
Fターム[4F207KA01]の内容
プラスチック等の押出成形 (29,461) | 押出成形の区分 (6,098) | 主成形材料を溶融させて押出すもの (3,123)
Fターム[4F207KA01]に分類される特許
2,061 - 2,080 / 3,123
積層体、それを用いた容器およびその製造方法
【課題】製品に加工する際および加工された製品を使用する際に熱可塑性樹脂層が簡単に剥がれることなく、使用後に、人間の力程度で熱可塑性樹脂層を容易に剥離することのできる積層体を提供すること。
【解決手段】平滑化加工が施された表面を有する紙基材と、紙基材の平滑化加工が施された表面上に形成された剥離用印刷層と、剥離用印刷層上に熱可塑性樹脂を押出コーティングすることにより剥離用印刷層との層間で剥離可能に積層された押出熱可塑性樹脂層とを備える積層体である。平滑化加工が施された紙基材の表面のベック式平滑度は25秒以上であることが好ましい。
(もっと読む)
光学フィルムの製造方法
【課題】短時間で乾燥でき、その場合であっても乾燥工程におけるペレット同士の合着やペレットの欠けもしくは割れが生じ難く、乾燥されたペレットを用いて溶融押出することにより、押出機における押出変動をほとんど生じさせることなく、外観欠点が少ない光学フィルムを安定に得ることを可能とする光学フィルムの製造方法を提供する。
【解決手段】熱可塑性ノルボルネン系ポリマーを溶融押出することにより、光学フィルムを製造する方法であって、前記熱可塑性ノルボルネン系ポリマーとして、最大寸法方向の寸法平均値が1〜3mm、最小寸法方向の寸法平均値が0.5〜3mmであり、比表面積が18cm2/g以上の熱可塑性ノルボルネン系ポリマーを主体とするペレットを乾燥して用いる、光学フィルムの製造方法。
(もっと読む)
ゴム押出方法、及びゴム押出装置

【課題】ゴム押出機の付け替え作業、及び押出ヘッド本体の交換作業を要することなく、下側層の断面積を上側層の断面積に比して大とした2層構造のゴム押出体を、生産性を悪化させることなく生産する。
【解決手段】プリフォーマを前面側に有する押出ヘッドの背面側に、大型の第1のゴム押出機を上に、かつ小型の第2のゴム押出機を下に装着する。プリフォーマに、第1のゴム押出機からのゴムを、第1のフォーマ流入口から第1のフォーマ吐出口まで導く第1のフォーマ流路と、前記第2のゴム押出機からのゴムを、前記第1のフォーマ流入口の最下端よりも下方に最上端を位置させた第2のフォーマ流入口から第2のフォーマ吐出口まで導く第2のフォーマ流路とを形成する。第2のフォーマ流路は、上向きに向き換えして第1のフォーマ吐出口の上方に第2フォーマ吐出口の一部を位置させることにより、第1のゴム断面領域の上向き面の一部を第2のゴム断面領域により被覆させる。
(もっと読む)
押出成形方法と押出成形装置
【課題】押出成形機の立ち上げ/立ち下げの際に排出される溶融樹脂の総量を極力抑えること。また、非生産時に押出成形機を停止させないで連続運転することにより、溶融樹脂の焦げ付きを防止すること。
【解決手段】押出成形装置1は、フィーダ4の吐出速度、スクリュー7の回転速度、ギアポンプ12の回転速度及び圧力計15の圧力が入力される制御装置17を設け、生産時には、ギアポンプ12の回転速度を設定値に固定し、フィーダ4の吐出速度とスクリュー7の回転速度により圧力計15の圧力を調整することにより生産運転状態を維持し、非生産時には溶融樹脂が樹脂劣化しない範囲域でフィーダ4の吐出速度を設定値に固定し、ギアポンプ12の回転速度により圧力計15の圧力を調整することにより待機運転状態を維持し、各々の運転状態を安定化する。
(もっと読む)
フィルム及び被膜の製造方法
【課題】生分解性で、したがって環境に優しいポリマーのフィルムを、ポリマーの溶融配合物から製造する方法と、このようなフィルムを製造するためのポリマー組成物を提供する。
