
Fターム[4F207KL84]の内容
プラスチック等の押出成形 (29,461) | 押出成形の細部 (2,289) | 押出ダイ (1,317) | ダイの細部(←リップ部の構造) (1,027) | 主成形材料の流れに関するダイの形状 (391) | フィルム状に広げる手段 (312)
Fターム[4F207KL84]に分類される特許
61 - 80 / 312
フィルム成形用ダイ
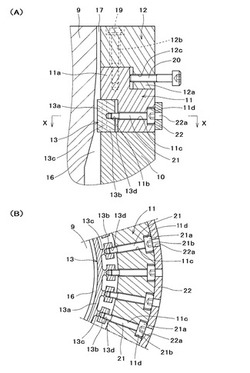
【課題】フィルム成形用ダイにおいて、リップの上流側における溶融樹脂の流路の部分的なクリアランス調整を精度良く行なえるようにする。
【解決手段】リップ17の上流側に第二調整リング13を配設すると共に、該第二調整リング13を、筒状流路16に臨むリング部13aと、該リング部13aの背面側に設けられ、第二調整ボルト21が螺合される複数のボス部13bと、ボス部13aをリング部13aに連結する肉薄部13cとを備えて構成し、調整ボルト21の軸回り方向の回転に伴い調整ボルト21の内側に位置する部分のリング部13aが進退移動することで筒状流路16のクリアランスを部分的に調整する構成にした。
(もっと読む)
インフレーションフィルム成形用ダイ

【課題】溶融樹脂をチューブ状のフィルムにして押出成形するインフレーションフィルム成形用ダイにおいて、偏肉やウェルドマークのないフィルムを製造できるようにする。
【解決手段】溶融樹脂の流路として、マンドレル9の軸芯部に形成される流入口11からマンドレル9の外周面9bに向かって扇状に拡がる二本の分配路12a、12bと、マンドレル9の外周面9bとダイ本体10の内周面10aとの間に形成され、上部に環状のリップ14が形成される筒状流路13とを設けると共に、二本の分配路12a、12bから筒状流路に流れた溶融樹脂の合流部に、マンドレル9の半径線に対して傾斜状の仕切板15を設けた。
(もっと読む)
光学フィルムの製造方法及び光学フィルムの製造装置
【課題】外観欠点が少ない光学フィルムを得る光学フィルムの製造方法を提供する。
【解決手段】本発明に係る光学フィルムの製造方法は、第1の押出機2により溶融した樹脂組成物を押し出す第1の押出工程と、第1の押出機2により押し出された樹脂組成物を、濾過フィルタ装置3を通過させて、濾過する濾過工程と、濾過フィルタ装置3により濾過された樹脂組成物を、ベント部4aを有する第2の押出機4により押し出し、かつフィルム状に成膜する第2の押出工程と、フィルム状に成膜された樹脂組成物を、冷却することにより固化させて、光学フィルムを得る冷却工程とを備える。第1の押出機2による押し出し時の樹脂組成物の最高温度をT1(℃)とし、ベント部4aを有する第2の押出機4による押し出し時の樹脂組成物の最高温度をT2(℃)としたときに、T2を(T1−50)℃〜(T1−5)℃にする。
(もっと読む)
樹脂シートの製造方法、及び形状ロール
【課題】転写率の向上を図ることが可能な樹脂シート製造方法を提供する。
【解決手段】連続樹脂シートを製造するシート製造工程S1と、形状ロールを用いて転写型を転写する転写工程S2と、を備えた樹脂シート製造方法とする。転写工程S2では、形状ロールの周方向に連続する凹部を形状ロールの長手方向に複数並設し、長手方向において隣り合う凹部間に、幅6μm以上15μm以下の隙間部が形成された転写型を用いて、転写工程を実行する。
(もっと読む)
樹脂シートの製造方法
【課題】転写率の向上を図ることが可能な樹脂シート製造方法を提供する。
【解決手段】形状ロールから剥離された連続樹脂シートの、形状が転写された側のシート表面を冷却する冷却工程を備え、シート表面の表面温度が、樹脂のガラス転移温度Tgに対して、(Tg+5)℃〜(Tg+50)℃の範囲であるときに、シート表面を冷却する。これにより、転写型から剥離された後の連続樹脂シートの表面形状を硬化させ、転写された表面形状を好適に維持する。
