナ7を有するモールド成形品10を形成する。
(もっと読む)
2色成形用金型装置および2色成形品
【課題】フィルムを波打ちすることなく2色成形品中にインモールドすることができる2色成形用金型装置及び2色成形品を提供する。
【解決手段】1次側金型の金型間にフィルム11を内在させ、1次側金型の第1キャビティC1に樹脂を射出して1次成形品8を成形し、フィルム付きの1次成形品8を2次側金型に移動させ、2次側金型の第2キャビティC2に樹脂を射出して2次成形品を成形することにより、1次成形品、2次成形品、フィルムが一体化された2色成形品を得る2色成形用金型装置において、第1キャビティC1は、1次成形品8からフィルム11がはみ出すようにフィルムよりも小さいサイズの1次成形品8を成形するように構成され、フィルムはみ出し側に位置し第1キャビティC1を形成するキャビティ形成壁面3aに、上記1次成形品8の成形収縮を規制する凸部3dが形成されていることを特徴とする。
(もっと読む)
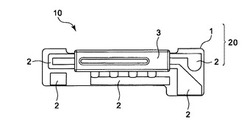
金属プレート付き樹脂成形品
【課題】油圧によるバスバーの変形を防ぎつつ、接触抵抗の増加を防ぐ。
【解決手段】本発明のセンサユニット10は、金属プレート20と、金属プレート20と一体に成形された樹脂成形部30と、樹脂成形部30から露出した露出端部52を有し、樹脂成形部30の内部に配設されたバスバー50と、露出端部52の先端側に設けられ、金属プレート20上に配設された油温センサ41とリベット止めされる接続部52Aとを備え、露出端部52の両側部は、樹脂成形部30と部分的に接触している構成としたところに特徴を有する。
(もっと読む)
樹脂成形品の製造方法、及び成形型
【課題】電気的な接続信頼性の低下が抑制された樹脂成形品の製造方法、及び該樹脂成形品を形成する成形型を提供する。
【解決手段】電気的な接続機能を有する配線部材の一部が樹脂成形部材から露出された樹脂成形品の製造方法であって、配線部材におけるボンディングワイヤとの接続部位を含む一面との接触面に、該接触面から外面までを貫通する貫通孔が形成された成形型を用い、接触面に一面を当接させて、配線部材を成形型の内部に配置する配置工程と、成形型の内部に溶融樹脂を注入し、溶融樹脂を冷却固化することで、樹脂成形部材を形成する形成工程と、を有する。
(もっと読む)
配線パターンが形成されたプラスチック成形体の製造方法および配線パターンが形成されたプラスチック成形体
【課題】プラスチック成形体に対して、プラスチック成形体に密着し且つプラスチック成形体との接触面が平滑な配線パターンを形成する製造方法およびプラスチック成形体を得る。
【解決手段】本発明の製造方法は、表面部2に金属元素含有微粒子3を分散させたプラスチック成形体1を用意することと(図1(A))、プラスチック成形体1についての配線パターン4の輪郭の領域に対してレーザ光10などの電磁波を照射して、電磁波が照射された表面部2または表面部2に分散した金属元素含有微粒子3を選択的に除去することと(図1(B))、除去処理後のプラスチック成形体1を、アルコールを含む無電解めっき液に常圧下で浸漬して、配線パターン4の形状に無電解めっき膜を形成することとを含む(図1(C))。
(もっと読む)
樹脂成形装置
【課題】様々な成形品を製造するに際し未成形の液状樹脂の取り扱いを容易にし、無駄な液状樹脂の消費を減らす。
【解決手段】樹脂成形装置101の筐体102の内部には、待機室124とプレス室125とが横並びに設けられて、これら二室は断熱性を有するシャッタ128が開閉して連通したり遮断されたりする。作業者は、製造しようとする成形品に用いる熱硬化性の液状樹脂を封入したシリンジ131を待機室124内の装着部132に装着し、操作ボタン部103を操作して樹脂成形装置101に成形命令を入力する。この操作により、樹脂成形装置101内では、シャッタ128が開かれてシリンジ131がプレス室125まで搬送され、プレス部134に液状樹脂の滴下が行われた後、シリンジ131は待機室124まで復帰してシャッタ128が閉じられ、プレス部134での成形が行われる。
(もっと読む)
21 - 40 / 75
[ Back to top ]