
Fターム[4F206JB22]の内容
プラスチック等の射出成形 (77,100) | 射出成形の区分 (6,362) | 多種材料物品の成形 (1,620) | 多層化成形 (908)
Fターム[4F206JB22]の下位に属するFターム
Fターム[4F206JB22]に分類される特許
41 - 60 / 519
回転金型支持装置
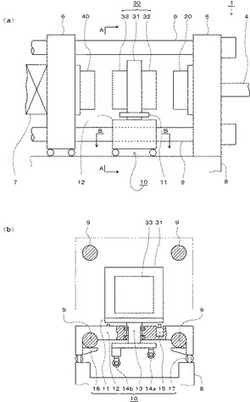
【課題】単層成形用射出成形機を多層成形用射出成形機に転用する場合に、追加改造を少なくすることができる回転金型支持装置を提供する。
【解決手段】射出成形機1の固定盤5と可動盤6との間に配置され、第1案内部9により型開閉方向に移動可能に設けられた第1支持ブロック12と、前記第1支持ブロック12を鉛直方向に貫通する第1回転軸13の一端に固定された第1金型取付部11と、2つの伸縮可能なアクチュエータ14a,14bから構成され、それぞれの一端が、前記第1回転軸13の回転中心線に対して対称に連結され、それぞれの他端が前記固定盤5及び前記可動盤6のいずれか一方に、前記固定盤5及び前記可動盤6の中心線に対して対称に、回転可能に連結され、且つ、2つの前記アクチュエータ14a,14bが、それぞれ異なる水平面上を摺動するように配置された回転金型駆動機構14と、を備えた回転金型支持装置10によって達成される。
(もっと読む)
グラフェンを主成分とする透明導電膜を備えた透明導電物とその製造方法

【課題】柔軟性を有するニ次元形状の透明導電物または三次元形状を有する透明導電物の提供およびその製造方法の提供にある。
【解決手段】グラフェンを主成分とする透明導電膜層を有する透明導電物の作成において、転写シートを用いることにより、柔軟性のある二次元形状の透明導電物または3次元形状の透明導電物を作製でき、品質の良い透明導電層を作製するとともに、量産性のある透明導電物およびその製造方法を提供できる。
(もっと読む)
多層射出成形品および管継手
【課題】製品の美感を損なうことなく、内層と外層とを適切に密着させることが可能な多層射出成形品及び管継手を提供する。
【解決手段】多層射出成形品10は、内層14と外層16とを備えている。内層14は、第1金型の内部にコアを配置して形成した第1キャビティ内に第1樹脂を射出することによって形成される。また、外層16は、内層14の外側に積層され、内層14の外面の全体を被覆するとともに、内層14の開口端の端面を被覆している。外層16は、成形後に不要なゲート部分を除去した内層14を、コアを挿入した状態のまま第1金型よりも大きいサイズの第2金型内に配置して形成した第2キャビティ内に、第2樹脂を射出することによって形成されるため、多層射出成形品の美感が損なわれてしまうことがなく、しかも境界部分での内層と外層との分離が生じにくい。
(もっと読む)
窓を有するパネル構造体
【課題】窓が設けられ且つ自動車のサイドドア、バックドア、フード、ルーフ等に使用される樹脂製のパネル構造体であって、ボディの組立工程などで直ちに使用できる様に更にモジュール化され、より生産性を向上し得る窓を有するパネル構造体を提供する。
【解決手段】パネル構造体は、窓用の開口部が設けられた樹脂製の成形パネル1と、当該成形パネルの開口部に配置された透明樹脂製の窓ガラス2と、成形パネル1の一面側に配置され且つ成形パネル1と窓ガラス2の接合部を覆う樹脂製の窓枠3と、窓ガラス2の表面を含む成形パネル1の他面側に配置された透明樹脂からなる硬質被膜とから主に構成される。成形パネル1、窓ガラス2及び窓枠3が多色成形法を利用して製造されていることにより、これらが一体化されている。
(もっと読む)
インモールド成形品、インモールド成形用フィルム、およびインモールド成形品の製造方法
【課題】深絞り形状であっても、転写フィルムの内側にある下地(成形された射出成型樹脂の表面)がクラックの間から見える外観不良の防止を図ることができるインモールド成形品を提供する。
