
Fターム[4F207KL84]の内容
プラスチック等の押出成形 (29,461) | 押出成形の細部 (2,289) | 押出ダイ (1,317) | ダイの細部(←リップ部の構造) (1,027) | 主成形材料の流れに関するダイの形状 (391) | フィルム状に広げる手段 (312)
Fターム[4F207KL84]に分類される特許
41 - 60 / 312
導光板の製造方法
【課題】輝点の発生が抑制された導光板の製造方法を提供する。
【解決手段】この導光板の製造方法はシート製造工程と転写工程とを備える。転写工程は、連続樹脂シートを押圧ロールと形状ロールとで挟み込むことで押圧する押圧工程と、連続樹脂シートを形状ロールの周面に密着させたまま搬送する搬送工程と、連続樹脂シートを形状ロールの周面から剥離する剥離工程とを含む。押し出される樹脂の温度は、樹脂のガラス転移温度Tgに対して、(Tg+110)℃〜(Tg+150)℃である。樹脂はメタクリル酸メチルとアクリル酸メチルとの共重合体であり、共重合体中のアクリル酸メチル単位の比率は4質量%以上である。形状ロールの温度は、(Tg−5)℃〜(Tg+5)℃である。転写型の凹部の深さDとピッチPとの比率D/Pは、0.05〜0.45である。導光板の表面には凹部に対応する凸部が形成される。
(もっと読む)
積層板の製造方法

【課題】煩雑な加工を必要としない積層板の製造方法を提供する。
【解決手段】本発明に係る積層板の製造方法は、マルチマニホールドダイに備えられたチョークバーを調整する工程、およびチョークバーを調整したダイより、2種以上の樹脂材料を押し出すことによって2層以上の樹脂層を積層する工程を含み、積層板の押出流れ方向に対して直交する断面において、層厚が変化する樹脂層を有しており、層厚分布の差が最も大きな樹脂層における最小層厚みと最大層厚みとの比率が2倍以上である。
(もっと読む)
金属材およびその製造方法、並びに該金属材を使用したダイ
【課題】本発明は、ダイリップ部の割れや欠けを抑制し、加工精度を向上させたクロム層を有する金属材、およびその製造方法、並びに該金属材を使用したダイを提供する。
【解決する手段】上記ダイは、金属母材10表面にクロム層12を形成し、該クロム層12表面に摩擦攪拌プロセスを施すことにより、クラック密度の小さいクロム層を形成させる。
(もっと読む)
積層体およびその製造方法
【課題】本発明の課題は、マット面における表面へイズの高い積層体を提供することである。
【解決手段】本発明の積層体は、熱可塑性樹脂からなるマットフィルムのマット面に、プロピレン系ブロック共重合体からなる保護フィルムが直接積層されてなるものであり、前記マットフィルムと、前記保護フィルムとが、剥離可能でることが好ましい。また、前記マットフィルムと、前記保護フィルムとが、溶融共押出成形により積層されたものであるのが好ましい。
(もっと読む)
積層体およびその製造方法
【課題】本発明の課題は、波状の凹凸欠陥の発生が抑制された積層体を提供することである。
【解決手段】本発明の積層体は、熱可塑性樹脂からなるマットフィルムのマット面に、ポリオレフィン樹脂からなる保護フィルムが直接積層されてなり、260℃、100sec−1のせん断速度における、該熱可塑性樹脂の溶融粘度(a)と該ポリオレフィン樹脂の溶融粘度(b)とが、式:a/b≧2.5を満たす。前記マットフィルムと、前記保護フィルムとが、溶融共押出成形により積層されたものであるのが好ましい。
(もっと読む)
マーキングを施したフィルムを製造するための方法および装置
【課題】記号、グラフィック、文字および数字などのマーキングを施した熱可塑性樹脂からなるフィルムを製造するにあたり、インクを用いない方法を提供する。
