
Fターム[4F208LA04]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形の区分 (2,436) | 二軸延伸ブロー成形 (552)
Fターム[4F208LA04]の下位に属するFターム
Fターム[4F208LA04]に分類される特許
161 - 180 / 509
延伸ブロー成形容器及びその成形方法。
【課題】 ボトル型容器の底壁の所定位置部分に意図的に薄肉部分が形成可能な延伸ブロー成形方法を課題し、容器の姿勢等を気遣うことなく最後まで内容液を使い切ることができる注出容器を提供することを目的とする。
【解決手段】 底壁の所定位置部分に肉厚が比較的厚肉若しくは薄肉の偏肉状態とした偏肉部を形成したプリフォームに、射出成形工程若しくは延伸ブロー工程に適した温度に調整する温度調整工程における、冷却若しくは加熱速度の違いを利用して偏肉部内に高温スポットを形成し、この高温スポットの偏延伸性を利用してこの高温スポットを比較的薄肉に延伸変形し、ボトル型容器の底壁の肉厚を所定位置部分に向けて収斂状に薄肉化することにより、底壁の内面を収斂状に下方に傾斜させて成形し、この所定位置部分近傍に、底壁の内面近傍に残留した内容液が収斂状に流動集積する集積スポットを形成する。
(もっと読む)
ポリエステル樹脂製容器のトリミング方法

【課題】ポリエステル樹脂製の容器について、容器の縁部に沿って余分な部分を切り離す際に、容器の側にバリを残すようなことなく、容易に切断できるようにする。
【解決手段】余分な部分と一体的に成形された容器1に対し、容器1の縁部に沿って余分な部分を切り離すようなポリエステル樹脂製容器のトリミング方法として、超音波を発振する超音波ホーン32の先端部32aと、受け部材31の先端部31aとの間に、容器1の縁部に沿った部分2を挟み込んで、加圧しながら超音波ホーン32を超音波振動させることにより、容器1の縁部に沿った部分2を切断する。
(もっと読む)
容器特にボトルをブロー成形するためのシステム
個々のパリソン3から樹脂容器2をブロー成形する設備は、複数の成形ユニット10を有する。各成形ユニット10は、少なくとも1つの容器2をブロー成形するための型11と、個々のパリソン3を軸方向に変形させるように駆動装置16の動作によって動く少なくとも1つの伸長ロッド14と、を有し、駆動装置16は、各成形ユニット10毎に、成形ユニット10の伸長ロッド14に接続された駆動モータ17を有する。 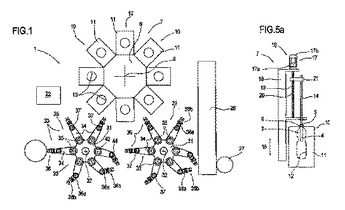 (もっと読む)
(もっと読む)
無菌容器の成形方法及び装置並びに無菌充填方法及び装置
【課題】インラインシステムにおいてボトル等の容器の殺菌処理を簡易に行う。
【解決手段】ボトル2のキャビティCを有する金型4内に加熱したプリフォーム1を装着し、過酸化水素の凝結ミスト又はガスと一次ブロー用エアとを混ぜた混合気Mをプリフォーム内に吹き込むことによってキャビティ内でプリフォームを中間成形品1aまで膨張させると同時に中間成形品内を殺菌し、次いで、二次ブロー用エアNを上記中間成形品内に吹き込むことによってキャビティ内で中間成形品をボトルまで膨張させると同時にボトル内の過酸化水素を除去する成形方法である。ボトルの殺菌と成形を同時に進めることができるので、殺菌処理を簡易に行うことができる。
(もっと読む)
プリフォーム口栓部結晶化装置に用いるプリフォームホルダー及びプリフォーム口栓部結晶化装置のコア打ち込み機構
【課題】プリフォームの口栓部をサポートリングが露出した状態で結晶化できるプリフォーム口栓部結晶化装置に用いるプリフォームホルダーを提供する。
【解決手段】上部が開口し、底部でプリフォームPを支持する円筒体の外ホルダー10と、両端が開口する円筒体の内ホルダー20とからなり、外ホルダー10は内周に内ホルダー20の下端を係止する係止手段13が形成され、内ホルダー20は上端にプリフォームPのサポートリングSRより拡径の鍔部21が形成され、外ホルダー10に挿入されると上部が外ホルダー10の上端より上方向に突出するように形成され、プリフォームPを保持した際、鍔部21の上面とサポートリングSRの下面との間に一定の間隙が形成されるプリフォーム口栓部結晶化装置に用いるプリフォームホルダー30。
