
Fターム[4F208AA03]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 樹脂材料等(主成形材料) (2,080) | ポリオレフィン (735)
Fターム[4F208AA03]の下位に属するFターム
ポリエチレン系 (326)
ポリプロピレン系 (273)
C4以上のポリマー系(←ノルボルネン、ブテン) (26)
Fターム[4F208AA03]に分類される特許
41 - 60 / 110
ブロー成形品およびその製造方法
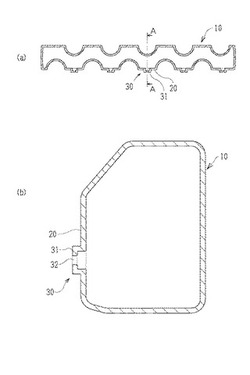
【課題】穴部周辺の壁面の平滑度を良好に保つブロー成形品およびその製造方法を提供する。
【解決手段】ブロー成形品である衝撃吸収体10は、凸部31を有する平面部20と、ブロー成形後の型内で刃付工具により、凸部31上の略中央に開けられる凸部31より小さな穴部30とを備える。穴部30は、凸凹がなく平滑な平面部20上に設けられ、平面部20から凸形状となるように設けられた凸部31を有する。穴部30には、凸部31上に凸部31の外周より小さい透孔32が設けられる。衝撃吸収体10は、樹脂をブロー成形して製造される。樹脂としては、例えばオレフィン系の樹脂が用いられる。
(もっと読む)
熱成型用のポリオレフィン系樹脂積層発泡シート及びそれを用いた熱成型物品

【課題】剛性や耐衝撃性などの物性が向上され、発泡層の表面の触感や外観も改良された、自動車用内外装材や部品材料を製造する方法を提供する。
【解決手段】(A)/(B)/(A)/(C)/(D)の層構成を有し、各層はそれぞれ以下の条件を満たし、共押出しにより積層成形された熱成型用の積層発泡シート。(A)無機系充填材と、ポリオレフィン系熱可塑性樹脂を含有する、ポリオレフィン系複合樹脂組成物層であり、複合樹脂組成物のMFRが0.2〜20g/10分である。(B)発泡剤を含有させて発泡させたポリオレフィン系樹脂層であって、発泡倍率が1.5〜6倍で、190℃におけるメルトストレングスが5g以上である。(C)10〜1,500μmの厚みを有す発泡エラストマー層であり、発泡倍率が1.2〜3倍であり、デュロ硬度Aが90以下である。(D)10〜500μmの厚みを有すエラストマー層であり、デュロ硬度Aが90以下である。
(もっと読む)
熱成型に使用されるポリオレフィン系樹脂積層発泡シート及びそれを使用した熱成型物品
【課題】剛性や耐衝撃性が向上し、発泡層の表面の触感や外観も改良された、自動車用内外装材に適した発泡シートの提供。
【解決手段】(C)/(A)/(B)/(A)の層構成を有し、各層は以下の条件を満たし、共押出しにより積層成形された熱成型用の積層発泡シート(A)無機系充填材を5〜55重量%、ポリオレフィン系熱可塑性樹脂を95〜45重量%含有する、ポリオレフィン系複合樹脂組成物層であり、該組成物のMFRが0.2〜20g/10分である(B)発泡剤を含有させて発泡させたポリオレフィン系樹脂層であって、発泡倍率が1.5〜6倍で、連続気泡率が30%以下である(C)10〜500μmの厚みを有す発泡エラストマー層であり、発泡倍率が1.2〜3倍であり、デュロ硬度Aが90以下であり、MFRが30g/10分以下である。
(もっと読む)
樹脂組成物、樹脂ワニス、複合材料及びその製造方法、プリプレグ並びに樹脂フィルム
【課題】アンカー効果に頼らずに金属層(金属膜)と樹脂基材等との接着性に優れ、表面が平滑な複合材料を得ることができる樹脂組成物を提供する。また、当該樹脂組成物を用いた樹脂ワニス、複合材料及びその製造方法、プリプレグ、樹脂フィルムを提供する。
【解決手段】少なくとも一部の表面を金属化する成形体に用いられ、加熱成形工程を経て成形される成形体用の樹脂組成物であって、(A)昇華性金属化合物と、(B)有機化合物とを含有し、(B)有機化合物が、熱硬化性樹脂及び熱可塑性樹脂から選ばれる少なくとも1種である樹脂組成物である。また、当該樹脂組成物を用いた樹脂ワニス、複合材料及びその製造方法、プリプレグ、樹脂フィルムである。
