
Fターム[4F208AC03]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 材料の状態、形態 (574) | シート状物 (539)
Fターム[4F208AC03]に分類される特許
141 - 160 / 539
ステアリングリム加飾装置及びステアリングリムの加飾方法
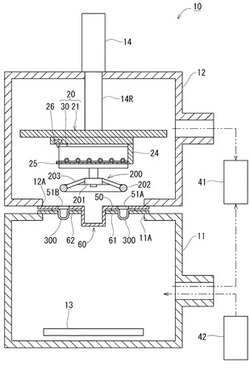
【課題】溝形加飾ピースを熱軟化させる際にリム部が受ける熱を抑制することが可能な防止することが可能なステアリングリム加飾装置及びステアリングリムの加飾方法を提供することを目的とする。
【解決手段】本発明のステアリングリム加飾装置10は、溝形加飾ピース300を、ステアリングホイール200のリム部202ではなく、加飾ピース保持蓋60にて保持する。ステアリングホイール200を保持したワーク収容器12の開口12Aを、溝形加飾ピース300を保持した加飾ピース保持蓋60によって閉塞して、溝形加飾ピース300を熱軟化させかつ溝形加飾ピース300内にリム部202の一部(上側円弧部202A及び下側円弧部202B)を挿入しかつワーク収容器12内を負圧状態にすると、ワーク収容器12の内外の圧力差により、溝形加飾ピース300がリム部202の一部に密着して加飾が行われる。
(もっと読む)
再利用材料からの完全に再利用可能な発泡ポリマーの製造

【課題】発泡ポリマー材料及び熱成形発泡ポリマー製品の製造のために、消費前及び消費後の再利用ポリマーを100%まで使用することを可能にする。
【解決手段】固体形態発泡方法118は、多種多様な用途に適する発泡ポリマー材料上に、制御可能な深さ及び結晶化度をもつ一体型の未発泡表皮層を任意に形成することを可能とする。この方法は材料の根本的な化学的性質を変化させないため、製造プロセスからのすべてのスクラップ126が添加剤を使用することなく再利用され、新しいポリマー材料116及び製品124が形成される。
(もっと読む)
積層体、及び真空成形又は真空圧空成形による積層体の製造方法
【課題】本発明は、溶剤系接着剤を使用する際の課題を解決し、樹脂または金属基材に、樹脂シート、布及び不織布などの加飾部材を効率良く、美しく接着した積層体を得ることを目的とし、また該積層体を得る方法を開発することを目的としている。
【解決手段】真空成形または真空圧空成形により、樹脂シート、布、不織布などの加飾部材と、樹脂基材または金属基材とを、変性ポリオレフィン樹脂を含む組成物を介して貼り合わせることを見出し、本発明を完成するに至った。
(もっと読む)
容器、及び容器の製造方法
【課題】強度、遮光性、及び保温性に優れると共に、容易に圧縮して体積を減ずることが出来て、リサイクル性に優れる容器、及び該容器の製造方法の提供。
【解決手段】結晶性を有するポリマーからなり、長尺状の空洞100をその長さ方向が第1の方向に配向した状態で内部に含有する結晶性高分子フィルム1を容器に巻回し、収縮させてなる容器であって、前記結晶性高分子フィルムにおける、前記空洞の配向方向に直交する断面において、前記空洞の中心から前記結晶性高分子フィルムの表面1aまでの距離が最も短い10個の前記空洞について、各中心から前記結晶性高分子フィルムの表面までの距離h(i)を算出し、算出された各前記距離h(i)の算術平均値h(avg)が、下記式(1)の関係を満たす容器である。h(avg)>T/100・・・(1)
(もっと読む)
ポリカーボネート樹脂成形体の製造方法、ポリカーボネート樹脂成形体、防眩製品および防護製品
【課題】 ポリカーボネート樹脂シートに保護フィルムを貼り合わせたままで熱曲げ成形しても良好な外観を有するポリカーボネート樹脂成形体の製造方法を提供すること。
【解決手段】 ポリカーボネート樹脂シートまたはポリカーボネート樹脂層を基材に形成した積層体の少なくとも片面に保護フィルムを貼り合わせる工程、
裁断または打ち抜きにより形状加工する工程、