(もっと読む)
EVA樹脂シートの成形方法
【課題】コンパクトな設備と簡単な制御により、加熱封止する際に収縮が小さく太陽電池封止用に適したEVA樹脂シートの製造方法を提供する。
【解決手段】溶融樹脂を溶融温度より5〜45℃高い吐出温度でTダイ13から吐出させてEVA樹脂シートSを成形し、エアギャップ14で加熱装置31により、EVA樹脂シートSを前記吐出温度より5〜75℃の範囲で加熱して、第1,第2ロール21,22のロール入口に導入する。
(もっと読む)
樹脂シートの製造方法
【課題】転写率の向上を図ることが可能な樹脂シート製造方法を提供する。
【解決手段】連続樹脂シートを製造するシート製造工程と、形状ロールを用いて転写型を転写する転写工程と、を備えた樹脂シート製造方法とし、シート製造工程では、シート表面を構成する形状転写層(A)と形状転写層(A)の内側に隣接する主層(B)とを備えた多層構造の樹脂シートを製造する。主層(B)のMFR(JISK7210に準拠し温度200℃、荷重49Nで測定された測定値)に対する形状転写層(A)のMFRの比率は、1.5以上とする。
(もっと読む)
積層シートの製造装置および製造方法
【課題】積層シートの各層のシートの幅方向における厚みが実質的に均一な積層シートを製造することが可能な積層シートの製造装置および製造方法を提供する。
【解決手段】間隔をおいて配列された多数のスリットを有し、隣り合うスリットから異なる溶融材料を流出させことにより、異なる溶融材料が交互に積層された積層シートを製造する装置において、各溶融材料の第1マニホールド14・15と各スリット16・17の連通する部分に第2マニホールド16a・17aがスリット16・17幅方向のすべてに設けられている装置。
(もっと読む)
リーフディスクフィルタ組立体およびポリマーフィルムの製造方法
【課題】フィルタ組立体内において滞留部を無くし、ゲル状体などの異物発生を抑え、欠点の少ないフィルムを製造することができるリーフディスクフィルタ組立体およびそれを用いたフィルムの製造方法を提供する。
【解決手段】支柱に組み付けられた複数のリーフディスクフィルタ1と、前記リーフディスクフィルタのうち最上流部に位置するリーフディスクフィルタに相対するように配置された保護板5と、前記リーフディスクフィルタのうち最下流部に位置するリーフディスクフィルタに相対するように配置された底板10と、を備えたリーフディスクフィルタ組立体60であって、前記の保護板、底板のリーフディスクフィルタと相対する面の全面、または径方向内周の一部の面に濾過機能を有したリーフディスクフィルタ組立体とする。
(もっと読む)
積層シートの製造装置および製造方法
【課題】複雑な制御装置を必要とせず、積層シートの界面不安定現象を抑制し、高品質な積層シートを安定して製造することが可能な積層シートの製造装置および製造方法を提供する。
【解決手段】複数種類のシート材料を下流へと導く前記種類の数以上の複数のスリット11,12と、前記複数のスリット11,12と接続して前記シート材料を積層方向に積層した積層体を形成する合流部13と、前記合流部13と接続して前記積層体を下流へと導く流路14と、前記流路14と接続して前記積層体をシート状に成形する口金とを有する積層シートの製造装置であって、前記複数のスリット11,12の少なくとも一つのスリット12が前記合流部13より上流で積層方向に拡幅し、かつ、前記合流部13より上流で拡幅が完了している拡幅部を有する。
(もっと読む)
ポリスチレン系樹脂積層発泡シート
【課題】熱成形成に優れ従来品よりも軽量で、プリンやヨーグルトのような深絞り容器に成形したとき、実用上十分な剛性を有する容器を得ることのできるポリスチレン系樹脂発泡積層シートを提供する。