【解決手段】熱可塑性樹脂が押出成形機1内において溶融されて押出ノズル10から溶融流30として放出されて少なくとも1つの冷却ローラ20,21,22の表面上を案内されてフィルム31へと冷却される際に、溶融流30および/またはこれによって形成されるフィルム31は、少なくとも1つの冷却ローラ20,21,22の表面における、マーキング40,41に対応する部分領域において残りの表面とは異なる冷却力を付与されるように処理される。
(もっと読む)
結晶性樹脂フィルム製造方法及び結晶性樹脂フィルム製造装置
【課題】安価な設備で均一性の優れる結晶性樹脂フィルムを得ることができる結晶性樹脂フィルム製造方法及び結晶性樹脂フィルム製造装置を提供する。
【解決手段】溶融された結晶性樹脂をTダイ12から押し出すことで成形された溶融状シートSを開口部52を有する囲い50によって囲繞しつつ金属弾性ロール14、キャスティングロール16,18によって搬送することで冷却固化させる。囲い50により囲繞することで、厚みや光学特性の均一性に優れる結晶性樹脂フィルムを得ることができる。囲い50は開口部52を有するため、Tダイ12の温度制御が容易となり、厚みや光学特性の均一性に優れる結晶性樹脂フィルムを得ることができる。囲い50で溶融状シートSを囲繞するだけの構成なため、不活性ガス等を用いる構成に比べて安価な設備とできる。
(もっと読む)
位相差フィルムの製造方法、位相差フィルム、複合偏光板及び偏光板
【課題】簡便に、Nz係数を0.5に近づけることができる位相差フィルムの製造方法を提供する。
【解決手段】本発明に係る位相差フィルムの製造方法は、非晶性熱可塑性樹脂フィルムを、少なくとも第1の方向に延伸する延伸工程と、延伸されたフィルムを、延伸された上記第1の方向に収縮させて、Nz係数が0.05以上、0.95以下である位相差フィルムを得る収縮工程とを備える。
(もっと読む)
ポリマーフィルタ、押出装置、押出成形品の製造方法及び光学フィルムの製造方法
【課題】ろ過されたポリマーに異物が含まれるのを抑制できるポリマーフィルタを提供する。
【解決手段】本発明に係るポリマーフィルタ1は、ポリマー流入口11aと開放部11bとを有する容器本体11と、容器本体11の開放部11bに取り付けられたベースプレート12と、容器本体11内に配置されており、容器本体11内に流入したポリマーをろ過するための複数のリーフディスク型フィルタ13とを備える。容器本体11は、リーフディスク型フィルタ13によりろ過されずに、容器本体11内においてリーフディスク型フィルタ13の側方を通過したポリマーの少なくとも一部をポリマーフィルタ1の外部空間に排出するためのポリマー排出口11Cを有する。
(もっと読む)
ポリスチレン系樹脂発泡シートの製造方法
【課題】低密度で、且つ、坪量が100g/m2以下となるような軽量性を有するポリスチレン系樹脂発泡シートを連続気泡の形成を抑制しつつ製造することができるポリスチレン系樹脂発泡シートの製造方法を提供すること。
【解決手段】ポリスチレン系樹脂と発泡剤とを含有するポリスチレン系樹脂組成物を押出発泡させてポリスチレン系樹脂発泡シートを作製するポリスチレン系樹脂発泡シートの製造方法であって、前記ポリスチレン系樹脂として、温度160℃、一定ひずみ速度0.1/秒の条件で一軸伸長粘度を測定して求められる時間−伸長粘度曲線の対数プロットにおける非線形領域の一次近似直線の傾き(a1)と上記曲線における線形領域の一次近似直線の傾き(a2)との比(a1/a2)が1.2以上2.0以下となるポリスチレン系樹脂を用いて、密度0.035g/cm3〜0.065g/cm3、坪量100g/m2以下のポリスチレン系樹脂発泡シートを作製することを特徴とするポリスチレン系樹脂発泡シートの製造方法を提供する。
(もっと読む)
凹凸シート及びその製造方法
【課題】ロール状に巻き取っても凹凸パターンが潰れてしまうことがないので、例えば光学的性能等の凹凸パターン本来の機能を発揮することができる凹凸シート及びその製造方法を提供する。