加熱しながら曲げ加工する工程、を含むポリカーボネート樹脂成形体の製造方法で、
前記保護フィルムが、105℃以上130℃以下の融解ピーク(A)および160℃以上175℃未満の融解ピーク(B)の少なくとも2つの融解ピークを有し、これら融解ピークの面積比[(A)/(B)]が35/65以上80/20以下であるポリカーボネート樹脂成形体の製造方法。
(もっと読む)
樹脂成形部品及びその成形方法並びに車両用インストルメントパネル
【課題】インストルメントパネルの軽量化及び低コスト化を図る。
【解決手段】本発明の樹脂成形部品の成形方法は、それぞれ熱可塑性を有する樹脂製とされた第一シート材62及び第二シート材64を個別に加熱して軟化させる加熱工程と、第一シート材62及び第二シート材64を軟化させた状態で、第一シート材62のうちの一部に第二シート材64を重ね合わせて重ね合わせシート76を形成すると共に、真空成形用の成形機70に重ね合わせシート76をセットするシート材セット工程と、成形機70によって重ね合わせシート76を真空成形することにより、第一シート材62における第二シート材64と重ね合わされた部分以外の部分に一般ダクト部56(浅絞り部)を形成し、第一シート材62における第二シート材64と重ね合わされた部分にデフロスタノズル38の前側壁部48(深絞り部)を形成して、下側パネル26を得る成形工程と、を備えている。
(もっと読む)
型固定装置、熱成形装置、及び、型固定方法
【課題】熱成形用の型をベース体に固定し易くすることを課題とする。
【解決手段】樹脂成形材料S1を熱成形するための型40をベース体50に固定するにあたり、前記ベース体50に固定されるときに該ベース体50と接触する型側接触面41aを前記型40に設け、前記型40を固定するときに該型40と接触するベース側接触面50aを前記ベース体50に設け、前記ベース側接触面50aに負圧を作用させて該ベース側接触面50aに前記型側接触面41aを密着させることにより前記ベース体50に前記型40を固定する。
(もっと読む)
発泡成形体の製造方法
【課題】軽量でありながら、強度が優れる発泡成形体の製造方法を提供すること。
【解決手段】本発明は、発泡パリソンから発泡成形体40を製造する発泡成形体40の製造方法であって、発泡剤及び熱可塑性樹脂を含む混合樹脂を押出し発泡パリソンとする押出工程S1と、発泡パリソンの向かい合う内壁面同士を密着させ発泡パリソン積層体30とする密着工程S2と、該発泡パリソン積層体30を分割金型13で挟み込んで密閉し型締めする型締工程S3と、密着工程S2及び型締工程S3が施された後、分割金型13内の空気を吸引して減圧する吸引工程S4と、を備える発泡成形体40の製造方法に存する。
(もっと読む)
多層容器
【課題】食品容器において、酸素バリヤー性を向上させて食品保存性を確保出来るとともに、耐熱性及び高透明性を確保する。
【解決手段】A−PET層/機能性樹脂層/シーラント層からなる多層シートを加熱して一軸一次延伸後一次延伸多層積層シート7を一次熱固定する一次延伸熱固定工程と、該一次延伸熱固定工程で作製された一次延伸多層積層シート7を熱成形機の金型13.14で加熱成形し成形による二次延伸後同じ金型内で二次熱固定する二次延伸熱固定工程とを経て製造する。
(もっと読む)
繊維強化複合材料の製造方法
【課題】強化繊維と熱可塑性樹脂とからなる繊維強化複合材料成形板の賦形と打ち抜き、またはトリミングを1工程の型締めで可能とする繊維強化複合材料の製造方法を提供すること。
【解決手段】強化繊維と熱可塑性樹脂とからなる繊維強化複合材料成形板を、熱可塑性樹脂が結晶性の場合は融点以上の温度まで、非晶性の場合はガラス転移温度以上の温度まで予備加熱し、予備加熱温度よりも低い温度でありかつ結晶性樹脂の場合は融点以下、非晶性樹脂の場合はガラス転移温度以下の一定温度に保持された金型中で賦形し、金型中の切削機能部分にて打ち抜きまたはトリミングすることを特徴とする繊維強化複合材料の製造方法。
(もっと読む)