(もっと読む)
ポリマー組成物、ポリマー組成物から製造された物品及びポリマー組成物の成形方法
ポリマー組成物は、熱可塑性ポリマーと、成核剤、清澄剤及びこれらの組合せからなる群より選択されるポリマー添加剤と、フルオロポリマーとを含んでいる。成形品は、少なくとも1つの空洞を含んでいる。壁は、熱可塑性ポリマーと、成核剤、清澄剤及びこれらの組合せからなる群より選択されるポリマー添加剤と、フルオロポリマーと含んだポリマー組成物を含んでいる。ポリマー組成物の成形方法も提供される。 (もっと読む)
ポリオレフィン系樹脂積層発泡シートからなる熱成型用シート及びそれを使用した熱成型物品
【課題】ポリオレフィン系樹脂発泡材料を用いて、剛性や耐衝撃性などの物性が向上され、表面の触感や外観も改良された、自動車用内外装材や部品材料を生産性よく製造する。
【解決手段】(C)/(A)/(B)/(A)の層構成を有し、(A)と(B)と(C)はそれぞれ以下の条件を満たし、共押出しにより積層成形された熱成型用の積層発泡シート。(A)無機系充填材を5〜55重量%、ポリオレフィン系熱可塑性樹脂を95〜45重量%含有し、MFRが0.2〜20g/10分である複合樹脂組成物層。(B)発泡剤を含有させて発泡させたポリオレフィン系樹脂層であって、発泡倍率が1.5〜6倍、連続気泡率が30%以下、MFRが0.5〜10g/10分、190℃におけるメルトテンションが5以上である。(C)層の合計厚みに拘わらず、10〜500μmの厚みを有すエラストマー層であり、デュロ硬度が90以下、MFRが30g/10分以下である。
(もっと読む)
調整可能な触感を有する成形用変性ウレタン
【課題】低温エアバッグ試験において良好に機能し、望ましい触感を有するスラッシュ成形用高分子組成物を提供する。
【解決手段】高分子組成物であって:a)50〜99重量%のウレタンエラストマー;b)0.1〜15重量%のプロピレン共重合体;c)0.1〜25重量%のオレフィン変性された熱可塑性物質;及び、d)0.1〜30重量%のオレフィンブロック共重合体;を含み、スラッシュ成形可能であり、かつ、真空形成可能である高分子組成物。ブロック長さの分布が変動してもよいオレフィンブロック共重合体(OBC)を含む変性剤。OBCが組成物全体の0.1%〜30%の量で存在する。高分子組成物の触感が変性剤の量を調節することにより調整可能である。
(もっと読む)
発泡ブロー成形体及びその製造方法
【課題】均質な大きさの気泡セルを有し、軽量で、表面の平滑性が高い発泡ブロー成形体及びその製造方法を提供すること。
【解決手段】本発明は、発泡剤を混合させた熱可塑性樹脂をブロー成形することにより形成される壁部からなる発泡ブロー成形体1において、壁部が複数の気泡セルを複数含んだ独立気泡構造であり、壁部の発泡倍率が2.0倍以上であり、壁部の外側の面の中心線平均粗さRaが9.0μm未満であり、且つ壁部の厚み方向における気泡セルの気泡径の標準偏差が40μm未満である発泡ブロー成形体1である。
(もっと読む)
発泡壁を有する容器の外観を変化させる方法
容器の外観を変化させる方法を開示する。該方法は、壁部に非反応性ガスを閉じ込めたポリマー予備成形物を射出成形し、予備成形物をポリマー軟化温度より低い温度に冷却し、予備成形物をポリマー軟化温度よりも高い所定温度に再加熱し、再加熱した予備成形物をブロー成形して、微孔質発泡体セル中に非反応性ガスを含ませた微孔質発泡ポリマーから本質的になる容器を作製する工程を有する方法で、容器の外観は上記所定温度に応じて変わる。 (もっと読む)
パネル及びそのパネルの製造方法
【課題】内部が中空なパネル本体内に発泡用原料を注入し、その発泡用原料をパネル本体内で発泡させて成るパネルにおいて、パネル本体内の発泡体がパネル本体の内面に強固に接合されるようにして、パネルの剛性を高める。
【解決手段】パネル1は、内部が中空に形成されたパネル本体2と、該パネル本体2の内面に接合された不織布3と、該パネル本体2内に充填された樹脂製の発泡体4とを具備し、その不織布3のアンカー効果によって、発泡体4がパネル本体2の内面に強固に接合される。また、パネル本体2は、繊維によって強化された樹脂より成り、これによってパネル本体2の剛性と強度が高められる。
