
Fターム[4F206JP05]の内容
プラスチック等の射出成形 (77,100) | 補助操作、そのための装置 (2,786) | 金型保護 (95)
Fターム[4F206JP05]に分類される特許
1 - 20 / 95
電動竪型射出成形機における金型取付異常の検出方法
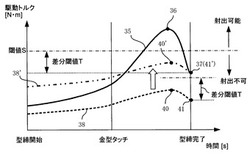
【課題】電動竪型射出成形機において、金型の取付忘れ、異なるサイズの金型の取付、異なる組合せの金型の取付等の、金型の取付異常を検出することができる金型取付異常検出方法をを提供する。
【解決手段】電動竪型射出成形機(1)において、型締装置(2)を駆動するとき、型締用サーボモータ(25)の駆動トルクを監視して、ピークトルク(36、40)が所定の閾値(S)を越えない場合、金型(4、6)の取付状態が異常であると判断する。あるいはピークトルク(36、40)と型締完了時における駆動トルク(37、41)の差が所定の差分閾値(T)を越えない場合、金型(4、6)の取付状態が異常であると判断する。
(もっと読む)
成形機の安全ドア装置

【課題】安価に実施できて、既設のドア本体の交換も容易に行い得る成形機の安全ドア装置を提供する。
【解決手段】安全ドア装置5を、ドア本体21と、該ドア本体21を所定の開閉方向に案内するレール部材25,26と、ドア本体21をレール部材25,26に連結する連結部材23とから構成する。レール部材25,26として、めっき鋼板を加工することによって所定の形状に形成されたものを用いる。これらのレール部材25,26は、成形機に設定された所定のレール固定部にボルト27,29を用いて固着する。
(もっと読む)
射出成形機のノズル前後進用モータの制御装置
【課題】型閉じ工程における金型タッチ位置までの工程と金型タッチ位置から型締め完了までの工程と同期して動作させることにより、サイクル時間が伸び生産性が低下する問題を解決する射出成形機のノズル前後進用モータの制御装置の提供。
【解決手段】金型開閉用サーボモータで金型の開閉を行う型締機構と、ノズル前後進用サーボモータでノズルを前後進させるノズル前後進機構を有する射出成形機の該ノズル前後進用サーボモータの制御装置は、前記金型開閉用サーボモータによって可動側金型が固定側金型にタッチする位置まで型閉じを行い、可動側金型が固定側金型にタッチした位置から型締め完了位置まで型締めし、可動側金型が固定側金型にタッチするのと同時に前記ノズルが金型とタッチするように前記ノズル前後進用のサーボモータによって前記ノズルを前進させ、型締め完了と同時に所定のノズルタッチ力を発生するように前記ノズルを前進させる。
(もっと読む)
射出成形用金型の温度制御装置
【課題】ホットランナー部の出口部における樹脂の温度を検出するための樹脂温度検出手段52を設ける場合に、ホットランナー部における樹脂が金型のキャビティ内に射出されていないときに、ホットランナー部での滞留樹脂の過加熱を防止する。
【解決手段】ヒータ制御部41が、ホットランナー部における樹脂がキャビティ内に射出されているときには、樹脂温度検出手段52により検出される樹脂温度が第1の所定温度となるようにヒータ51に対する第1の制御量を算出して、該第1の制御量でもってヒータ51をフィードバック制御する一方、ホットランナー部における樹脂がキャビティ内に射出されていないときには、ヒータ51に対して、ホットランナー部の出口部以外の部分における樹脂の温度が、上記第1の所定温度を含む所定範囲内になるように制御する非射出時制御を実行する。
(もっと読む)
射出成形機
【課題】エジェクタ機構としても機能する圧縮コアによる金型装置の突き落としを防止する射出成形機を提供すること。
【解決手段】金型キャビティCV内の樹脂HRに対して圧縮コア22aを押し付け可能な圧縮ピストン18cを駆動する油圧回路30を有する射出成形機100は、型締中であるか否かを判定する型締判定部51と、圧縮ピストン18cの駆動圧を制御する駆動圧制御部52とを備え、駆動圧制御部52は、型締判定部51が型締中であると判定する場合に、所定圧力以上の油圧による圧縮ピストン18cの駆動を許容し、型締判定部51が型締中でないと判定する場合に、所定圧力以上の油圧による圧縮ピストン18cの駆動を禁止する。
(もっと読む)
金型監視装置
【課題】射出成形機の動作異常が生じたときに、その原因を除去する操作を行うことで、警報器の作動停止および制御機構の再起動が自動的に実行される金型監視装置の提供。
【解決手段】一次監視動作または二次監視動作によって射出成形機の動作が異常であるとされたときに、当該射出成形機の運転を停止すると共に警報器を作動し、射出成形機において安全扉を開く操作および運転モード切替スイッチをその他の運転モードに切り替える操作のいずれかの操作が行われたときに、当該射出成形機からの信号により、警報器の作動を停止させ、可動型が型開限の状態にあり、射出成形機における安全扉が閉められた状態にあり、かつ射出成形機における運転モード切替スイッチが自動運転モードの状態にあるときに、当該射出成形機からの信号により、制御機構が再起動される。