多層熱成形容器
【課題】 ポリプロピレン系シートを融点以下の温度で固相圧空成形することにより得られる、足部として作用する脚部が隙間なく強固に融着した多層熱成形容器を成形する。
【解決手段】 特定のエチレン−プロピレン共重合体を含むプロピレン系樹脂組成物からなるポリプロピレン系シートを、プラグアシスト成形に従った、融点以下の温度で固相圧空成形すると、シートの折り曲げにより形成される容器の脚部は、隙間なく強固に融着した状態になっている、脚部を有する容器が収得できる。
(もっと読む)
加飾フィルム、加飾フィルムの製造方法及び加飾成型品
【課題】クリヤー層の硬化性、特に表面硬化性に優れ、さらに加工性、外観に優れる加飾フィルムを提供する。
【解決手段】ポリグリコール酸シート層上に活性エネルギー線硬化性クリヤー塗膜層が積層されてなる加飾フィルム、ポリグリコール酸シート層上に活性エネルギー線硬化性クリヤー塗料組成物を塗布して活性エネルギー線硬化性クリヤー塗膜層を積層する工程を有する加飾フィルムの製造方法、及び該加飾フィルムを用いて成型物に加飾してなる加飾成型品。
(もっと読む)
成形方法
【課題】色および/または材質の異なる2枚の熱可塑性樹脂シート成形の際に生じるバリをリサイクルを可能とし、歩留まりの低下を抑制可能な成形方法を提供する。
【解決手段】色および/または材質の異なる2枚のシートを用いて中空体を成形方法であって、色および/または材質の異なる2つの熱可塑性樹脂製材料の溶融状態のシート状パリソンP離間した状態で、一対の分割金型のそれぞれのキャビティ116の周縁部に設けられる環状のピンチオフ部118にはみ出させる様に位置決めし、それぞれのシート状パリソンPを離間させる方向にキャビティ116まで移動させ、環状外枠部を有するキャビティ116とシート状パリソンPにより形成した密閉空間及び環状ピンチオフ部118の外側部分も含めシート状パリソンPを吸引賦形後に、一対の分割金型を型締めして、環状のピンチオフ部118同士を当接させる事により2つのシート状パリソンP同士を溶着する。
(もっと読む)
ポリスチレン系樹脂発泡成形品の製造方法、及び、ポリスチレン系樹脂発泡成形品
【課題】深い垂直壁を有する収納凹部を形成した青果用トレー等の成形品の製造方法を提供する。
【解決手段】ポリスチレン系樹脂(a)、密度0.87g/cm3以上、0.92g/cm3以下のポリエチレン系樹脂(b)及びスチレンと共役ジエンとの共重合体またはその水素添加物(c)を含む樹脂組成物(i)を押出し発泡させ、そのポリスチレン系樹脂発泡シートを成形加工するポリスチレン系樹脂発泡成形品の製造方法であって、スチレンと共役ジエンとの共重合体またはその水素添加物(c)としてデュロメータタイプA硬度の値HDAが90以下で、密度が0.03g/cm3以上、0.2g/cm3以下で、且つ1kgf荷重時の部分圧縮変位量が0.60mm以上となるポリスチレン系樹脂発泡シートを成形加工によって、シート平面方向に対する垂直壁の高さが25mm以上となる収納凹部10を形成したポリスチレン系樹脂発泡成形品を製造する。
(もっと読む)
樹脂成形品の成形方法
【課題】金型間に垂下状に配置される溶融状態の非晶性熱可塑性樹脂製シートと表皮材とを一体化して非晶性熱可塑性樹脂製シートのダウンロード現象に起因する偏肉、破れ等の発生および非晶性熱可塑性樹脂製シートと表皮材との貼合歪みの発生を確実に防止することができる樹脂成形品の成形方法を提供する。
【解決手段】Tダイ3から押し出した溶融状態の熱可塑性樹脂シート13および表皮材18を一対のローラ6,6間で挟圧して貼合一体化して金型7,8間に配置する。金型8のキャビティ9はシボ模様等の外観意匠性の高い転写面を有している。金型8のキャビティ面から真空吸引するとともに、金型7,8内に圧力流体を導入して樹脂成形品の表皮層の表面が外観の良好な樹脂成形品を成形する。
(もっと読む)
管状体により成形された立体構造物
