
Fターム[4F207AM28]の内容
プラスチック等の押出成形 (29,461) | 成形装置、成形操作のその他の特徴 (274) | 成形雰囲気、環境の特徴 (72) | 真空、減圧 (21)
Fターム[4F207AM28]に分類される特許
1 - 20 / 21
脂肪族ポリエステルフィルムの製造方法
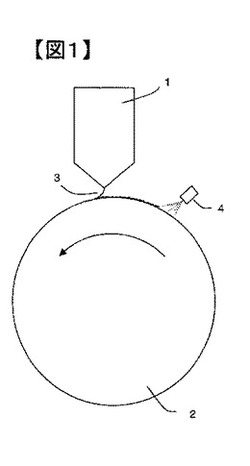
【課題】厚み斑が少なく、かつ平面性に優れ、さらに長手方向、横方向の機械特性、光学特性のばらつきが少ないだけでなく、高速化でのキャストが可能な脂肪族ポリエステルフィルムの製造方法を提供する。
【解決手段】脂肪族ポリエステルをフィルム3状に溶融押出し、キャストドラム2とフィルム3間の随伴気流を制御しながら、キャストドラム2上でエッジ部着地点の変動を抑制した後にフィルム3全幅をキャストドラム2に密着させて脂肪族ポリエステルフィルムを得る。
(もっと読む)
ポリエステルフィルム及びその製造方法、太陽電池用バックシート、並びに太陽電池モジュール
【課題】耐加水分解性に優れ、被着物との間の密着性と耐電圧性を長期に亘り保持できるポリエステルフィルムの製造方法を提供する。
【解決手段】アルミニウム及びアルミニウム化合物からなる群より選ばれる少なくとも1種を重合触媒として含むと共に極限粘度が0.71以上0.90以下であるポリエステル原料樹脂を、該押出機の吐出量(Q/N;Qは単位時間当たりの押出量[kg/hr]を表し、Nはスクリュ回転数[rpm]を表す。)を理論最大吐出量の50%〜80%として、押出機により溶融押出する押出工程と、溶融押出されたポリエステル樹脂をキャストロール上で冷却固化することにより未延伸フィルムを形成する未延伸フィルム形成工程と、形成された未延伸フィルムを縦方向及び横方向に二軸延伸する二軸延伸工程と、二軸延伸して形成された延伸フィルムを熱固定する熱固定工程とを有している。
(もっと読む)
多段式の熱可塑性樹脂押出装置およびそれを用いた熱可塑性樹脂の押出方法

【課題】再生樹脂に含まれる揮発成分をほぼ完全に除去することで、より高品質の再生樹脂を製造することのできる多段式の熱可塑性樹脂押出装置を提供する。
【解決手段】第1の熱可塑性樹脂押出機10と、第1の熱可塑性樹脂押出機の押出口から押し出された溶融樹脂が流入する第2の熱可塑性樹脂押出機60とを備える多段式の熱可塑性樹脂押出装置Aにおいて、第1の熱可塑性樹脂押出機10の樹脂押出口50と第2の熱可塑性樹脂押出機10の樹脂取入口71とを、溶融樹脂が外気と接触しない状態で通過できる連結部100によって接続するとともに、連結部100の一部には減圧室120を形成する。
(もっと読む)
発泡ポリウレタンの処理方法及び発泡ポリウレタン減容処理装置
【課題】かさ高の発泡ポリウレタンの廃棄物を連続的に処理し、高い密度に圧縮する。
【解決手段】発泡ポリウレタンを加熱し、せん断力を加えて加圧し、発泡ポリウレタンの圧縮をすることにより減容する工程を有し、発泡ポリウレタンの密度を増加させる。スクリュー押出機を使用することが望ましい。
(もっと読む)
ベント孔状態検出装置及び押出機
【課題】ベントアップを早期かつ正確に検出することを可能とするベント孔状態検出装置及び押出機を提供。
【解決手段】押出機1に用いられ、シリンダー2の途中に設けられたベント孔5から混練中に発生する副生成物をシリンダー2の外部に排出するときのベント孔5内の副生成物の状態を検出するベント孔状態検出装置10であって、ベント孔5の排出口5b内に向けて赤外線を出射してベント孔5の内部又はスクリュー3までの距離を測定する第1赤外線センサ12と、ベント孔5の排出口5bに沿って赤外線を出射して排出口5bを覆う位置までの距離を測定する第2赤外線センサ13と、第1赤外線センサ12及び第2赤外線センサ13が測定した測定結果に基づいて、ベント孔5の排出口5bにおける副生成物の盛り上がり状態及びベント孔の閉塞状態を検出する状態検出手段14と、検出したベント孔5の状態を出力する状態出力手段15と、を有することを特徴とする。
