
Fターム[4F207AA33]の内容
プラスチック等の押出成形 (29,461) | 樹脂材料等(主成形材料) (3,299) | 珪素樹脂(シリコーン樹脂) (21)
Fターム[4F207AA33]に分類される特許
1 - 20 / 21
ポリエステルフィルムの製造方法
【課題】 重剥離力領域における剥離力のコントロールが容易で、平坦なフィルム表面においても良好な滑り性を有し、シリコーン離型層とポリエステルフィルムの界面での密着性不良の懸念がない、例えば、プリント配線基盤の絶縁層成型用、セラミック製品製造分野(セラミック積層コンデンサー等)、粘着剤層保護用として好適な離型フィルムを安価に提供する。
【解決手段】 フィルム表面のSi量が0.50g/m2以下である、シリコーン成分を含有するポリエステルからなるフィルムの製造方法であって、幅方向の両端部にシリコーンを含有しないポリエステルを用い、中央部にシリコーン含有ポリエステルを用いて共押出された未延伸シートを少なくとも一軸方向に延伸した後、両端部を除去することを特徴とするポリエステルフィルムの製造方法。
(もっと読む)
スポンジローラ、定着ローラ、定着装置、および、画像形成装置
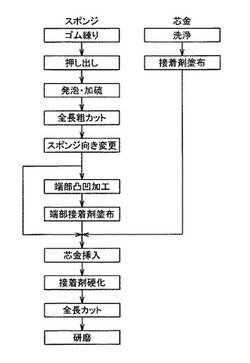
【課題】コストアップや設置スペースの増大なしに、定着ベルトの片寄りを効果的に低減させ、良好な品質の画像を得られる定着ローラを提供する。
【解決手段】押し出し成形法によって形成された高分子物資で構成される多孔質体からなる多孔質層が、心軸の周囲に設けられているスポンジローラにおいて、前記多孔質層が、前記定着ローラの一方の端側の第1の多孔質体と、他方の端側の第2の多孔質体と、の2つの円筒状部材により構成され、かつ、前記第1の多孔質体と第2の多孔質体とが、押し出し成形時に押し出し成形機から押し出された押し出し方向が互いに逆に、配置されているスポンジローラ。
(もっと読む)
共押出し成形ダイ及びシステム、共押出し成形された物品を作製する方法、並びにそれによって作製される共押出し成形された物品
第1の溶融高分子材料及び第2の溶融高分子材料を共押出し成形するための押出し成形ダイ(20)及び方法。本ダイは、第1のダイ部分(20)と、第2のダイ部分と、第1のダイ部分及び第2のダイ部分を分離するシムとを含む。シムは、第1の側と、第2の側とを有し、シムの第1の側は、第1のダイ部分の境界を形成し、かつ第1のダイ空洞(38)を画定し、シムの第2の側は、第2のダイ部分の境界を形成し、かつ第2のダイ空洞(40)を画定する。複数個の第1及び第2の押出し開口部を有する分注縁部(36)が提供され、複数個の第1の供給チャネルが、第1のダイ空洞を分注縁部に沿った第1の押出し開口部に接続し、複数個の第2の供給チャネルが、第2のダイ空洞を分注縁部に沿った第2の押出し開口部に接続する。第1及び第2の押出し開口部は、第2の押出し開口部の部分間に配置される第1の押出し開口部の部分を有する界面域を提供するように、分注縁部に沿って配設される。本ダイは、多層物品を作製するための押出し成形システム及び方法において使用される。 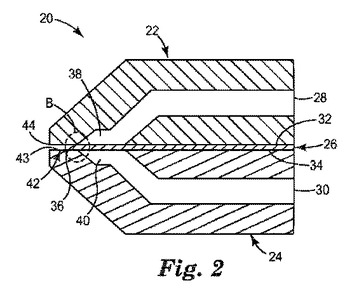 (もっと読む)
(もっと読む)
芳香族ポリカーボネート樹脂組成物から形成された押出し成形品
【課題】透明で難燃性に優れた芳香族ポリカーボネート樹脂組成物から形成される押出し成形品を提供する。
