
Fターム[4F206JB22]の内容
プラスチック等の射出成形 (77,100) | 射出成形の区分 (6,362) | 多種材料物品の成形 (1,620) | 多層化成形 (908)
Fターム[4F206JB22]の下位に属するFターム
Fターム[4F206JB22]に分類される特許
21 - 40 / 519
サンドイッチ成形用ノズルおよび射出成形装置
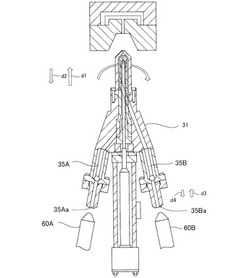
【課題】射出成形装置10のサンドイッチ成形用ノズル30は、コア層と表皮層とを形成するための樹脂材料を容易に変更することができる。
【解決手段】サンドイッチ成形用ノズル30は、金型MdのキャビティCtに接続されるノズル孔32dと、第1または第2射出ユニット60A,60Bから供給される異なった樹脂材料を流す第1および第2樹脂通路35A,35Bとを有するノズル本体31と、ノズル孔32dと金型Mdとの接続箇所を通る軸を中心に、ノズル本体31を回転可能に支持するノズル軸支機構51とを備えている。ノズル軸支機構51は、ノズル本体31が軸を中心に回転することで、第1樹脂通路35Aおよび第2樹脂通路35Bが第1および第2射出ユニット60A,60Bに接続される箇所が入れ替わるように構成されている。
(もっと読む)
少なくとも一つの硬質部材と少なくとも一つの軟質部材を含む複合材料
【課題】高いレベルの電磁波遮蔽性を有する複合材料の提供。
【解決手段】導電性添加剤を含む弾性率が1000MPa以上である少なくとも一つの硬質部材と、導電性添加剤を含む弾性率が500MPa以下である少なくとも一つの軟質部材とが結合したプラスチック複合材料であり、前記複合材料の導電率は0.01S/cmよりも大きく、表面導電率は0.1S/cmよりも大きく、さらに、複合材料の結合強度は少なくとも0.5N/mm2である。
(もっと読む)
樹脂複合成形体の製造方法、及び樹脂複合成形体

【課題】二重成形法による樹脂複合成形体の製造において、結晶性熱可塑性樹脂を用いる場合であっても、一次成形体と二次成形体との密着力を高めつつ、上記のような熱処理を樹脂複合成形体に施さなくても、結晶性熱可塑性樹脂の結晶化度を充分に高めることが可能な技術を提供する。
【解決手段】二重成形に用いる一次成形体を、キャビティ表面の一部に断熱層が形成された断熱金型を用い、金型温度が一次成形体を構成する結晶性樹脂の冷結晶化温度(Tc1)−10℃以下の条件で製造する。
(もっと読む)
ガスバリア性に優れた合成樹脂製キャップ及びその製造方法
【課題】スコアにより区画された開口予定部を備えたキャップにおいても、ガスバリア性を向上させたキャップ及びその製造方法を提供することを目的とする。
【解決手段】外筒6と、内筒7と、中央5bにスコア11で区画された開口予定部10を有する頂壁5とを備え、容器口部に嵌着される合成樹脂製キャップ1であって、前記スコア11で区画された開口予定部10は、その内部にガスバリア樹脂層12を備えている。そして、該キャップ1は、前記開口予定部10の中央10bをゲート部14として前記ガスバリア樹脂層12を形成するガスバリア性樹脂R2と、それ以外の部分を形成する樹脂R1とを共射出成形することで成形することができる。
(もっと読む)
ロータリ射出成形機の制御方法
【課題】ロータリ射出成形機の連続成形を成形原料、時間及び労力の無駄なくして立上げ及び終了させることができる制御方法を提供する。
【解決手段】8次の成形工程を有するロータリ射出成形機1により連続成形を立上げるとき、1次成形のキャビティ18aのみ射出充填を実行し、2次成形から8次成形の各キャビティ18b〜18hへの射出充填を停止し、回転盤9を(360/8)度回転させて次の成形工程へ移行する度毎に、射出充填を実行するキャビティを2次成形から8次成形のものまで順次に追加し、8回以降の成形工程では、全てのキャビティを射出充填して連続成形を立上げる。
(もっと読む)
自転車用のグリップ
【課題】グリップを握った際に、手首の位置が下がって手首の曲がり角度が大きくなることを抑えることができるだけでなく、手からの力を良好に受けたり、手や手首への衝撃を良好かつ確実に吸収できたりする自転車用のグリップを提供する。