【解決手段】下記の(1)〜(3)で規定される気泡を有し、ポリスチレン系樹脂発泡層(A層)2の両面に、グラフトゴム成分を3〜15質量%含有するポリスチレン系非発泡樹脂からなる表面層(B層)1が積層され、前記A層とB層の厚みの比(B/A)が0.3〜1.0であり、シート全体の平均の密度が0.7〜0.9g/cm3で、総厚みが0.3〜1.0mmのポリスチレン系樹脂積層発泡シート。(1)A層の厚み方向の平均径(Rt):40〜70μm(2)A層の引き取り方向の平均径(Rmd):90〜140μm(3)アスペクト比(Rmd/Rt):1.5〜3
(もっと読む)
発泡壁紙用原反の製造方法
【課題】製膜性が良好であり、しかも樹脂層と紙質基材との密着性が高く且つカール発生が抑制されている発泡壁紙用原反の製造方法を提供する。
【解決手段】紙質基材上に非発泡樹脂層A、発泡剤含有樹脂層及び非発泡樹脂層Bが順に積層された発泡壁紙用原反の製造方法であって、
(1)非発泡樹脂層A、発泡剤含有樹脂層及び非発泡樹脂層Bは、同時溶融押出しにより形成された後、当該3層からなる樹脂シートを2本のロール間に挟んで製膜し、製膜後の樹脂シートを紙質基材上に積層してラミネートされ、
(2)非発泡樹脂層Aを形成するための樹脂組成物は、融点が60〜80℃、且つ、酢酸ビニル含有量が20〜40重量%のエチレン−酢酸ビニル共重合体樹脂を含有する、
ことを特徴とする製造方法。
(もっと読む)
多層光学フィルム製造方法
【課題】同時押出しポリマー多層光学フィルムを製造する方法および装置を提供する。
【解決手段】多層光学フィルムを製造するための供給ブロックであって、(a)少なくとも第1流路32および第2流路34を含む勾配プレート30であって、該流路の少なくとも一方が、該流路に沿って第1部分から第2部分まで変化する断面領域を有する勾配プレート30と、(b)該第1流路32と連通する第1の複数の導管42と、該第2流路34と連通する第2の複数の導管44とを有する供給管プレート40であって、各々の導管が、該導管自体の個々のスロットダイ56に供給し、第1端部と第2端部とを有し、該導管の該第1端部が該流路と連通し、該導管の該第2端部が該スロットダイと連通する供給管プレートと、を含む供給ブロック。
(もっと読む)
ポリエステルフィルムの製造方法及び太陽電池部材用ポリエステルフィルム
【課題】極限粘度が高い原料樹脂を用いても、溶融押出時の熱分解と未溶融樹脂の発生を抑えつつ、高い耐加水分解性を有するポリエステルフィルムを高い生産性で製造する方法を提供する。
【解決手段】供給口12から極限粘度IVが0.7〜0.9である原料樹脂を供給し、二軸押出機出口14側の内壁がポリエステル樹脂の融点Tm(℃)以下の冷却部となるように制御しながらバレル内で加熱溶融して出口から押出した後、10〜20分の平均滞留時間を経て式(1)を満たす条件下で(Dはスクリュ径(mm)、Nはスクリュ回転数(rpm)、Qは押出量(kg/hr))フィルム状に溶融押出しを行うことにより、原料の末端COOH量AVmと溶融押出して成形されたフィルムの末端COOH量AVfとの差ΔAV=AVf−AVmが3eq/t以下のポリエステルフィルムを製造する。
6.0×10−6×D3≦Q/N≦1.1×10−5×D3 (1)
(もっと読む)
発泡フィルム
【課題】剛性ならびに発泡状態が良好で、表面の外観性、断熱性に優れた発泡フィルムを提供する。
【解決手段】密度が930〜960kg/m3、190℃、2.16kg荷重におけるメルトフローレートが0.1〜20g/10分、190℃におけるダイスウェルが1.30〜2.00であるポリエチレン系樹脂組成物を含んでなることを特徴とする発泡フィルム。
(もっと読む)
太陽電池封止材用エチレン−酢酸ビニル共重合体(EVA)シートの製造方法