【解決手段】本発明にかかるインモールド成形品は、表面に転写フィルム203を有するインモールド成形品において、前記転写フィルム203の着色層105に含有される複数の無機フィラー12を備えたものである。
(もっと読む)
車両用ドアミラー、およびその反射鏡ユニットの成形方法
【課題】反射鏡ユニットの成形工数の削減と、有効視界範囲の拡大が可能な車両用ドアミラーの提供を図る。
【解決手段】裏面に反射膜12bを蒸着した合成樹脂製の鏡体2の裏面と周面とを内包して、合成樹脂製のホルダー3を積層状に一体成形することによって、両者の溶着工数を不要としている。また、鏡体2の反射面側周縁部でのホルダー3による抱持を不要として、有効視界範囲を拡大可能としている。
(もっと読む)
共射出成形物及び共射出成形方法
【課題】 共射出成形法のようにEVOH樹脂が高温に晒されることが避けられないような成形方法であっても、外観に優れた多層構造体を生産性良く提供することを目的とする。
【解決手段】 共射出成形において、(A)エチレン−ビニルエステル系共重合体ケン化物、及び(B)多価金属硫酸塩水和物の完全脱水物または部分脱水物を含有する樹脂組成物を用いる。
【効果】 樹脂組成物が高温での熱安定性に優れ、さらにEVOH樹脂の分解、発泡が抑制されるため、共射出成形方法によって、外観が優れる成形品を生産性良く得ることができる。
(もっと読む)
インモールド成形品、インモールド成形用フィルム、およびインモールド成形品の製造方法
【課題】成形品の端部での箔バリの発生を抑えることができ、箔バリ処理専用の治具や、箔バリ処理の工程を不要にすることができるインモールド成形品を提供する。
【解決手段】本発明にかかるインモールド成形品は、成形品表面に転写フィルム202を有するインモールド成形品において、転写フィルム202の接着層306にフィラー307を備えたものである。
(もっと読む)
サンドイッチ成形体
【課題】ポリアミド樹脂を含有するサンドイッチ成形体を提供する。
【解決手段】サンドイッチ成形体は、以下を同時に満足することを特徴とする。(1)スキン層1が、ポリアミド樹脂、エポキシ化合物、ガラス繊維を含有し、(2)スキン層1におけるエポキシ化合物の含有量が、ポリアミド樹脂100質量部に対し0.2〜2質量部であり、(3)スキン層1における樹脂組成物の、(ポリアミド樹脂の融点+30)℃およびせん断速度1000s−1で測定された溶融粘度ηaが、300〜2000Pa・sで、(4)スキン層1における樹脂組成物とガラス繊維との混合比率が、質量比で、40/60〜70/30である。また、(5)コア部2は、ポリアミド樹脂と平均繊維長が0.5〜5mm、およびこれより長い繊維長のガラス繊維を含有し、(6)コア部2におけるポリアミド樹脂とガラス繊維との混合比率は、質量比で、30/70〜60/40である。
(もっと読む)
積層成形装置及び射出成形方法
【課題】使用可能な金型の大きさの制約を低減することが可能な積層成形装置及び射出成形方法を提供する。
【解決手段】固定盤と、固定盤と対向して配置され、固定盤に対して接近及び離間する方向に移動可能に設けられた可動盤と、固定盤と可動盤との間において、接近及び離間する方向に移動可能に設けられた中間盤であって、固定盤と対向する面及び可動盤と対向する面を有し、かつ、固定盤と対向する面から可動盤と対向する面に亘って貫通する収容空間を有する中間盤と、中間盤の収容空間の内部において中間盤に回転可能に支持された回転盤であって、固定盤及び可動盤に対向する少なくとも1組の平行な面を有する回転盤と、を備え、中間盤の固定盤と対向する面及び可動盤と対向する面の少なくとも一方の面は、金型を直接的又は間接的に取り付け可能な金型取付面である。
(もっと読む)
回転金型支持装置及び多層成形方法
【課題】単層射出成形機を積層射出成形機に転用する場合に、成形機への追加改造を少なくすることができ、更には、固定金型と可動金型と回転金型部とを1組の金型として型開閉装置から着脱することができる回転金型支持装置及び該回転金型支持装置を備えた射出成形機を使用する積層成形方法を提供する。