【解決手段】ハンドル本体の外周に装着される筒状部5と、後方に膨出する後方膨出部4とを備え、後方膨出部4は、筒状部5の後部から撓むことが可能な状態で後方に延びる後方延長支持部7と、この後方延長支持部7から広がるように形成されて運転者の手の平を下方から受けることが可能な広がり受け部8とを有し、広がり受け部8が後方延長支持部7を介して支持されている。
(もっと読む)
偏光ビームスプリッタを作製する方法
【課題】本開示は、ポリマー偏光ビームスプリッタを作製する方法を提供する。
【解決手段】代表的な方法には、第1の面と第2の面を備えている偏光フィルムを成型型内に担持させること、前記偏光フィルムの第1の面に隣接させてポリマー材を成型型の中に注入すること、第1のポリマー材を固化させて第1のプリズムを形成させること、及び、第2のプリズムを偏光フィルムの第2の面に固定することが含まれている。別の代表的な方法には、偏光ビームスプリッタの構成要素を射出成形すること、及び、第1のポリマー材のガラス転移温度よりも約20℃低い温度を超えない温度まで前記第1の構成要素を熱処理することが含まれている。
(もっと読む)
コンテナ及びコンテナの射出成形方法
【課題】 本発明は、リサイクル性に優れ且つ優れた剛性及び耐衝撃性を有するコンテナを提供する。
【解決手段】 本発明のコンテナAは、底面部1とこの底面部1の外周縁部から上方に向かって延設された周壁部2と、この周壁部2から外方に向かって延設された鍔部3とを有するコンテナにおいて、上記鍔部3及び上記周壁部2の上端部を除いた残余部分は、少なくとも一種のポリオレフィン系樹脂と0.01〜3.0重量%の塩素含有樹脂とを含む第一熱可塑性樹脂から構成されているコア部4と、このコア部4を被覆し且つ第二熱可塑性樹脂からなるスキン層5とから構成されている一方、上記鍔部3及び上記周壁部2の上端部21は上記第二熱可塑性樹脂から構成されていることを特徴とする。
(もっと読む)
成形品の製造方法
【課題】 本発明は、リサイクル性に優れており、優れた剛性及び耐衝撃性を有する成形品を製造することができる成形品の製造方法を提供する。
【解決手段】 本発明の成形品の製造方法は、金型のキャビティ内にスキン層を構成するスキン層用熱可塑性樹脂を射出した後に、上記キャビティ内にコア部を構成するコア部用熱可塑性樹脂を射出して、上記スキン層用熱可塑性樹脂及び上記コア部用熱可塑性樹脂を上記キャビティ内にて層状に流動させて、スキン層が上記スキン層用熱可塑性樹脂から構成され且つコア部がコア部用熱可塑性樹脂から構成された成形品を製造する成形品の製造方法であって、上記コア部用熱可塑性樹脂は、少なくとも一種のポリオレフィン系樹脂と0.01〜3.0重量%の塩素含有樹脂とを含むことを特徴とする。
(もっと読む)
射出成形機
【課題】フィルムを所定の位置に位置決めができ、フィルムの表面に傷がつくのを防止することができる射出成形機を提供する。
【解決手段】射出成形機1は、凸状の加工面111を有する凸金型11と、凹状の加工面121を有する凹金型21とを有し、前記凸状の加工面111にフィルムFを負圧吸引手段51により仮保持し、前記凸金型11と前記凹金型21とを型締めしてキャビティを形成し、前記フィルムFを前記凹状の加工面121に当接させた当接状態で溶融樹脂を供給して成形品を成形する射出成形機1において、前記フィルムFを前記凸状の加工面111の所定の位置に配置する位置決め手段41を有することを特徴とする。
(もっと読む)
複雑な形状のインモールド成形を行う方法、そのインモールド成形に使用する転写シート、および当該方法で形成された樹脂成形品
【課題】深絞り度が高く、アンダーカットを有する樹脂成形品をインモールド成形するにあたり、成形時にフィルムが破れたり皺が発生したりすることなく、しかもデザイン図柄等の歪みの少ない美麗な外観を有する樹脂成形品を得るのに最適なインモールド成形を可能にする。