【課題】シート幅や厚みをほぼ保持したまま熱収を低減できるアニール処理方法を提供すること。
【解決手段】溶融したエチレン−酢酸ビニル共重合体(EVA)をTダイ12より押し出しポリシングロール13cで冷却してシート3を成形し、入口から出口に至る領域の内少なくとも一部に加熱領域を有するダブルベルトプレス装置17を通過させ、該ダブルベルトプレス装置の前記加熱領域の下流側の領域または該ダブルベルトプレス装置を出た直後において前記シートを冷却した後巻き取ることを特徴とする太陽電池封止材用エチレン−酢酸ビニル共重合体シートの製造方法。
(もっと読む)
光学フィルム
【課題】生産性に優れた押出成形法により得られ、厚み精度が非常に高い光学フィルムを提供する。
【解決手段】押出成形に用いるTダイの樹脂吐出方向とは逆向きにリップエッジを臨む方向を0°、樹脂吐出方向及びTダイのランド面2cと直交し、リップエッジを臨む方向を90°としたとき、45°方向から臨むリップエッジ輝線幅Aの平均値が50μm以下であり、且つ30°、45°、60°の3方向から臨む輝線幅差がそれぞれTダイの幅方向において2μm/5mm以下として、押出成形により得られ、未延伸のフィルムであって、かつ非晶性熱可塑性樹脂からなり、平均厚みRが200μm以下であり且つ幅方向の厚みむらが2.5×10-3Rμm/5mm以下である、光学フィルム。
(もっと読む)
スロットダイ装置
【課題】スロットから吐出される溶融樹脂の幅方向の端部側の流速を速めることができて、成形された樹脂フィルムの端部近辺での膜厚不均一を改善できるスロットダイ装置を提供することを目的とする。
【解決手段】スロットダイ本体2の成形室は、マニホールド3とスロット4とを有している。第二のインナーディッケル12は、スロット4の下流側に位置し、スロット4の下流側の幅方向の寸法を規定している。第二インナーディッケル12の表面(ガイド部)12aは、排出口5近辺の上流側の箇所で排出口5に向かうにつれて幅方向に広がる第1拡幅部31と、第1拡幅部31の下流側端に接続され幅方向に広がりつつ排出口5に至る第2拡幅部32とを備えている。第1拡幅部31が排出口5に向かうにつれて幅方向に広がる度合は、第2拡幅部32が排出口5に向かうにつれて幅方向に広がる度合よりも大きい。
(もっと読む)
熱可塑性樹脂組成物の押出成形方法
【課題】溶融樹脂組成物をストランド状に押し出すための樹脂押出用ダイを用いて押出成形する方法において、樹脂成形品に比較的大きな目やにが異物として混入することを抑制可能な方法を提供する。
【解決手段】押し出された樹脂ストランド91の引き取り速度Vs(m/min)と、樹脂ストランド91の搬送経路における冷却媒体93中に設けられた、樹脂ストランド91をガイドするガイドローラー94A、94Bの外周面の移動速度Vr(m/min)の関係が、0.7≧Vr/Vs≧−0.2の関係を満たすように、引き取り速度Vr、移動速度Vsを決定する。
(もっと読む)
表面保護用フィルムおよびその製造方法
【課題】
加工後の被着体保護性や透明性に優れ、かつ添加剤の移行性が少なく、さらに粘着剤の塗布性や被着体への貼合わせ加工性及び剥離性に優れる表面保護用フィルムを提供する。
【解決手段】
結晶核剤、アンチブロッキング剤、および滑剤を実質的に含有せず、ブロックポリプロピレン樹脂を70重量%以上含有するポリプロピレン樹脂からなる表面保護用フィルムであって、前記フィルムのTD方向およびMD方向の引張弾性率がともに500〜650MPaであり、前記フィルムのTD方向およびMD方向の破断伸度がともに500%以上であり、前記フィルムのTD方向およびMD方向の120℃での熱収縮率が0〜1.0%であり、かつ前記フィルムのTD方向およびMD方向の加熱伸び率が0〜5.0%である。
(もっと読む)
61 - 80 / 312
[ Back to top ]