【解決手段】帯状のシート面20に凹凸パターン30が形成され、ロール状に巻き取られる凹凸シートにおいて、シート面の幅方向における少なくとも両端部に、シートの長手方向に沿って凹凸パターン30の凸部30Aよりも背の高い背高凸条部34が形成されている。
(もっと読む)
熱可塑性樹脂製フィルムの製造方法
【課題】ポリ塩化ビニル、ポリオレフィン等の熱可塑性樹脂、特に溶融粘度が高く溶融伸びの低い樹脂をフィルムを製造するための材料として用いた場合でも、膜厚精度の高いフィルムを製造する方法を提供する。
【解決手段】熱可塑性樹脂を含むフィルムを製造する方法であって、該方法は、熱可塑性樹脂を含有する材料であって、一対の対向する平らな部分を有する材料を、前記熱可塑性樹脂が溶融している状態で一対のロールの間に供給する工程と、前記一対のロールで前記一対の平らな部分をあわせて圧延することにより、前記平らな部分同士を融着させて、一枚の一体化したフィルムを形成する工程とを有し、前記ロールに供給される材料が、平らな部分を有する2枚の別々のフィルム、または端辺部が接続部によって連結された一対の対向する平らな部分を有する1枚の扁平な筒状のフィルムである方法。
(もっと読む)
エチレン−ビニルエステル系共重合体ケン化物成形物の製造方法
【課題】 EVOH樹脂を主成分とし、ガスバリア性と酸素吸収性の双方を兼ね備えた成形物を製造する方法、並びに当該方法により製造される成形物及び多層構造体を提供する。
【解決手段】 溶融成形法によりエチレン−ビニルエステル系共重合体ケン化物の成形物を製造する方法において、(A)エチレン−ビニルエステル系共重合体ケン化物に対し、1〜30重量%の(B)酸素吸収剤及び1〜50重量%の(C)水和物形成性の塩の水和物の完全脱水物又は部分脱水物の存在下で、溶融成形することを特徴とする。
(もっと読む)
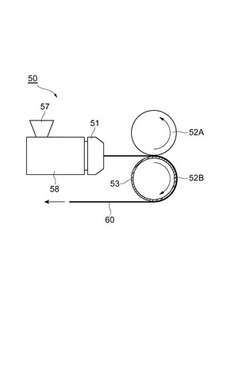
フイルム表面転写装置
【課題】フイルムの表面に特にナノオーダサイズのパターンを連続的に正確に転写する新規なフイルム表面転写装置を提供する。
【解決手段】表面にナノサイズの微細なパターンが加工されている成形ロール1と、溶融合成樹脂材料を供給投入するTダイ2と、該Tダイ直後に位置して該成形ロール1に圧接離反する方向に調整可能とした加熱ロール3と、該加熱ロール3から成形ロール1の回転方向後方に離れた位置に位置して、成形ロール1に圧接離反する方向に調整可能とした金属ロール4と、該加熱ロール3と該金属ロール4を囲むように捲回して設けた第一加熱金属ベルト6を介して、成形ロール1に押圧するゴムロール10とから構成され、Tダイ2から供給フイルムを加熱ロール3と成形ロール4のギャップで厚さ調整し、成形ロール1の回転力で移動し、ゴムロール10の押圧力により成形ロール表面の微細なパターンを合成樹脂フイルムに転写することを特徴とする。
(もっと読む)
下部電極基板用樹脂板、並びにそれを用いてなる下部電極板およびタッチパネル
【課題】軽量で割れ難く、かつ、タッチパネルの画面を斜め方向から見る場合の、表示画像の着色を抑制することができる下部電極基板用樹脂板を提供する。
【解決手段】タッチパネルの下部電極基板に使用される樹脂板であって、アクリル系樹脂層の両面にポリカーボネート系樹脂層が積層されてなる下部電極基板用樹脂板である。前記アクリル系樹脂層と、その両面に積層される前記ポリカーボネート系樹脂層とが、共押出により積層一体化されたものであるのが好ましい。
(もっと読む)
下部電極基板用樹脂板、並びにそれを用いてなる下部電極板およびタッチパネル
【課題】軽量で割れ難く、かつ、タッチパネルの画面を斜め方向から見る場合の、表示画像の着色を抑制することができる下部電極基板用樹脂板を提供する。