【解決手段】常温で高伸縮性の樹脂製基材シート12および図柄インク層14を有し、図柄インク層14が形成された面とは反対側の面が高い滑動性を有する転写シート10を、キャビ型30の開口40を覆うようにして、反対側の面をキャビティ32に向けて取り付け、キャビティ32内を減圧してキャビ型30の表面を滑らせつつ転写シート10を吸い込んでキャビティ32の内面に密着させ、転写シート10がキャビティ32の内面に密着した状態でキャビ型30を閉じ、然る後、キャビティ32内に溶融樹脂を射出することにより、上記課題を解決できる。
(もっと読む)
ボタン機能を備えたファンクショナルユニット
【課題】剛性支持構造体を備えた多機能ファンクショナルユニット及びその製造方法の提供。
【解決手段】0.05〜0.4mmの厚みを有する、平坦で可撓性のプラスチックフィルム3が位置決め手段を設けた射出成形金型に導入され、背面射出されて、第1の面に硬質プラスチック支持体5が形成され、制御要素7及び/又はディスプレイ要素9の領域では、背面射出されずに少なくとも2つの凹所13の形で露出した状態のままであるように形成されており、次にRIM法にて、第1の面と反対側の第2の面を、同じ射出成形金型で、又は、さらなる射出成形金型へこのブランクを入れた後、透明な硬化性鋳造化合物を用いてコーティングされ、ファンクショナルユニット11全体にわたり少なくとも0.1mmの厚みを有する連続透明表面層1が形成され、該制御要素及び/又は該ディスプレイ要素が該凹所に挿入され、該支持体に接合される。
(もっと読む)
射出成形用金型
【課題】金型キャビティ内に先に射出充填された溶融樹脂の表面に形成されるスキン層(冷却固化層)が強固な場合においても、該溶融樹脂内に、他の流体を確実に充填・注入可能な射出成形用金型を提供する。
【解決手段】金型キャビティ内に、第1流体を流入させる第1流体流路と、第2流体を流入させる第2流体流路と、第2流体流路の金型キャビティ内に連通する開口部分に進退自在に配置され、前進状態においては、第2流体流路の開口部分をシールさせると共に、先端部を金型キャビティ内に所定量突出させ、後退状態においては、第2流体流路の開口部分を開放させると共に、先端部を前記金型キャビティ外に退避させ、先端部の形状が、その進退方向と直交する断面積を、その前進方向に漸次、減少させる形状であるシールピン機構と、を備える射出成形用金型によって達成される。
(もっと読む)
射出成形方法、射出成形品及び射出成形金型
【課題】異なる樹脂材料を用いて形成した複数の成形部材を備える射出成形品に関し、機能性の要求と外観品質の要求を両立させること。
【解決手段】成形用可動入れ子26を含む固定側金型22と可動側金型24との間に形成した、大断面積空間と小断面積空間とが連続している形状の第一成形空間へ溶融結晶性樹脂R1を射出し、第一成形空間へ射出された溶融結晶性樹脂R1が固化した後に移動させた成形用可動入れ子26を含む固定側金型22と可動側金型24との間に形成した、大断面積空間のうち小断面積空間と連続している部分以外を包囲する形状の第二成形空間へ溶融非結晶性樹脂R2を射出し、溶融非結晶性樹脂R2を固化させて射出成形品を製造する。
(もっと読む)
樹脂成形品の製造方法
【課題】第1層及び第2層を射出成形によって製造する場合において、第2層の端末処理作業を廃止することができる樹脂成形品の製造方法を提供する。
【解決手段】第1型40と第2型50とを型閉じするとともに、中子60を第1型40及び第2型の双方に当接させた状態とすることで、基材11を成形するための基材成形空間15を形成する第1型閉じ工程と、基材成形空間15に樹脂を射出して基材11を成形する第1層成形工程と、第1型40と第3型70とを型閉じすることで、表皮材本体部22を成形するための本体部成形空間25Aを形成するとともに、中子60を第1型40及び第3型70の双方に当接させた状態とし、表皮材折返部23を成形するための折返部成形空間25Bを形成する第2型閉じ工程と、本体部成形空間25A及び折返部成形空間25Bに樹脂を射出して表皮材21を成形する第2層成形工程と、を備えることを特徴とする。
(もっと読む)
繊維強化樹脂材とその製造方法
【課題】簡易な製法改良にて、連続繊維補強材の位置ずれや連続繊維補強材を構成する連続繊維の配向乱れを解消しながら、連続繊維補強材によって部分的に補強された繊維強化樹脂材を製造することのできる繊維強化樹脂材の製造方法を提供する。