(もっと読む)
ポリエチレンテレフタレートボトル
【課題】固相重合による固有粘度が上昇したポリエステル樹脂をそのまま用いて、底部を含めて薄肉化可能で、バランスのよい肉厚分布を有し、軸方向荷重に対して高い圧縮強度に有するポリエチレンテレフタレートボトルを提供することである。
【解決手段】エチレンテレフタレート単位を主体とし、固有粘度が0.80乃至1.0dL/gの範囲にあるポリエチレンテレフタレートを二軸延伸ブロー成形して成るボトルであって、下記式
P=(W1/S1)/(W2/S2)
式中、W1は胴部の重量、S1は胴部の表面積、W2は底部の重量、S2は底部の表面積である、で表わされる、胴部の単位表面積当りの重量と底部の単位表面積当りの重量の比Pが0.45乃至0.85の範囲にあることを特徴とする。
(もっと読む)
部分発泡共射出成形体の製造方法及び部分発泡共射出成形体
【課題】微細かつ均一な大きさの発泡セルが分布している発泡樹脂層と共に、発泡セルが分布していない非発泡樹脂層とを有する多層構造を有しており、しかも非発泡樹脂層の厚み等の制限がなく、設計の自由度の高い部分発泡成形体を製造する方法を提供する。
【解決手段】発泡剤が溶解した発泡性樹脂と発泡剤が溶解していない非発泡性樹脂とを用意する工程;前記発泡性樹脂及び非発泡性樹脂を、少なくとも発泡性樹脂については、保圧をかけて発泡を抑制しながら、逐次または同時射出して冷却固化することにより、発泡性樹脂層と非発泡性樹脂層とを有する多層一次成形体を成形する共射出工程;前記多層一次成形体を加熱して発泡性樹脂を発泡させることにより、発泡性樹脂層を発泡樹脂層とする発泡工程;を含む。
(もっと読む)
合成樹脂製ブローボトルの成形方法
【課題】内容物の充填空間に狭窄部を有する品質の高い合成樹脂製ブローボトルを効率よく成形できる方法を提案する。
【解決手段】ブロー金型7の内側にプリフォームPを配置するとともに狭窄部形成用の中子7aを該プリフォームPに近接せしめ、その状態を保持しつつ延伸ロッド8による該プリフォームPの延伸加工と該プリフォームP内へエアーを吹き込む一次ブロー成形を行い、次いで、一次ブロー成形と同じ圧力の下で一次ブロー成形によって得られた成形体に対してエアーを吹き込んで最終形状に仕上げる二次ブロー成形を行うことによって胴体部分3を少なくとも上下に二分して内容物の充填空間に狭窄部を形成した合成樹脂製ブローボトルを成形するに当たり、一次ブロー成形の際のエアーの吹き込み流量を、二次ブロー成形の際のエアーの吹き込み流量よりも小さく設定する。
(もっと読む)
カテーテル用複合バルーン及びその製造方法
【課題】 バルーンの高強度化と拡張時の寸法安定性を維持しつつ柔軟性や通過性に優れたバルーンを提供すること。
【解決手段】 少なくとも1つの外層を形成する材質が基材層を形成する材質よりも融点が低い樹脂によって構成されたバルーン全体を、ファイバーで編組またはコイル状に覆い、そのファイバーをバルーン表面に固着または一体化させること。ファイバーで編組またはコイル状に覆われたバルーン全体を加熱することで、基材層を形成する材質よりも融点が低い樹脂によって形成される外層が溶融し、ファイバーとバルーン表面が固着または一体化される。こうしてできる複合バルーンは、ファイバーとバルーン表面を固着または一体化する際に接着剤を使用する必要がないため、バルーンの膜厚を薄肉化することが可能となる。
(もっと読む)
発泡プラスチック成形体及びその製造方法
【課題】延伸部位での発泡が制御され、意匠性の高い発泡プラスチック成形体及びその製造法を提供する。
【解決手段】少なくとも一部が延伸成形されたプラスチック成形体において、上記延伸成形されている部分には、面方向でみて発泡セルが形成されている発泡領域Xと発泡セルが形成されていない非発泡領域Yとを有している。
(もっと読む)