【解決手段】ポリヒドロキシアルカノエート(PHA)をPHAの最適結晶化温度よりも20℃高い温度から20℃低い温度までの範囲内の温度である表面に供給して、押出しフィルムまたは押出し被膜を製造する。この場合高いメルトフローインデックスのPHAが好ましい。
(もっと読む)
押出機シミュレ−ションシステム
【課題】単軸押出機内部の溶融樹脂の温度プロフィ−ルおよび圧力プロフィ−ルを予測するシミュレ−ションシステムを提供する。
【解決手段】単軸押出機の装置条件と押出運転条件とから押出機内部の樹脂温度および樹脂圧力を演算する押出機運転シミュレ−ションシステムにおいて、前記押出機を、粉体供給部、固体移送部、溶融部およびメルト計量部とに区分し、各区分毎に樹脂温度および樹脂圧力を、ポリマ−メルトプ−ルエリアのヒ−タ−伝熱係数(UB)、バレル内壁ポリマ−摩擦係数補正値(CfB)、スクリュ表面ポリマ−摩擦係数補正値(CfS)、ソリッドベッド移動加速度設定値(Sa)、およびポリマ−粘度補正係数(Cμ)を導入して算出することを特徴とする、押出機シミュレ−ションシステムである。
(もっと読む)
近赤外線吸収性能を備えた樹脂成形体の製造方法
【課題】近赤外線吸収性及び可視光線透過性を備えた樹脂成形体の製造方法において、金属硫化物微粒子を小さくして均一分散させ、硫黄臭を抑えるようにする。
【解決手段】ベース樹脂と、金属化合物と、硫黄及び/または硫黄化合物とを、金属化合物中の金属と硫黄及び/または硫黄化合物中の硫黄とのモル比率が9:6よりも硫黄の比率が大きく、かつ、1:10よりも硫黄の比率が小さくなる割合で混合し、3者が溶融し得る温度に加熱して混練することにより、金属化合物の金属と硫黄及び/または硫黄化合物の硫黄とを反応させて金属硫化物微粒子を合成させる共にベース樹脂中に分散させるようにして樹脂成形体を製造する。
(もっと読む)
流体輸送用チューブ及びその製造方法
【課題】耐屈曲性に優れる流体輸送用チューブ及びその製造方法を提供すること。
【解決手段】熱可塑性エラストマー又はそれを含む組成物からなる流体輸送用チューブの製造方法であって、押出成型する押出成型工程と、該工程で得られた成型品を押出方向に最大引張り率が30%以上となるまで引張る引張工程とを含む流体輸送用チューブの製造方法である。
(もっと読む)
樹脂製割箸の製造方法および製造装置
【課題】低廉なコストで樹脂製の割箸を製造できる技術を提供することである。
【解決手段】 樹脂製割箸の製造装置であって、
樹脂製棒状体を押出す押出手段1と、
互いに対向して設けられた回転ローラ5a,5bと、
前記回転ローラの周側に形成された凹状溝6a,6bと、
割箸に形成されている割溝部に相当する形状で、かつ、前記割箸の全長よりも短い長さの前記凹状溝内に設けられた仕切壁7a,7b
とを具備し、
前記押出手段で押出された二本の樹脂製棒状体が前記回転ローラ周側の一つの凹状溝内に案内され、該凹状溝内を通過中に樹脂製棒状体同士が前記仕切壁が無い箇所の一部においてのみ接合されるよう構成されてなる。
(もっと読む)
ダイヘッド、ゴム押出機及びストリップゴム巻付装置
【課題】薄肉押出が可能なダイヘッドと、そのダイヘッドが装着されたゴム押出機と、そのダイヘッドを介して押し出されたストリップゴムを巻き付けてゴム部材を成形するためのストリップゴム巻付装置とを提供すること。
【解決手段】ゴム組成物を連続的に押し出すゴム押出機2に装着されるダイヘッド1に、ゴム組成物をストリップ状に成形して押出口14から押し出すためのスリット状ゴム流路13と、スリット状ゴム流路13の厚み方向に対向する内壁面の少なくとも片方を構成し、押出方向Pに沿って移動可能に設けられたベルト部材4と、ベルト部材4を駆動するベルト駆動装置としての第1サーボモータ16とを備える。
(もっと読む)
透明ポリプロピレンシートの製造方法および透明ポリプロピレンシート