【解決手段】(A)芳香族ポリカーボネート樹脂(A成分)100重量部に対して、(B)含有するアルカリ(土類)金属原子の重量が0.0005〜0.010重量部となる量の有機アルカリ(土類)金属塩(B成分)、(C)25℃における粘度が300cSt以下である、芳香族基を含み、かつケイ素原子に結合するビニル基を含まないシリコーン化合物(C成分)0.1〜7重量部を含有する芳香族ポリカーボネート樹脂組成物から形成された押出し成形品。
(もっと読む)
樹脂シートの製造装置

【課題】一方の表面に凹凸が形成された樹脂シートを高い形状精度で製造し得る製造装置を提供する。
【解決手段】製造装置1は、押出ダイ10と、金属製の加熱ロール11b及び冷却ロール13と、加熱ロール11bと冷却ロール13とに巻き掛けられている金属製の賦形ベルト14と、圧着ロール11aと、剥離ロール15とを備えている。賦形ベルト14の外側の表面14aには、樹脂シート17の表面17aに形成される凹凸17bに対応した形状の凹凸14bが形成されている。加熱ロール11bと冷却ロール13とのうちの少なくとも一方の表面の上には、樹脂コート層11b2,13bが形成されている。
(もっと読む)
多層ポリマー物品およびその製造方法
ポリマー物品は、第1の層およびこの第1の層と直接接触する第2の層を含み得る。第1の層は、低表面エネルギーポリマーを含み得、少なくとも5%の接触指数を有し得る。第2の層は、エラストマーを含み得る。 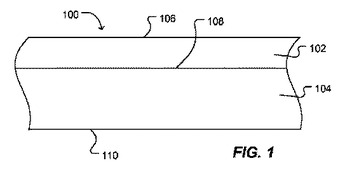 (もっと読む)
(もっと読む)
ゴムチューブの製造方法
【課題】 管壁内の所定の位置に補強繊維体が埋設されたゴムチューブを高い品質で、かつ効率的に製造する方法を提供する。
【解決手段】 押出ヘッドのダイ41とマンドレル42により形成される内部空間から未架橋ゴムを押出して未架橋ゴムチューブを形成しながら、未架橋ゴムチューブの管壁内部に補強繊維体2を埋設一体化するチューブ押出工程に引き続いて、未架橋ゴムチューブを加熱して架橋するチューブ架橋工程(5)を行うゴムチューブAの連続成形方法において、補強繊維体2を未架橋ゴム内に誘導可能なガイド部材43を、ダイの内周面から前記内部空間にその先端部が突出するように設け、チューブ押出工程の未架橋ゴム押出とともに補強繊維体2をガイド部材先端部から繰り出すようにして、チューブAの管壁内部の所定位置に補強繊維体2を埋設する。
(もっと読む)
熱可塑性樹脂の押出方法
【課題】良好な表面品質を有する押出物をもたらす熱可塑性樹脂組成物の加工方法を提供すること。
【解決手段】(A)100重量部の熱可塑性樹脂;(B)0.01〜1重量部の数平均分子量が少なくとも10,000であるヒドロキシ官能性ジオルガノポリシロキサン;及び(C)0.001〜1重量部の有機燐化合物を含む熱可塑性樹脂組成物をニッケルダイを通じて押出すことにより表面荒さの程度が低い押出物を提供する熱可塑性樹脂組成物の加工方法。
(もっと読む)
反応性樹脂発泡体の製造方法並びに装置
【課題】従来のメカニカルフロス法で発泡体シートを製造する場合、トラバースやドクターナイフを用いて塗布するため、反応遅延せざるを得なかった。また不活性ガスを大量に投入して高気泡化、低密度化した場合、塗布液が流動性を失い、ドクターナイフ塗布のため、表面平滑な製品が得られなかった。
【解決手段】本発明はメカニカルフロス用撹拌機を経た反応性気泡化原料を特定条件のコートハンガー形ダイに導入し、ドクターナイフを使用せずに製品幅のダイ吐出口から直接シート状基材に連続して押し出し塗布して表面平滑な製品を得る。
(もっと読む)
小さいリッジ角度を有する一条ねじスクリューエレメント