【解決手段】タッチパネルの下部電極基板に使用される樹脂板であって、メチルメタクリレート−スチレン共重合体樹脂層の両面にアクリル系樹脂層が積層されてなる下部電極基板用樹脂板である。前記メチルメタクリレート−スチレン共重合体樹脂層と、その両面に積層される前記アクリル系樹脂層とが、共押出により積層一体化されたものであるのが好ましい。
(もっと読む)
耐摩耗部材
【課題】本発明は、溶融材料をスリットから外部に吐出させるためのガイド部材を提供する。
【解決手段】本発明のガイド部材は、外部に溶融材料が吐出する境界のエッジ部に溶射法を用いて金属基材の表面に形成した超硬合金層に摩擦攪拌プロセスを施し、該超硬合金層に含まれる結合相の結晶粒を微細化することで改質された超硬合金改質層で形成される。このガイド部材は、溶融材料の押し出し成形に使用するTダイに適しており、超硬合金改質層が形成されるエッジ部は、溶融材料を外部まで案内するTダイのスリットの開口端側の内壁である。
(もっと読む)
ガスバリア性フィルムおよび該ガスバリア性フィルムの製造方法
【課題】溶融成型法及びコーティング法のいずれにも適用でき、加工性に優れ、湿度に対するガスバリア性の変化が少なく、ハロゲン化合物を含まないため焼却処分時に有害ガスが発生することが無く、環境負荷そのものの低減が可能なガスバリア性フィルム及びその製造方法の提供。
【解決手段】フィルムが単独層或いは多層からなり、該フィルムを構成する少なくとも1つの層がガスバリア性を有する層であり、該ガスバリア性を有する層が、一般式(1)〜(4)で示される化学構造のいずれか1つを高分子主鎖の繰り返し単位に有する高分子樹脂の皮膜によって形成されており、該高分子樹脂が、少なくとも2つの五員環環状カーボネートを有する化合物と、少なくとも2つのアミノ基を有するアミン化合物とをモノマー単位とし、これらモノマー単位の付加反応により得られるポリヒドロキシウレタン樹脂であるガスバリア性フィルム、及びガスバリア性フィルムの製造方法。
(もっと読む)
熱可塑性フィルムの製造方法
【課題】溶融押出製膜において作製されたフィルムロールのゲージバンドと呼ばれる厚みムラに起因する外観不良のない熱可塑性フィルム及び該熱可塑性フィルムの製造方法を提供する。
【解決手段】溶融押出法により成形され、フィルム押出方向(MD)の収縮率が0.01%以上0.10%以下である熱可塑性フィルムであり、溶融押出法によって、Tダイからシート状の熱可塑性樹脂を押し出す押出工程によって押し出されたシート状の熱可塑性樹脂を、キャストロールとタッチロールの2つのロールの間に挟み込むことによってフィルムを形成する際、キャストロール4の周速v1(m/min)と冷却ロール及び搬送ロール9の周速v2(m/min)を、0.970≦v2/v1≦1.001に調整して成形する。前記フィルム形成工程にて形成されたフィルムを冷却ロールにより冷却する冷却工程を有すると、より好ましい。
(もっと読む)
シートの製造方法、製造装置、厚み制御方法および厚み制御装置
【課題】厚み調整手段の延伸後の対応を正確に取得し、厚みを精密に制御するシートの製造方法を提供する。
【解決手段】厚み調整手段を備えたダイ4を用いて溶融材料を押出し、延伸を含む所定の加工によりシートを得るとともに、加工の完了後の厚み分布から算出した操作量に基づき厚み調整手段を操作してシート厚みを制御するシートの製造方法において、所定の加工の完了前に印付与手段12によりシートの複数の所定の幅方向位置に光または熱により印を付与し、加工完了後に検査器8bによりその印の跡を検出することにより、前記所定の加工の完了前後でのシートの幅方向位置の対応関係を決定し、決定した対応関係に基づいて厚み制御を行う。
(もっと読む)
41 - 60 / 312
[ Back to top ]