(もっと読む)
フォーム層を有する複合成形容器
複合成形プレフォーム及びこれから吹込成形された容器が開示され、複合成形プレフォーム及び複合成形容器は、外側発泡層を有する。 (もっと読む)
射出延伸ブロー成形物品およびそこで使用するためのポリマー
射出延伸ブロー成形(ISBM)物品およびそれを形成する方法がこの明細書では述べられている。このISBM物品は、一般に、少なくとも1つがゴムの性質を有する、2つ以上の識別できる相を有するコポリマーとして規定される、プロピレンをベースとする耐衝撃コポリマーを含む。エチレン−プロピレンゴムなどのゴム相が機械的ブレンド、共重合または他の方法によりポリマーマトリックスの中に組み込まれ得る。この明細書で述べられている物品および方法において有用な耐衝撃コポリマーは、プロピレンのコポリマーと、約1.0パーセントから約15.0パーセントの1つ以上のコモノマーを含むことができる。このコモノマーはエチレンである。一つの具体的な態様においては、飲料もしくは乳製品の容器として有用であることができる本発明の物品は、不透明もしくは半不透明であることができ、改善された耐衝撃性を示し、ならびに以前に可能であったものよりも高い生産速度で製造可能である。 (もっと読む)
インモールドラベル付き薄肉容器
【課題】 本発明は、薄肉のブロー成形容器におけるインモールドラベルの貼着による変形の発生、ラベルでの皺と浮きの発生を効果的に抑制し、ラベルを容器表面に強固に接着させることを課題とする。
【解決手段】 胴部の平均肉厚が0.1〜0.8mmの範囲の合成樹脂製の容器本体に、インモールド成形法により合成樹脂製の基材フィル層と、容器本体と同系統の合成樹脂製の接着層を積層したラベルを胴部に貼着した容器において、接着層をエンボス加工を施したものとし、ラベルの厚さを30〜80ミクロンの範囲とし、ラベルの弾性率を200〜1000MPaの範囲とし、[容器本体の弾性率]−[ラベルの弾性率]で算出される弾性率の差を−500MPa以上の範囲とする。
(もっと読む)
発泡ブロー成形品およびその製造方法
【課題】 成形品壁面の厚み方向における気泡径の標準偏差が40μm未満の均質な大きさの気泡セルを有し表面の平滑性が高い発泡ブロー成形品およびその製造方法を提供する。
【解決手段】 空調ダクト1は、発泡剤を混合させた熱可塑性樹脂をブロー成形することにより形成された発泡ブロー成形品である。発泡ブロー成形品を構成する壁面は複数の独立気泡構造の気泡セルを有する発泡状態であり、壁面の平均肉厚が3.5mm以下、発泡倍率が2.0倍以上でかつ、その外表面における中心線平均粗さRaが6.0μm未満である。壁面の厚み方向における気泡径の標準偏差は40μm未満である。
(もっと読む)
容器
【課題】ヘイズ、ガスバリア性が従来品と同等の機能を有し、かつスジの発生が抑制され、鮮明性に優れた容器を提供する。
【解決手段】熱可塑性樹脂からなる中空ボトルの外層表面に、下記の一般式(1)で表される1,2−ジオール構造単位を有するエチレン−酢酸ビニル共重合体ケン化物層を少なくとも1層有するフィルムが被覆密着してなる。
【化1】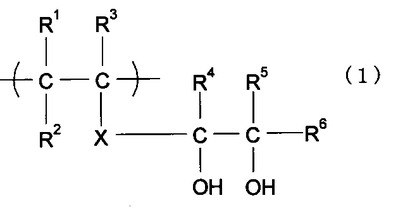
[一般式(1)において、R1、R2、及びR3はそれぞれ独立して水素原子または有機基を示し、Xは単結合または結合鎖を示し、R4、R5、及びR6はそれぞれ独立して水素原子または有機基を示す。]。
(もっと読む)
包装材料の絞り成形方法
【課題】 包装材料本体に割れの生じにくい包装材料の絞り成形方法を提供する。