(もっと読む)
金型監視装置
【課題】動作異常が生じたときに当該射出成形機の運転を停止し、成形異常が生じたときに当該射出成形機の運転を続行することが可能な金型監視装置を提供する。
【解決手段】監視カメラと制御機構とを備え、制御機構に、型開動作完了後の成形エリア内に成形品が保持された状態の可動型の型面を撮像して得られた一次基準画像データ、および成形品突出動作完了後の成形エリアから成形品が離型された状態の可動型の型面を撮像して得られた二次基準画像データが予め記録され、制御機構において、射出成形機の自動運転中に、型開動作完了後の可動型の型面を撮像して一次監視画像データを取得し、一次監視画像データを一次基準画像データと比較し、一次監視画像データが一次基準画像データと一致するときに、射出成形機の運転を続行し、一次監視画像データが一次基準画像データと相違するときに、一次監視画像データを二次基準画像データと比較する。
(もっと読む)
射出成形機監視装置
【課題】射出成形サイクルの変更に柔軟に対応した監視処理を行い得るようにする。
【解決手段】射出成形機監視装置20は、縦型ロータリー方式の射出成形機本体1について監視処理を行う場合、作業者の操作指示に従ってA型監視設定及びB型監視設定をそれぞれ記憶し、監視設定が「ON」の下側金型3についてのみ予め基準画像データVWを生成し、監視サイクルの開始後に基準画像データVSと比較して異常を検出する監視処理を行う。これにより射出成形機監視装置20は、下側金型3の一方を取り外した射出成形機本体1について、不必要な異常検出をすることなく、他方の下側金型3を用いた射出成形サイクルについて監視処理を継続することができる。
(もっと読む)
射出成形機監視装置
【課題】射出成形機監視装置の機能を高めようとするものである。
【解決手段】可動側型の表面と当該可動側型の表面に形成されたキャビティ内に設定された金型の表面とを撮像して得たレンズ調整画面を提示すると共に、その平均明るさ値を明るさ表示欄に数値表示するようにしたことにより、画像データの明るさを適正に調整できる。
(もっと読む)
射出成形機監視装置
【課題】射出成形機監視装置の機能を高めようとするものである。
【解決手段】射出成形機本体が型開動作又は突出し動作状態にあるとき、オペレータが安全扉を開いて保守点検作業した場合に、これを確認してその後に続く1次監視処理又は2次監視処理をしない待機状態に射出成形機監視装置を制御することにより一段と安全性を高めることができる。
(もっと読む)
射出成形機監視装置
【課題】射出成形機監視装置の機能を高めようとするものである。
【解決手段】監視対象の位置ずれに追従して監視検出画像データを得るようにし、キャビティ部分を除去した部分の明るさを合わせるように画像データを修正し、レンズ調整画面や感度設定画面を表示するようにし、安全扉の確認をするようにし、2次監視タイマの計時動作が終了する前に正常判定結果が得られたとき当該計時動作の終了を待たずに直ちに2次監視動作を終了させるようにしたことにより、取扱いが便利かつ判定精度が高い射出成形機監視装置を実現できる。
(もっと読む)
面加工機
【課題】ダイプレートの被加工面を能率良く加工することができる面加工機を提供する。
【解決手段】面加工機40は、一対のダイプレート11,12のうち、一方のダイプレート11の金型取付面20に固定されるフレーム構体41を有している。フレーム構体41に、金型取付面20と平行な方向に移動可能な直線移動ユニット42が設けられている。直線移動ユニット42は、第1のサーボモータ75によって金型取付面20に沿って移動する。直線移動ユニット42に旋回アーム44が設けられている。旋回アーム44は、第2のサーボモータ85を備えた旋回機構45によって回転軸X1を中心に旋回する。旋回アーム44に刃具50が設けられている。刃具50は、第3のサーボモータ100を備えた刃具回転機構51によって回転する。コントローラ52は、刃具50が被加工面S2に沿って所定の軌跡上を移動するようにサーボモータ75,85を制御する。
(もっと読む)
成形機の金型交換方法
【課題】金型を誤って落下させることなく安全に金型の交換を行えるようにする。
【解決手段】型開閉用サーボモータ8の駆動による可動金型6の載置された可動ダイプレート受台9の後退動作と、油圧ユニット14の駆動による固定金型突出しシリンダー11に設けた固定ダイプレート受台12の前進動作とを同調させ、固定ダイプレート5と可動ダイプレート7との間であってこれらとは非接触となる吊り上げ位置へ相互に当接された状態の可動金型6及び固定金型4を移動させるとき、型開閉用サーボモータ8により動作される可動ダイプレート受台9に載置された可動金型6の後退動作に、油圧ユニット14により動作される固定金型突出しシリンダー11の固定ダイプレート受台12に載置されている固定金型4の前進動作を追従させながら動作させる。