【課題】透明性を確保しつつ、耐衝撃性、剛性を備え、かつ、二次加工としての折り曲げ加工時の白化のない透明ポリプロピレンシートの製造方法および透明ポリプロピレンシートを提供することにある。
【解決手段】製造装置1は、原料を溶融混練してシート状に押し出すシート成形手段11と、シート20を冷却固化する第一の冷却手段12と、冷却したシート20を再加熱する予熱手段13と、シート20を熱処理してシート21とする熱処理手段14と、熱処理後のシート21の冷却を行う第二の冷却手段15とを備えている。この原料は、(A)アイソタクチックペンタッド分率が0.85〜0.99、メルトインデックスが2〜10g/10分のポリプロピレン樹脂60〜97質量%、および(B)ラセミペンタッド分率が0.15〜0.50、メルトインデックスが2〜10g/10分のポリプロピレン樹脂40〜3質量%とからなる。
(もっと読む)
スチレン系樹脂発泡体およびその製造方法
【課題】環境適合性および断熱性に優れるスチレン系樹脂押出発泡体、および該発泡体を得る手段を提供する。
【解決手段】本スチレン系樹脂押出発泡体は、第1表層部分に存在する気泡における厚み方向の平均気泡径が0.05〜0.25mmであり(条件(a))、中心部分に存在する気泡における厚み方向の平均気泡径が、上記第1表層部分に存在する気泡における厚み方向の平均気泡径の1.45倍以上2.50倍未満であり(条件(b))、中心部分に存在する気泡における押出方向の平均気泡径に対する厚み方向の平均気泡径の比が0.6〜2である(条件(c)。
(もっと読む)
超高分子量ポリエチレンパネルの製造
機械方向を横切る方向で、好ましくは両側から狭くなり、かつ、金型の上部と下部とでその出口近傍に位置する横向きに設置され、もしくはそのいずれかの複数の冷却ゾーンを有するスリット金型を採用した連続ラム押出し法によって、大きな幅の超高分子量ポリエチレンパネルが調製される。パネルは、結晶融解温度より低い温度で金型を出る。 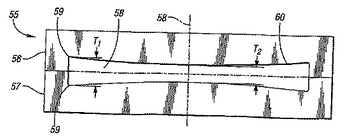 (もっと読む)
(もっと読む)
押出し成形用金型
【課題】従来の押出し成形用金型は、成形条件などが変わるとその都度新たな金型を製作する必要があり、成形条件などの変更に対して柔軟に対応できなかった。
【解決手段】本発明による押出し成形用金型10は、筒状をなすシリンダ11と、このシリンダ11の貫通穴11aの長手方向基端側に取り外し可能に嵌着されるプラグ16と、基端側がシリンダ11の貫通穴11a内に位置してプラグ16の先端部に交換可能に連結されてシリンダ11の貫通穴11aの内周面との間に樹脂供給通路22を画成する樹脂分散駒17と、シリンダ11の長手方向先端部に交換可能に連結されるダイス14と、樹脂分散駒17の長手方向先端側に交換可能に連結されてダイス14の貫通穴31aの内周面との間に環状の樹脂押出し口35を画成するノズルチップ12とを具える。
(もっと読む)
不織布付き樹脂シート、不織布付き樹脂シートの製造方法、不織布付き樹脂シートを用いた成形品の成形方法
【課題】加熱・加圧成形における加熱によっても不織布の品質が損なわれることがなく、不織布の品質を保ったまま樹脂シート本体軟化させることができ、しかも、ヒーターに張り付いてしまうことがない不織布付き樹脂シート、不織布付き樹脂シートの製造方法、及び、不織布付き樹脂シートを用いた成形品の成形方法を提供する。
【解決手段】不織布付き樹脂シート1には、樹脂シート本体2の基材となるPP樹脂の融点温度より融点温度が高いPET樹脂によって構成されたシート状の不織布3が樹脂シート本体2の一方の面の略全面に貼設されている。
(もっと読む)
ダイレーター、ダイレーターの製造方法、およびシースイントロデューサー
【課題】より穿刺抵抗が小さく、術者がスムーズに体内に挿入できるダイレーターおよびこのダイレーターを備えるシースイントロデューサーを提供する。