(もっと読む)
食品容器用シートの製造方法
【課題】 PETボトルやPETトレーからの回収PETフレークを原料とする食品容器用シートにおいて、物性を向上させるとともに、残留アセトアルデヒドを無いようにする。
【解決手段】 未乾燥の回収PETフレークに鎖延長剤を添加し、該鎖延長剤が添加された回収PETフレークをベント孔が2以上ある押出機のシリンダー1に投入し、押出し温度280℃内外、背圧100〜200kg/cm2、ベント孔3、4から−750mmHg以上の高真空下で吸引・脱気しながら押出成形する。回収PETフレークの低分子量化したPETの分子鎖同志を鎖延長剤によって結びつけて高分子量化させる。水と熱によって解重合化した時に発生するエチレングリコールやアセトアルデヒドを鎖延長剤で捕捉して残留アセトアルデヒドを無くす。
(もっと読む)
流動性材料を塗布する方法
【課題】製造物の部品に溶融流動性材料を塗布する方法を開示する。
【解決手段】本件に開示される方法および装置は、適切な流動性材料の作成,流動性材料が塗布される方法に対する制御,流動性材料の塗布前の製品処理などに関する。さらに、本装置および方法は、自動車,航空宇宙および海洋輸送手段における表面と部品とに流動性材料を塗布するのに特に適する。
(もっと読む)
金属撚線に対する樹脂押出被覆の方法
【課題】 金属撚線に対する樹脂押出被覆の方法に関し、金属撚線に対して被覆樹脂層を密着させることができ、もって、金属撚線と被覆樹脂層とを強固に接着させ、かつ、樹脂押出被覆金属撚線の外径を小さくすることができる方法を提供する。
【解決手段】 クロスヘッド5内部の減圧状態を維持するため、クロスヘッド5の金属長尺体挿入口5eに封止具12を取り付ける。封止具12内には金属撚線1fの外径形状に沿う内径形状を有する貫通孔125aが穿設されている回転キャップ125が取り付けられている。金属撚線1fは貫通孔125aを挿通してクロスヘッド5内に進入し、回転キャップ125は走行する金属撚線1fの撚り合わせに沿って回転する。
(もっと読む)
成形方法および成形装置
【課題】得られる成形品の性質を安定化することができる成形方法、および、その成形方法に用いる成形装置を提供すること。
【解決手段】
第1スクリュー6が内装され、材料投入口7が形成されたバレル5と、材料投入口7に接続され、バレル5に材料を投入する材料投入部3とを備える成形装置1を用いて、少なくとも材料投入口7まで常に満杯になるように、バレル5に材料を投入した状態で成形する。
(もっと読む)
成形機、及び成形機用スクリュー
【課題】シリンダ内の樹脂材料を効率的に真空状態に置き、成形品の仕上がりを向上させる。
【解決手段】ホッパから供給口を介してシリンダ内に樹脂材料が供給され、そこでスクリューに樹脂材料をヒータの加熱下で圧縮し、金型内に計量することで成形を行う成形機において、スクリューは、ヒータにより加熱される所定加熱部位から該スクリューに沿って供給口に至るまで延在する通路であって、該スクリューの表面上を螺旋状に延びる第一通路と、該スクリューの内部を延在する、該所定加熱部位から該スクリューに沿って該供給口を越える所定排出部位にまで至る中空部通路とを有する。そして、第一通路は、開口部を介してホッパからの樹脂材料の供給、送り出しが行われ、中空部通路は、所定加熱部位において第一通路と樹脂材料の進入が禁止される直径を有する連絡通路で連通されるとともに、所定排出部位においてシリンダの外部から真空引きされる。