延伸発泡成形体の製造方法及び該方法により製造される延伸発泡容器
【課題】微細かつ均一な大きさの発泡セルが分布している延伸発泡成形体を製造することが可能な方法を提供する。
【解決手段】ガスが含浸された樹脂成形体を加熱発泡する工程;加熱発泡後に、前記樹脂成形体を冷却固化し、さらに該樹脂成形体に残存しているガスを放出する工程;及び残存するガスが放出された前記樹脂成形体を、加熱延伸する工程;からなることを特徴とする。
(もっと読む)
方法および装置
装置は、物体(P)を処理するように構成された第1作動機械(208;203;303)と、前記第1作動機械(208;203;303)の下流側に定置され、前記物体(P)をさらに処理するように構成された第2作動機械(207;208;306)と、前記第1作動機械(208;203;303)と前記第2作動機械(207;208;306)との間に置かれ、前記物体(P)を受け入れるように構成された集積手段(252;262)と、前記集積手段(252;262)内に収容された前記物体(P)の量を示すパラメータを検出すると共に、前記パラメータに基づいて前記第2作動機械(207;208)の作動を調整する制御手段(257;267)とを備えている。方法は、ペースト状態のプラスチックを定量供給することと、前記プラスチックを圧縮成型してプリフォームを得ることと、前記プリフォームをブローして容器を得ることと、前記容器に製品を充填することとを備え、前記定量供給中に前記プラスチックが供給温度(T1)を有し、前記ブロー中に前記プラスチックがブロー温度(T2)を有し、前記充填中に前記プラスチックが充填温度(T3)を有すると共に、前記供給温度(T1)は前記ブロー温度(T2)よりも高く、前記ブロー温度(T2)は前記充填温度(T3)よりも高い。 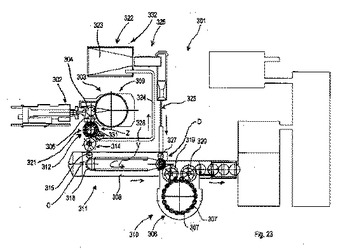 (もっと読む)
(もっと読む)
容器
【課題】ヘイズ、ガスバリア性が従来品と同等の機能を有し、かつスジの発生が抑制され、鮮明性に優れた容器を提供する。
【解決手段】熱可塑性樹脂からなる中空ボトルの外層表面に、下記の一般式(1)で表される1,2−ジオール構造単位を有するエチレン−酢酸ビニル共重合体ケン化物層を少なくとも1層有するフィルムが被覆密着してなる。
【化1】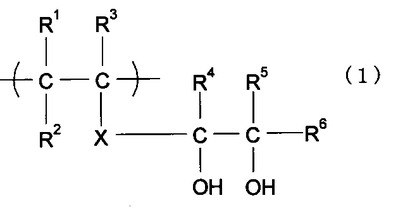
[一般式(1)において、R1、R2、及びR3はそれぞれ独立して水素原子または有機基を示し、Xは単結合または結合鎖を示し、R4、R5、及びR6はそれぞれ独立して水素原子または有機基を示す。]。
(もっと読む)
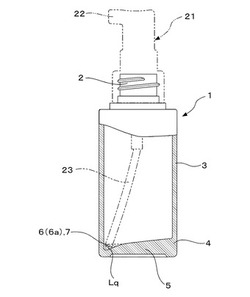
上隅部に口部を有する容器の延伸ブロー用金型装置
【課題】上隅部に口部を有する容器を、真っすぐなプリフォームを垂直に保持した状態で斜めに延伸してブロー成形できる金型装置を提供する。
【解決手段】キャビティの中心線A−Aに対して成形面を傾斜形成し、プリフォームの挿入穴を中心線A−A上に設けたブロー金型と、射出成形したプリフォームを挿入穴からキャビティの中心線上に垂直に保持するネック型と、先端部をネック型との嵌合段部に形成したブローコアと、ブローコアに斜めに挿通した延伸ロッドとからなる。ブローコア内にガイド孔をキャビティの傾斜成形面と同方向に斜設したガイドブッシュを、ブッシュ周囲と先端とにエア通路となる間隙を空けて同心円に嵌装する。ガイドブッシュに延伸ロッドを挿通して押圧端子を取付けたロッド先端をプリフォーム内底面の偏心部位に臨ませる。
(もっと読む)
合成樹脂製ブローボトル及びその製造方法
【課題】ブロー成形と同時に狭窄域を形成できるボトル及びその製造方法を提案する。
【解決手段】内容物を排出する口部1を有し、この口部1の下端につながる頚部2を経て肩部3、胴部4、底部5を一体的に形成した合成樹脂製ブローボトルにおいて、前記胴部4に、ブロー成形の前断階にて装着され、ブロー成形に際して延伸倍率を異ならせるか若しくは延伸を抑制することにより狭窄域6を形成するフィルム7を配設する。