【解決手段】下型D1と上型D2を型閉めしてできるキャビティC1内に連続繊維補強材1’を収容し、該連続繊維補強材1’を上型D2および下型D1で仮に固定してキャビティC1内に軟化もしくは溶融した第1のマトリックス樹脂2’をチャージして中間成形品3を製造するステップ、上型D2もしくは下型D1を昇降し、それらの間にスペーサSを介在させて中間成形品3の上方に第2のキャビティC2を形成し、ここに軟化もしくは溶融した第2のマトリックス樹脂4’をチャージし、第1、第2のマトリックス樹脂2’、4’が硬化することよって繊維強化樹脂材10を製造するステップからなる。
(もっと読む)
繊維状フィラー入り樹脂からなる射出成形品の製造方法
【課題】板状の射出成形品の板面方向の特性の等方性を確保できると共に十分な特性を得ることのできる繊維状フィラー入り樹脂からなる射出成形品の製造方法を提案すること。
【解決手段】射出成形品1は四層の樹脂層2〜5が板厚方向に積層された断面構成となっており、各樹脂層2〜5ではそれぞれ繊維状フィラー6の配向方向2a〜5aが揃っており、各樹脂層2〜5の間ではそれぞれの配向方向2a〜5aが異なる方向となっている。各樹脂層に対応する個数のゲートから繊維状フィラー入り溶融樹脂を金型キャビティに注入して充填することで各樹脂層における繊維状フィラー入り溶融樹脂の流れ方向を制御して各樹脂層2〜5において繊維状フィラー6の配向方向2a〜5aを揃えている。
(もっと読む)
逐次射出成形プロセスにおけるポリマー材料の送出制御
【課題】逐次射出成形プロセスにおいてポリマー材料の送出を制御する方法と装置。
【解決手段】複数の金型キャビティ14a〜14iへ第1の材料の第1回ショットを同時に送出するステップと、第1回ショットの送出のステップ中に対応するキャビティ14a〜14iへ送出される材料の容積または流量を示す特性を、それぞれのキャビティ14a〜14iについて独自に検知するステップと、第1回ショットの送出中に対応するキャビティ14a〜14iについて検知された特性を示す信号を変数として使用するプログラムに従って、1個以上のキャビティ14a〜14iへ第1回ショットを送出するステップを独自に停止するステップと、および第1回ショットを送出するステップを停止するステップに引続いて、第2の材料の第2回ショットをキャビティ14a〜14iへ同時に送出するステップと、を有する方法を提供する。
(もっと読む)
加飾シート
【課題】 射出成形同時加飾方法等の加飾成形にて、加飾シートの成形不良、成形性低下、艶消し感消失、及び白化、或いは更に成形型のコスト上昇等を起こさずに、樹脂成形品等の被着体に透明感を備えた艶消し意匠を付与する。
【解決手段】 表面から順に、艶消し剤を添加したフッ素樹脂からなる表面艶消しで透明な第1樹脂基材シート1と、艶消し剤無添加のアクリル樹脂からなる透明な第2樹脂基材シート2、更に適宜装飾層4及び接着剤層5を積層した加飾シートSを用いる。加飾成形は射出成形同時加飾等で樹脂成形物等の被着体を加飾し加飾成形品等の加飾物品を作製する。
(もっと読む)
プリフォームの射出成形装置、射出成形方法及び合成樹脂製壜体
【課題】 本発明はプリフォームの周壁内で、所定の範囲に所定の層厚の着色層を高精度に主材層に積層するための、射出成形装置および射出成形方法を創出することを課題とするものである。
【解決手段】 本発明の射出成形装置に係る構成は、主材樹脂と第2の樹脂を合流させて合流樹脂体を形成するノズル部を、外側から順に、主材樹脂が流動する外流路と、第2の樹脂が流動する内流路と、これら外流路と内流路からの主材樹脂と第2の樹脂が合流する円柱状の合流路を配設し、また、外流路の合流路への第1合流部を所定の間隔を置いて、内流路の合流路への第2合流部の下流側に配設し、合流路に摺動可能に円柱状のシャットオフピンを挿入配設し、このシャットオフピンの摺動位置により、第1合流部あるいは第2合流部、またはその双方を遮断あるいは開放する機能が発揮される構成とする。
(もっと読む)
21 - 40 / 519
[ Back to top ]