本発明は、二つ一組で同方向に共回転し、二つ一組で正確にワイピングするスクリュー軸を有する多軸スクリュー式機械用スクリューエレメント、前記スクリューエレメントの多軸スクリュー式機械における使用、及びプラスチック材料の押出し方法に関する。 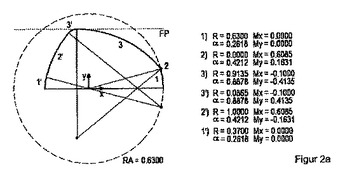 (もっと読む)
(もっと読む)
フィルムの製造方法及びフィルム
【課題】高い加工温度が要求される熱可塑性樹脂を用いてフィルムを成形する場合にも、フィルムの品質や製造に支障を来たすのを抑制することができるフィルムの製造方法及びフィルムを提供する。
【解決手段】加工温度が高温の熱可塑性樹脂にオルガノポリシロキサンが添加された樹脂組成物を押出機1に投入してフィルム10を成形する製造方法であり、押出機1に不活性ガスを供給してその雰囲気下で耐熱性と摺動性を有するフィルム10を熱可塑性樹脂のガラス転移点以上の温度で溶融押出成形し、フィルム10を圧着ロール、金属ロール12、圧着ロール、テンションロール13、及び巻取管14の間に巻架するとともに、フィルム10を対向する圧着ロールと金属ロール12との間に挟持させる。フィルム10を不活性ガスの雰囲気下で溶融押出成形するので、押出機1等の内部に残留した熱可塑性樹脂やオルガノポリシロキサンが変質するのを抑制できる。
(もっと読む)
カール取りローラ
【課題】複写装置、画像記録装置、プリンタ、ファクシミリ等の電子写真方式のOA機器に取り付けられ、カールした紙葉類に対して良好なカール取り効果を発揮し、しかも弾性体の圧縮永久歪みが小さく、耐熱性に優れるカール取りローラの提供を目的とする。
【解決手段】シャフト11の外周に弾性体21を有し、前記弾性体21よりも硬いローラに、カールした紙葉類を前記弾性体21で押し付けて前記紙葉類のカールを緩和あるいは解消するカール取りローラにおいて、弾性体21は、押出成形された筒状のシリコーン発泡体の外周表面が研磨されて外周表面25でセル26が露出し、また、シャフトが挿通される中心孔22の内周表面23にスキン23aを有するものからなる。
(もっと読む)
現像剤量規制ブレードのブレード部材の製造方法および現像剤量規制ブレードの製造方法
【課題】金型を使用しないブレード部材の製造方法およびこのブレード部材を用いた現像剤量規制ブレードの製造方法を提供する。
【解決手段】電荷制御面の面転写用シートとなる面転写用溶融樹脂と、ブレード部材用溶融樹脂とを、多層インフレーション法により、共押出し、電荷制御面の面転写用シートとブレード部材層が積層された円筒体を形成し、該円筒体を押出し方向に平行に切断し、1枚以上の多層シートとした後、該多層シートをブレード部材の形状に切断する、或いは、該多層シートに支持体を帖着して得られる多層体をブレードの形状に切断する。この多層シートの製造に際し、面転写用溶融樹脂及びブレード部材用溶融樹脂の層間に粘着性低減剤を吐出しつつ行なう。
(もっと読む)
炭素短繊維集合体、熱伝導性成形体及びその製造方法
【課題】成形体にした際に、熱伝導率と添加濃度との関係において閾値を持つような炭素短繊維を提供する。
【解決手段】適切な長さの炭素短繊維を適切な濃度で用いると、熱伝導率の閾値が、ハンドリングのしやすい範囲で発現する。このような炭素短繊維をシリコーン樹脂と成形体にし、柔軟性と熱伝導性を兼ね備える熱伝導性成形体を提供する。
(もっと読む)
延性複数層シリコーン樹脂フィルム
本発明は、延性複数層シリコーン樹脂フィルムを形成するための方法を提供する。この方法は、少なくとも2つのポリマー層を含み、これらの少なくとも1つがシリコーン樹脂層であるシリコーン樹脂フィルムを形成する工程を含んでもよい。シリコーン樹脂層の厚さは、相当する延性遷移厚さ未満である。 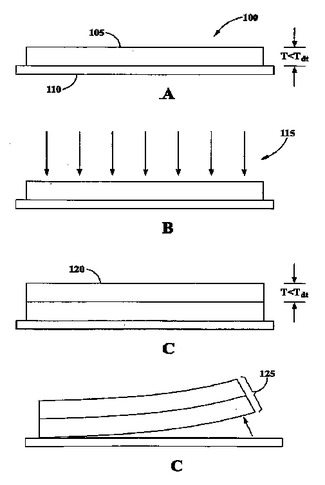 (もっと読む)