(もっと読む)
射出成形機及び射出成形方法
【課題】ならし運転の条件設定が容易な射出成形機の提供。
【解決手段】量産移行までのならし運転時における樹脂の充填量を設定する射出成形機1であって、量産時の樹脂の充填量を入力する入力設定手段35と、入力設定手段に入力される情報を入力パラメータとして、量産移行までのならし運転時の各ショットにおける樹脂の充填量を算出するアルゴリズムを記憶する記憶部26と、入力設定手段に入力された情報に基づいて、記憶部に記憶されたアルゴリズムを用いて、ならし運転時の各ショットにおける樹脂の充填量を算出し、該算出した充填量に基づいて、ならし運転時の各ショットにおける金型に充填する樹脂の充填量を制御する制御手段26とを備える。
(もっと読む)
モールド部品の製造装置
【課題】刻々と変化する金型の最適な保守時期に適切に対応することができ、保守頻度の低減、成形品質の向上を図ることが可能となるモールド部品の製造装置を提供する。
【解決手段】金型キャビティ内に溶融樹脂を充填し、モールド部品を射出成形するモールド部品の製造装置であって、
前記金型キャビティ内に溶融樹脂が充填される際に発生するガスの物理量を検出する検出手段と、
前記検出手段によって検出された物理量を成形ショット毎に記憶する記憶手段と、
前記記憶手段によって成形ショット毎に記憶された物理量の変化率を演算し、該物理量の変化率から金型の保守時期を決定する演算手段と、を備えている構成とする。
(もっと読む)
射出成形機の制御方法
【課題】金型を取り付けた際の型締力の調整時間を短縮することができる射出成形機の制御方法を提供すること。
【解決手段】型締装置(10)のトグルサポート(15)の固定位置を移動して目標型締力に近づくように型締力を調整する。トグルサポート(15)の移動量に応じて金型保護位置を変更する。型締力の調整は、規準金型を型締装置(10)に取り付けて得られた、押込量と対応する型締力との関係から求められた第1の型締力設定値に基づいて行なわれる。型締力の調整は、第1の型締力設定値を用いて型締を行ない、実際の型締力を検出して得られた型締力検出値と目標型締力との差に基づいて行なわれることとしてもよい。
(もっと読む)
金型の保護方法および保護装置
【課題】金型が取り替えられる度に煩雑な設定をする必要がなく、金型間に異物が挟まったら確実に型締動作を停止する、金型の保護方法を提供する。
【解決手段】可動金型(12)を固定金型(11)に対して型閉して所定の型締力で型締するとき、可動金型(12)が固定金型(11)から所定量だけ離間した型開位置から可動金型(12)が固定金型(11)にタッチする型閉位置までの間、固定盤(5)の振動を監視して、所定のしきい値を超える加速度の振動を検出したら、型閉動作を停止する。
(もっと読む)
トグル式電動型締装置
【課題】設定型締力を変更しても、型開力を制御可能とした、トグル式電動型締装置を提供する。
【解決手段】トグル機構27におけるクロスヘッド32の位置xと、可動盤25の位置yとに基づく、トグル機構27のトグル倍率から、設定型締力に対応した型開き位置でのトグル倍率を把握して、このトグル倍率に基づいて型締めモータのトルクリミットを制御することで、型開力の上限値を制御するようにする。
(もっと読む)
型締力あるいは型締機構の異常を検出可能な射出成形機の制御装置
【課題】型締時または型開時の型締機構を駆動するモータのエネルギーを算出することによって、型締力の異常もしくは型締機構の異常を検出することが可能な射出成形機の制御装置を提供する。
【解決手段】型締用サーボモータを駆動し、可動プラテンを固定プラテン側へ前進させるSA1〜SA6。可動プラテンが金型タッチ位置に到達すると、位置検出信号および電流検出信号を取得し、可動プラテンの位置を算出し、モータのトルク値Tを算出し、型締用サーボモータが発生するエネルギー量を算出するSA7〜SA13。型締機構の弾性定数KとステップSA11で積算して求められた型締用サーボモータが発生したエネルギーとから算出型締力を求め、算出型締力が型締力下限値と型締力上限値で規定される範囲になければ成形サイクルを停止し、警告を出力し、表示装置に算出型締力や警告を表示するSA14〜SA18。
(もっと読む)
型締装置の金型保護方法
【課題】金型の異常検出が的確かつ瞬時に行える金型保護方法を提供することを目的とする。
【解決手段】油圧シリンダ装置2を介して金型6を型閉じする型閉手段3を備えた型締装置1において、制御装置20は、前記金型6が型閉じストロークの所定位置から型閉完了位置の僅か手前まで移動する間に、封じ込められた前記油圧シリンダ装置2の圧力が所定値まで変化するか否かを判断し、前記油圧シリンダ装置2の圧力が所定値まで変化したときには金型異常であると判断する。
(もっと読む)
1 - 20 / 95
[ Back to top ]