(もっと読む)
合成樹脂製ブロー容器
【課題】内容物の残存量に応じて容器を保持する部分を変更できる使い勝手のよい合成樹脂製ブロー容器を提案する。
【解決手段】内容物を排出する口部1を有し、この口部1の下端につながる頚部2を経て肩部3、胴部4、底部5を一体的に形成した合成樹脂製ブロー容器において、前記胴部4の上半分もしくは前記肩部3を含む胴部4の上半分の領域に凹所6を形成し、この凹所6に容器の胴部4に一体的に連結する容器保持用の把手7を設ける。そして、胴部4の下半分の領域には、胴部4の対向側壁にそれぞれ形成された指掛け凹部8a、8bとこの指掛け凹部8a、8bを相互につなぐ胴部周壁8cからなる容器保持用のグリップ8を設ける。
(もっと読む)
加温ボトルの製造方法、ボトル製品の製造方法、および加温ボトル
【課題】耐熱性を有し、高品質であるとともに、生産コストを低減することが可能な加温ボトルの製造方法、ボトル製品の製造方法、および加温ボトルを提供する。
【解決手段】まずポリエチレンテレフタレート層12aを含むプリフォーム10を準備する。次にこのプリフォーム10を加熱し、次いで加熱されたプリフォーム10をブロー成形金型54aを用いてブロー成形する。この場合、プリフォーム10の加熱温度を105℃乃至125℃とし、ブロー成形金型54aの温度をポリエチレンテレフタレートのガラス転移温度より10℃以上低くする。これにより耐熱性のある加温ボトル20を得ることができる。
(もっと読む)
ホット充填用ボトルの製造方法、ボトル製品の製造方法、およびホット充填用ボトル
【課題】85℃乃至90℃のホット充填(高温充填)に耐えうる耐熱性を有するホット充填用ボトルの製造方法、ボトル製品の製造方法、およびホット充填用ボトルを提供する。
【解決手段】まずポリエチレンテレフタレート層12aを含むプリフォーム10を準備する。次にこのプリフォーム10を加熱し、次いで加熱されたプリフォーム10をブロー成形金型54aを用いてブロー成形する。この場合、プリフォーム10の加熱温度を115℃乃至140℃とし、ブロー成形金型54aの温度をポリエチレンテレフタレートのガラス転移温度より10℃以上低くする。これにより85℃乃至90℃のホット充填(高温充填)に耐えうるホット充填用ボトル20を得ることができる。
(もっと読む)
ブロー成形容器およびブロー成形容器の製造方法
【課題】白化、加熱しわ等の不具合がなく、品質が良好なブロー成形容器を製造することが可能なブロー成形容器の製造方法およびこのような方法により製造されたブロー成形容器を提供する。
【解決手段】射出成形機33を用いてPLA製のプリフォーム10を作製し、このPLA製のプリフォーム10を加熱装置34で加熱する。次に加熱されたPLA製のプリフォーム10をブロー成形機36によってブロー成形し、ブロー成形容器20を作製する。ブロー成形時のプリフォーム10の加熱温度を79℃乃至84℃の範囲とし、ブロー成形されるプリフォーム10の高さh1と、ブロー成形により作製されるブロー成形容器20の高さh2との関係を、h2<3×h1とした。
(もっと読む)
プリフォームおよび容器
【課題】製造工程における搬送中に落下することがなく、かつ開栓後にリングが口部から脱落しにくいプリフォームを提供する。
【解決手段】プリフォーム10は、口部11と、プリフォーム本体12と、口部11とプリフォーム本体12との間に形成されたフランジ部13とを有している。口部11外周にキャップ20内面の雌ねじ部25に係合する雄ねじ部14が形成されている。口部11外周のうち雄ねじ部14とフランジ部13との間の位置に、キャップ20のリング22内面の突起部28に円周方向に係合してリング22をキャップ本体21から破断させるラチェット爪15が円周方向に所定間隔をおいて複数設けられている。口部11外周のうちラチェット爪15とフランジ部13との間に、口部11全周にわたってラチェット爪15間の領域より内方へ引込む円周溝部17が設けられている。
(もっと読む)
161 - 180 / 509
[ Back to top ]