(もっと読む)
ナノ遠赤外線エネルギーパッドの製造方法
【課題】ナノ遠赤外線エネルギーパッドの製造方法の提供。
【解決手段】本発明はナノ赤外線エネルギーパッドの製造方法に関わる。主に20%のナノ赤外線粉末(nano far infrared powder)と80%の液体シリコンAB剤と均一に混合した上、金型に注入し120oC〜130oCのダイカスト加熱を経て、該液体シリコンAB剤を固形化の片状または必要形状に押し出し成型により、快速、簡単、便利の生産効率を実現し、靴の下敷き、バストパッド、ヘルメットライニングなどに応用でき、健康保健の効果を有する。
(もっと読む)
光触媒法用の成形型を製造するためのゾル−ゲル法
本発明は光触媒反応に使用される成形型(2)を製造するためのゾル−ゲル法に関する。本発明はまた、工業的な引抜き法、押出し法、及び成形法に関し、その際、本発明によるゾル−ゲル法を用いて製造された成形型(2)の使用が構想される。本方法は、ゲル化されたゾルを提供し、溶剤の抜出しによりゲルを乾燥させ、次いで加熱によりゲルを高密度化/焼結させて、紫外線を透過させることが可能なガラス質の粘稠度を有する透明な成形型(2)を形成させる。  (もっと読む)
(もっと読む)
発泡緩衝材の製造方法及び発泡緩衝材
【課題】 不燃性や耐熱性とともに優れた緩衝性を発揮し、使用後も短期に崩壊分解させることの可能な発泡緩衝材の製造方法及び発泡緩衝材を提供する。
【解決手段】 シロキサン及びシラノール塩多分子量溶液75乃至95重量%に天然ゴムラテックス若しくはポリビニルアルコール5乃至25重量%の割合で配合した発泡成形原料をギヤーポンプで加圧移送のうえ、その温度が200乃至450℃に加熱保持された成形ノズルより吐出させ20乃至50倍に加熱発泡させ且所定の長さに切断のうえ直ちに冷却させる。
(もっと読む)
発泡シリコーンゴム成形体
【課題】中空部を有する形状でありながらも、設計で意図した形状に成形が可能であり、使用時にも形状が崩れることのない発泡シリコーンゴム成形体を提供すること。
【解決手段】中空部2を有する筒形状の発泡シリコーンゴム成形体1であって、上記中空部2には、長手方向に連続した隔壁3が存在していることを特徴とする発泡シリコーンゴム成形体1。上記隔壁3が、上記中空部2の略中央部分に位置していることを特徴とする発泡シリコーンゴム成形体1。
(もっと読む)
積層体の製造方法
【課題】基材との接着性やオレフィン系重合体とポリジメチルシロキサンとの密着性を維持したまま、粘着剤との離型性を改善する方法。
【解決手段】押出ラミネート法により、基材の少なくとも片面に、オレフィン系重合体95〜99.99重量%、及び官能基当量が500g/mol以上50000g/mol以下であるエポキシ基及び/又はアミノ基を有するポリジメチルシロキサン0.01〜5重量%からなる離型性樹脂組成物を用いてなる層を積層する方法において、以下に示す(A)および(B)の要件を満足することを特徴とする積層体の製造方法。 (A)離型性樹脂組成物の押出樹脂温度が300℃以上360℃以下 (B)下式(1)にて表される離型性樹脂組成物がダイより押出され冷却ロールにより 冷却されるまでの時間(エアギャップ通過時間)が、0.04秒〜0.50秒 エアギャップ通過時間(秒)=エアギャップ長さ(m)/ライン速度(m/秒) (1)
(もっと読む)
1 - 20 / 21
[ Back to top ]