(もっと読む)
ポリカーボネート樹脂成形体の成形装置、成形方法及びポリカーボネート樹脂成形体
【課題】黄変が防止され、色相が良好なポリカーボネート樹脂成形体及びその製造方法を提供する。
【解決手段】ポリカーボネート樹脂組成物を押出成形してペレットとし、これを射出成形して透明ポリカーボネート樹脂成形体を製造する。成形機のスクリュ等に、酸化開始温度が700℃以上の皮膜を設ける。得られた透明ポリカーボネート樹脂成形体を、加熱してアニール処理してもよい。
(もっと読む)
木粉樹脂成形体の射出成形装置
【課題】 木粉を樹脂に混練した木粉樹脂を成形材料として成形体を射出成形する木粉樹脂成形体の射出成形装置の可塑化装置では、木粉と樹脂との混練処理によって高圧ガスが発生するおそれがあるから十分な脱気を行う必要があるが、脱気の際に木粉を吸引することのない木粉樹脂成形体の射出成形装置を提供する。
【解決手段】 可塑化装置10のダイス12の下流側の吐出路12cに脱気用ベント14を連通させて、ダイス12内部のガスを吸引させる。ダイス12の上流側の入口路12aには圧力センサ13を取り付けて、ダイス12の内圧を計測する。圧力センサ13の計測値が設定値を超えると、前記脱気用ベント14に連通させた真空ポンプを作動させてガスの脱気を行う。
(もっと読む)
可塑化装置の制御方法
【課題】成形サイクルの開始及び終了時に溶融原料が酸化されないように制御する制御方法を提供することを目的とする。
【解決手段】酸素濃度を大気中よりも低下させた加熱筒4内で原料Mを可塑化する成形サイクルを実行する可塑化装置1の制御方法であって、前記成形サイクルを開始させるとき、前記加熱筒4のヒータ22,23,24への通電を開始し、前記加熱筒4の温度が成形温度より低い所定温度に上昇した時点から前記加熱筒4内の酸素濃度を低下させ始め、さらに、前記成形サイクルを終了させるとき、前記加熱筒4のヒータ22,23,24への通電を遮断し、前記加熱筒4の温度が成形温度より低い所定温度に下降した時点まで前記加熱筒4内の酸素濃度の低下状態を維持させる。
(もっと読む)
押出成形樹脂加工品の製造方法
【課題】低温で行う必要のある環状オレフィン樹脂を含む押出成形加工品等の製造において、ダイスの出口付近に樹脂のメヤニが付着して堆積することを抑えた押出成形加工品の製造方法を提供する。
【解決手段】ダイス出口付近に付着する樹脂メヤニは、溶融混練前等において酸化劣化した樹脂原料がダイスからの溶融樹脂の流動を乱すために生じる。そこで、あらかじめ樹脂原料を脱酸素処理することで、樹脂原料の酸化劣化を抑え、ダイスの出口付近における樹脂メヤニの付着、堆積を抑える
(もっと読む)
飽和ノルボルネン系樹脂フィルム及びその製造方法
【課題】製造過程において発生するゲル状異物を極力少なくできるので、光学特性に優れた飽和ノルボルネン系樹脂フィルム及びその製造方法を提供する。
【解決手段】第1の押出機24で溶融させた飽和ノルボルネン系樹脂をダイ26からシート状に押し出した後、冷却固化することによりフィルムを製膜する製膜工程部12を備えた方法において、製膜工程部12の前段に、飽和ノルボルネン系樹脂と熱安定剤とを第2の押出機22で混合した混合樹脂をペレット化するペレット工程部10を設け、ペレットを第1の押出機24で溶融すると共に、ペレット工程部10では、第2の押出機22内で飽和ノルボルネン系樹脂が受ける最大剪断速度が4000(1/S)以下であり、且つ飽和ノルボルネン系樹脂が受ける最大温度が200〜260℃の範囲である条件を満たす。
(もっと読む)