【課題】 樹脂シートの片面または両面に、細くて高い針状突起が形成される立体構造物に関し、その針状突起の先端部を種々の形状を持たせた特異な性状を有する立体構造物に関する。
【解決手段】 樹脂シートの片面または両面に針状突起が形成される立体構造物において、その針状突起の先端が不連続にさらに変形されたものであり、さらに、その構造体が針状突起の内部の空洞に物体が充填されるようにするにより、特異な機能や構造を持たせた立体構造物に関する。
(もっと読む)
木質型を用いた成形品の製造方法
【課題】繰り返し使用でき、精密機械加工が可能で、製造原価が安価な真空成形に使用する木質型を用いた成形品の製造方法を提供する。
【解決手段】1)木質繊維材10の型材本体部11に、表側周縁に平面を維持した状態で、仕上げ代を残した窪み凹部19の粗彫りを行い、2)粗彫りの上に第1の熱硬化性樹脂を塗布して硬化させ、3)硬化させた粗彫りの表面の仕上げ加工彫りを行い、4)この表面に第2の熱硬化性樹脂を塗布して表面を硬化させ、5)底板部12の底部周囲に、周縁部21、22を形成してその内側に真空室23を形成すると共に、窪み凹部19と真空室23を貫通する複数の真空孔20を形成し、6)窪み凹部19に離型促進樹脂をコーティングして製造した木質型の上に加熱した平面状の熱可塑性樹脂シート33を配置し、真空室23内を減圧し、窪み凹部19に吸着させた後、熱可塑性樹脂シート33を木質型によって降温させて成形品を製造する。
(もっと読む)
シート成形品のアンダーカット部成形方法およびこれに用いる金型
【課題】O−PETシート等の延伸合成樹脂シートから容器を成形する場合に、アンダーカット部を精度よく形成することができる成形法を提供する。
【解決手段】軟化させた合成樹脂シートを雌型の上に配置し、該雌型に雄型を圧入するシート成形品の成形方法において、前記雌型は成形面の開口周縁に断面凹状のアンダーカット成形部が設けられる一方、前記雄型は前記アンダーカット成形部に対応して進退可能なスライド部が設けられ、当該雄型を前記雌型に圧入した状態で前記スライド部を前記アンダーカット成形部内に進出させて前記シート成形品の開口周縁にアンダーカット部を成形する。合成樹脂シートは延伸合成樹脂シート、特に1軸または2軸延伸性を有するPETシートであることが好ましい。
(もっと読む)
3次元形状形成装置
【課題】小数のアクチュエータで、高速に3次元形状を形成する装置を得ること。
【解決手段】互いに平行に並べられた多数のピンをそれぞれ軸方向にスライドさせることによって3次元形状を形成する3次元形状形成装置において、多数のピンに対して同時にスライド方向の力を加えるピン駆動手段と、複数のピンの動きを同時に制動する制動手段を複数の系統備え、1本のピンに対して2系統以上の制動手段を作用させ、作用する全ての系統の制動手段がオフであるピンのみスライドする様にした。
(もっと読む)
樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置
【課題】一対のローラーにより熱可塑性樹脂製シートの厚み調整をするに際し、成形効率を確保しつつローラーの外表面とシートの表面との間の滑りを防止する一方、二次成形に適した状態を保持しながら、シートのローラーの外表面による巻き付きを防止することが可能な樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置を提供する。
【解決手段】Tダイ28の押出スリット34から単位時間当たり所定押出量を間欠的に、かつ所定の厚みにて所定押出速度で下方に押し出された溶融状態のシートをそのシート温度より低い表面温度に設定され、外表面に凹凸状のシボを設けた一対のローラー30A,30Bで挟み込み、所定押出速度以上の速度で下方へ送り出し、シートと金型32A,32Bとの間に形成された密閉空間を減圧、および/または加圧によって金型形状に賦形する樹脂成形品の成形方法。
(もっと読む)
141 - 160 / 539
[ Back to top ]