【解決手段】基端側から先端側に貫通する内腔を有するダイレーターであって、基端側のチューブ部、該チューブ部の先端から先端側に向かって細くなるようなテーパが形成されたテーパ部、および、該テーパ部の先端から先端側に向かって延びるように形成された先端部を備え、先端部には、先端側に向かって細くなるとともに、テーパ部の先端部分での傾斜角度よりも小さな傾斜角度である微小テーパが形成されている。
(もっと読む)
セルロースアシレート組成物、セルロースアシレートフィルムとその製造方法、偏光板、光学補償フィルム、反射防止フィルム、および、液晶表示装置
【課題】面状が良好で異物数が極めて少なく、且つ、液晶表示装置に組み込んだときに発生する表示画面での画像ムラや湿度による視認性の変化を抑えることができるセルロースアシレートフィルムを提供する。
【解決手段】一般式(II)のラクトン系化合物を所定の置換度を有するセルロースアシレートに対して0.01〜3質量%含有する組成物を、溶融流延することによってセルロースアシレートフィルムを製造する。
一般式(II)
(R1〜R4は、水素原子、炭素数1〜20のアルキル基、炭素数7〜20のアラルキル基または炭素数6〜15のアリール基を示す。)
(もっと読む)
樹脂製多層管の押出成形装置
【課題】異種の第1、第2樹脂を熱溶融させて多層管の内、外側管を成形する場合において、多層管の内、外側管をそれぞれ所望材質かつ所望精度にできるようにする。
【解決手段】押出成形装置1は、異種の第1、第2樹脂8,9を別個に押し出す第1、第2押出機10,11と、第1樹脂8を通過させて内側管4を成形可能とする内側通路31が形成されると共に、第2樹脂9を通過させて内側管4に外嵌される外側管5を成形可能とする外側通路37が形成され、内、外側管4,5により多層管2を成形可能とするダイ12と、このダイ12を加熱するヒーター13とを備える。ヒーター13が、内側通路31の少なくとも一部分が形成されたダイ12の一部分12を加熱する第1ヒーター42と、外側通路37の少なくとも一部分が形成されたダイ12の他部分12bを第1ヒーター42とは別個に加熱する第2ヒーター43とを備える。
(もっと読む)
面状発泡シートの成形方法および成形装置
【課題】 高圧の溶融樹脂を低温条件で発泡シートを成形しても、スパイダーマークは勿論のこと溶融樹脂の密度の濃淡による凹凸模様もない、表面形状に優れた面状発泡シートを安価に成形する成形方法を提供する。
【解決手段】発泡剤として超臨界状態の不活性流体を使用する。ダイマンドレル(20)を1本のスパイダー脚(24)により中部ダイ本体(3)と一体化する。スパイダー脚(24)の断面形状は舟形で、その上流側と下流側は30〜90°の角度がついた流線形にする。先端リップ部(19)から押し出される筒状の発泡シート(T)をスパイダーマーク部分で切断して面状発泡シート(S)にする。この先端リップ部(19)の同心度を調整ボルト(40)により行う。
(もっと読む)
導電性合成樹脂棒体及びその製造方法
【課題】極細導電繊維を含有する熱可塑性合成樹脂組成物を押出成形しても良好な表面抵抗率を示す、導電性合成樹脂棒体とその製造方法を提供する。
【解決手段】極細導電繊維含有熱可塑性樹脂組成物を押出した押出棒体3を、加熱されたサイジング金型4に接触させて、表面を前記組成物のガラス転移温度の温度から融点温度よりも30℃高い温度の温度範囲に、又は/及び、粘度が5.0×103Pa・s以上1.0×107Pa・s未満の粘度範囲にする。この加熱により、極細導電繊維が表面に露出したり、表面から突出したり、表面から100nm未満の内部に含有したりして導電層1が形成されて、導電性合成樹脂棒体Aを製造することができる。
(もっと読む)
2,061 - 2,080 / 3,123
[ Back to top ]