加工時の発生ガス量の少ないアクリル系樹脂の製造方法
【課題】加工時の発生ガス量の少ないアクリル系樹脂の製造方法を提供する。
【解決手段】アクリル系樹脂と必要に応じて低揮発成分を押出機に添加して、所望の反応(例えば、イミド化反応)を進める際に、例えば50cm/s以上高回転で押出機を運転しながら、更に好ましくはベントから高真空(例えば、絶対圧8kPa未満の圧力)で揮発分を除去することによって加工時の発生ガス量の少ないイミド化アクリル系樹脂等のアクリル系樹脂を製造できる。
(もっと読む)
押出成形機、押出成形方法及びハニカム構造体の製造方法
【課題】 スクリューの羽根部等の磨耗が少なく、長寿命であるとともに、欠陥等が発生する可能性が極めて低い成形体を作製可能な押出成形機、該押出成形機を用いた押出成形方法、及び、該押出成形機及び押出成形方法を用いたハニカム構造体の製造方法を提供すること。
【解決手段】 密閉された空間内に配置され、成形材料を押し出す羽根部を有するスクリューと、押し出された成形材料を成形するダイスとを備えた押出成形機であって、上記空間内が減圧雰囲気に保たれるとともに、少なくとも上記羽根部には、高硬度被覆層が形成されていることを特徴とする押出成形機、該押出成形機を用いた押出成形方法、及び、該押出成形機及び押出成形方法を用いたハニカム構造体の製造方法。
(もっと読む)
セルロースアシレートフィルムの製造方法、セルロースアシレートフィルム、偏光板及び液晶表示装置
【課題】ダイのリップ部からの昇華物を含むガスを除去して、昇華物がフィルム上に付着することのないセルロースアシレートフィルムの製造方法と、該製造方法により製造した異物のないセルロースアシレートフィルム、このフィルムを用いた偏光板及び液晶表示装置を提供する。
【解決手段】ダイのリップ部より押し出された溶融物から発生する昇華物を含むガスを、吸引ノズルにより吸引し、吸引した前記ガスを冷却して昇華物を除去する。
(もっと読む)
押出しライン
【課題】発泡性プラスチック溶融体を真空室内の上流端部に押出して発泡させ、発泡させたプラスチック押出物を、真空室内の下流端部に設けられた真空室池を通して移動させることにより前記真空室内から出す押出しラインにおいて、押出物の移動を促進させる。
【解決手段】本発明の押出ライン(20)は、真空室(26)と、内部真空室池(72)と、内部真空室池(72)と互いに接続した外部大気池(78)と、内部真空室池(72)と外部大気池(78)との間の上縁を有する水中押出物オリフィス(74)と、押出物をオリフィス(74)から推し進めるように作用する内部真空室池(72)内のトラクターコンベヤー(88)とを有する。
(もっと読む)
熱可塑性樹脂フィルムの製造方法及び装置並びに熱可塑性樹脂フィルム
【課題】ポリシングローラ法によるMD方向の厚みムラの発現を抑制し、更に、残留歪みの発生を抑えて製膜時のレターデーション発現を抑制できるので、高い光学特性のフィルムを得ることのできる熱可塑性樹脂フィルムの製造方法及び装置並びに熱可塑性樹脂フィルムを提供する。
【解決手段】熱可塑性樹脂を溶融してダイ24からシート状に押し出し、シート12Aを、少なくとも一方のローラ26が金属製のローラによって構成された一対のローラ26、28で挟むことにより冷却固化してフィルム12を製膜する製膜工程を備えた熱可塑性樹脂フィルムの製造方法であって、シート12Aが一対のローラ26、28に挟み込まれるニップ近傍であって、一対のローラ26、28の少なくとも一方のローラのローラ面近傍にサクションチャンバー25を設け、ローラの回転に伴って発生する同伴エアーを吸引する。
(もっと読む)
1 - 20 / 21
[ Back to top ]