【解決手段】固定盤と可動盤との間に配置され、1つの円軌跡と、それぞれの一端が該円軌跡に連続して接する型開閉方向に平行な1組の平行直線軌跡とで同一平面に構成される案内軌跡を有するスライドガイド部と、前記スライドガイド部に案内される2つのガイドブロック部と、前記ガイドブロック部が、前記同一平面において前記円軌跡の直径と同じ距離だけ離間するように配置される回転金型支持部と、前記ガイドブロック部の一方と前記可動盤との間を連結する第1のリンクと、を備えたことを特徴とする回転金型支持装置によって達成される。
(もっと読む)
サンドイッチ成形体
【課題】高温環境下であっても十分な機械的性質を維持し、軽量化を図れるサンドイッチ成形体を提供すること。
【解決手段】コア部がスキン部によって挟持されてなるサンドイッチ成形体であって、スキン部を構成する第1の熱可塑性樹脂とコア部を構成する第2の熱可塑性樹脂とがいずれも無機充填材を含有し、スキン部の曲げ弾性率をE1,スキン部の曲げ最大歪をε1,コア部の曲げ弾性率をE2,コア部の曲げ最大歪をε2としたとき、下記の式を満たし、スキン部の体積比率が40%〜70%であることを特徴とするサンドイッチ成形体。
1<E1/ε1<5
5<E2/ε2<10
ε1/ε2>1
(もっと読む)
厚肉成形品の製造方法
【課題】十分な機械的特性および良好な外観を得ることができる厚肉成形品の製造方法を提供する。
【解決手段】溶融した所定の合成樹脂Pを金型11内に射出する射出成形により、互いに積層された複数の層から成るとともに所定寸法以上の厚さを有する成形品1を製造する厚肉成形品の製造方法であって、他の層と積層すべき積層面2aに沿って延びかつ積層面2aに突設された複数のリブ4を有する第1次成形層2を、射出成形によって成形する第1次成形工程と、第1次成形層2の積層面2a側に積層するよう、第2次成形層3を射出成形によって成形する第2次成形工程と、を備え、第1次成形工程において、各リブ4の幅方向の両側の少なくとも一方に、第1次成形層2と第2次成形層3の積層方向に対し、所定の角度範囲で傾斜するテーパ面4aを有するように、第1次成形層2を成形する。
(もっと読む)
旋回可能な下ユニットを備えた転写フィルム送り装置
【課題】
転写成形に使用された使用済みのフィルムを廃棄する作業を、安全に、かつ効率よく容易に実施することができる転写フィルム送り装置を提供する。
【解決手段】
射出成形機(1)に設けられている転写フィルム送り装置(12)を、可動盤(9)の上部と下部に設けられている上ユニット(U1)と下ユニット(U2)とから構成する。上ユニット(U1)はフィルム送り出しユニット(13)と上横移動装置(10)とから、下ユニット(U2)はフィルム巻き取りユニット(14)と下横移動装置(15)とからそれぞれ構成する。下ユニット(U2)はヒンジ機構(28)を介して可動盤(9)に取り付けて、第1、2の回動位置を採ることができるようにする。第1の回動位置を採ると転写成形をすることができる。第2の回動位置を採ると下ユニット(U2)が、射出成形機(1)の側方に回動する。容易に使用済みフィルム(48’)を交換することができる。
(もっと読む)
スパウト、及びスパウト付き包装袋
【課題】ガスバリア性に優れ、安価に製造することのできるスパウトを提供する。
【解決手段】スパウト10の周壁11は、第1の樹脂からなる内層11a及び外層11cと、該内層11a及び外層11cの間に位置し、ガスバリア性を有する第2の樹脂からなる中間層11bとから構成されている。また、スパウト10は共射出成形により一体に成形されている。
(もっと読む)
歯間ブラシの成形方法および成形装置
【課題】歯肉を傷めず、歯垢、食物残滓等を略完全に除去できる歯間ブラシを安価に成形できる歯間ブラシの成形方法を提供する。