【解決手段】 包装材料は、包装材料本体9と、本体9の片面に貼着された熱封緘層10とからなる。熱封緘層10は、酸変成ポリオレフィンフィルムで形成されている。熱封緘層10上には、スリップ層11が設けられている。スリップ層11は、酸変成ポリオレフィン粒子とスリップ剤とを含有するオルガノゾルが塗布されて形成されている。包装材料本体9の他面(熱封緘層10が設けられているのと反対面)には、滑り性の良好なフッ素系フィルム等が貼合されていても良い。この包装材料を絞り成形すると、熱封緘層10上にスリップ層11が設けられているので、絞り成形機の雌型乃至雄型と接触しても、良好に滑る。従って、包装材料自体に過大な応力が負荷されにくく、この応力が原因となって、包装材料自体に割れが生じるのを防止しうる。
(もっと読む)
形状保持性成形体の製造方法
【課題】 本発明は、成形体全体が容易に屈曲でき且つ屈曲後はその形状を保持でき機械的強度が優れたポリオレフィン系樹脂よりなる形状保持性成形体の製造方法を提供する。
【解決手段】 180度及び90度に折曲げて1分間保持した後解放し、解放後5分経過した時の折曲げ戻り角度θが共に20度以下である形状保持性を有する延伸ポリオレフィン系樹脂シートの少なくとも一面にホットメルト型接着剤層が積層されてなる積層シートを経糸及び緯糸として織成した織物をプレス成形することを特徴とする形状保持性成形体の製造方法。
(もっと読む)
繊維強化複合材及びその製造方法
【課題】従来の炭素繊維強化複合材に比べて、軽量で耐衝撃性に優れ、材料の飛散防止性能に優れた加工後の外観のよい繊維強化複合材及びその製造方法を提供する。
【解決手段】強化繊維が炭素繊維よりなる目付が50g/m2〜500g/m2の織物で、マトリックス樹脂が熱硬化性樹脂で、かつ樹脂の重量含有率が30%〜70%である繊維強化樹脂シートの片面に、熱可塑性樹脂の層が接合して積層されてなる繊維強化複合材であって、前記熱可塑性樹脂の層の内部に、繊度が800dtex〜20000dtexの高強度かつ高弾性率の有機繊維糸条よりなる編織物が配置されている。上記の繊維強化複合材は、繊維強化樹脂シートの少なくとも片面に、熱可塑性樹脂シート、編織物、熱可塑性樹脂シートをこの順で重畳し、得られた重畳物を前記熱可塑性樹脂の溶融温度未満の温度で加熱しながら真空成形することにより、成形品として得ることができる。
(もっと読む)
表皮付きプラスチック成形体並びにその製造方法及びその回収方法
【課題】使用時には接着性が優れると共に、十分にリサイクル可能な表皮付きプラスチック成形体並びにその製造方法、及びプラスチック成形体への繊維表皮材の残留を抑制し、繊維表皮材をプラスチック成形体から確実に剥離可能な表皮付きプラスチック成形体の回収方法を提供すること。
【解決手段】本発明は、プラスチック成形体10と、該プラスチック成形体10の一面に熱可塑性樹脂からなる接着剤層20を介して貼り付けられた繊維表皮材30と、を備えた表皮付きプラスチック成形体100であって、温度25℃における繊維表皮材30のプラスチック成形体10からの剥離強度が50N/25mm幅以上であり、かつ温度150℃における繊維表皮材30のプラスチック成形体10からの剥離強度が10N/25mm幅以下である表皮付きプラスチック成形体100である。
(もっと読む)
発泡成型品
【課題】容器強度、断熱性、軽量性、寸法安定性を改善した発泡成型品を提供する。
【解決手段】発泡倍率が1.1倍〜5倍、連続気泡率が15%以下にて発泡させて得られる発泡層(C層)の両面に、充填材3〜60重量%とポリオレフィン系樹脂97〜40重量%とからなる樹脂複合材料を成形して得られる複合材層(B層)がそれぞれ積層され、さらにその両面に、MFR(温度230℃、荷重21.18N)が1〜50g/10分のプロピレン系樹脂を主成分とする樹脂材料を成形して得られる非発泡層(A層)がそれぞれ積層された3種5層構造を有する発泡積層シートであって、発泡積層シート断面を占めるA層の比率が0.01〜15%、B層の比率が4.99〜80%、C層の比率が19.99〜95%であり、発泡積層シートの比重が0.1〜1.0g/cm3からなる発泡積層シートを、加熱半溶融後、両面真空成形法により付型することを特徴とする発泡成型品。
(もっと読む)
41 - 60 / 110
[ Back to top ]