【解決手段】歯間ブラシは、硬質材からなる本体部(H)と軟質材からなり多数のブラシ毛がを有するブラシ部(B)とから構成する。このような歯間ブラシを、固定側金型(1)と、可動側金型(10)と、可動側金型(10)のパーティング側に設けられている成形治具(30)とからなる成形装置によって成形する。金型(1、10)には1次成形位置(X1)と2次成形位置(X2)が設けられ、成形治具(30)は180°回転させてこれらの位置を交互に移動させることができる。1次成形して本体部(H)を成形する。本体部(H)は成形治具(30)に載せて、成形治具(30)と共に2次成形位置(X2)に移動させ、2次成形によって本体部(H)にブラシ部(B)を成形する。1次成形と2次成形は実質的に同時に行う。
(もっと読む)
樹脂成形品の成形方法
【課題】非意匠面側に凹凸のある樹脂成形品を光輝性材料が混入している樹脂材によって成形したとき、非意匠面側での光輝性材料の乱れに伴うウェルドライン等が意匠面側では隠されて見栄えをよくする。
【解決手段】非意匠面側に凹凸のある樹脂成形品を、光輝性材料が分散状態で混入している樹脂材によって成形する樹脂成形品の成形方法であって、光輝性材料が混入した樹脂材14からなる溶融樹脂を金型10に注入して凹凸のある非意匠面22側を先に成形し、その後に同じく光輝性材料が混入した樹脂材14からなる溶融樹脂を金型10に注入して意匠面21側を成形する。
(もっと読む)
電磁波シールド性複合成形体とその製造方法
【課題】家庭用の電気・電子機器等から発生させる低周波の磁界波と電磁波のシールド性が優れた電磁波シールド性複合成形体と、その製造方法を提供する。
【解決手段】炭素繊維及び熱可塑性樹脂を含む第1樹脂組成物からなる第1成形体層と、メジアン径(d50)が5〜100μmで、アスペクト比が10以上である扁平軟磁性粉末及び熱可塑性樹脂を含む第2樹脂組成物からなる平板状の射出成形体層とを有する電磁波シールド性複合成形体であって、前記平板状の射出成形体層中において前記扁平軟磁性粉末が厚み方向と直交する方向に配向された状態で含有されており、前記平板状の射出成形体層が、縦120mm、横120mm及び厚み2mmの平板であるときの周波数0.1〜100MHzの範囲の磁界波シールド効果が8dB以上であり、かつ前記周波数領域の電磁波シールド効果が25dB以上である、電磁波シールド性複合成形体。
(もっと読む)
複合成形体およびその製造方法
【課題】予め成形された予備成形体と後から供給される溶融樹脂との間で十分に高い接合強度が容易に得られるようにし、強度・剛性に優れた最終成形品としての複合成形体を効率よく製造できる方法、およびその方法により製造された複合成形体を提供する。
【解決手段】重量平均繊維長1mm以上の強化繊維を含む第1の繊維強化樹脂を用いて予備成形体を予め成形し、該予備成形体を型内に配置し、該型内に溶融した第2の繊維強化樹脂を射出し、射出された第2の繊維強化樹脂を予備成形体に接合して複合成形体を製造する方法であって、複合成形体に用いられる熱可塑性樹脂として少なくとも樹脂Aおよび樹脂Bの互いに異なる処方の樹脂を用い、予備成形体の少なくとも表層部を樹脂Bを用いて形成し、射出される第2の繊維強化樹脂には樹脂Aを使用し、樹脂Aにより与えられる熱により樹脂Bを溶融させ、該溶融を介して、第2の繊維強化樹脂を予備成形体に接合することを特徴とする複合成形体の製造方法、およびその方法により製造された複合成形体。
(もっと読む)
加飾シート及び加飾樹脂成型品
【課題】良好な三次元成形性及び形状安定性を維持しつつ、優れた耐傷性及び耐薬品性を有する加飾シート、及び該加飾シートを用いた加飾樹脂成型品を提供する。
【解決手段】少なくとも基材11と、透明フィルム13と、表面保護層15とをこの順に有する加飾シートであって、該表面保護層がポリカーボネート(メタ)アクリレート及び/又はアクリルシリコーン(メタ)アクリレートを含有する電離放射線硬化性樹脂組成物の硬化物からなる加飾シート、及びそれを用いた加飾樹脂成型品。
(もっと読む)
41 - 60 / 519
[ Back to top ]