
Fターム[4F208LA04]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形の区分 (2,436) | 二軸延伸ブロー成形 (552)
Fターム[4F208LA04]の下位に属するFターム
Fターム[4F208LA04]に分類される特許
81 - 100 / 509
ブロー成形用金型
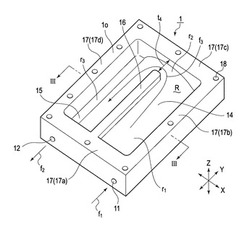
【課題】ブロー成形用金型について、(i)金型の構造を簡素化し(設計期間・作製期間の短縮)、(ii)メンテナンス性を向上し(特に冷却水路の詰まりに対する作業の軽減)、(iii)従来のものからの軽量化を実現し、(iv)成形品の品質を維持して、しかもできるだけ割り線を転写させない金型を提供する。
【手段】複数の金型部材1を組み合わせることで内部にできる空洞の形状に沿った成形体を得るブロー成形用金型10であって、前記金型部材1の外面は、凸形状の隆起部14と、該隆起部の最も高さのある部分もしくはその近傍に設けられた仕切り壁16と、前記隆起部を包囲するよう該金型部材外面の周縁に設けられた包囲壁17とを有し、前記包囲壁17の所定の面部分には該包囲壁を貫通する媒体流入口11と媒体流出口12とが前記仕切り壁16を隔てて左右両側に設けられているブロー成形用金型。
(もっと読む)
二軸延伸中空容器
【課題】ガスバリア性に優れ、かつ透明性を改善したポリエステル系樹脂組成物からなる二軸延伸中空容器を提供する。
【解決手段】スルホン酸金属塩基を有し、主として芳香族ジカルボン酸単位と脂肪族ジオール単位からなる共重合ポリエステル樹脂(A)と、メタキシリレンジアミン単位を70モル%以上含むジアミン単位と、炭素数4〜20のα,ω−直鎖脂肪族ジカルボン酸単位を70モル%以上含むジカルボン酸単位からなるポリアミド樹脂(B)からなるポリエステル樹脂組成物(C)を成形した二軸延伸中空容器。
(もっと読む)
伸縮性筒状部分を備えた容器蓋の製造方法および製造装置

【課題】電子レンジ調理用容器の容器蓋の一部分に伸縮性筒状部を一体成形するのに適した容器蓋の製造方法を提案すること。
【解決手段】伸縮性筒状部分9となる筒状部分47以外の部位が最終成形品の容器蓋3と同一形状の一次成形品40を熱可塑性樹脂から成形する。容器蓋3の部位としてそのまま残る一次成形品40における蓋天板部41、口部フランジ43を、両側から機械的に挟むと共に両側から熱的に遮断した熱変形防止状態にし、この状態で筒状部分47のみを加熱する。加熱後の筒状部分47を二軸方向に延伸して蛇腹状の伸縮性筒状部分9を成形する。熱変形、熱劣化を引き起こすことなく伸縮性筒状部分9が一体形成された容器蓋3を得ることができる。
(もっと読む)
内部に空洞を含有する成形体、及びその製造方法
【課題】成形維持性、及び断熱性に優れ、高輝度であり、均一な光輝面が形成されている内部に空洞を含有する成形体及びその製造方法の提供。
【解決手段】パリソンを成形し、成形体を製造する成形工程を含み、前記成形工程が、加熱したパリソンを延伸する延伸処理と、前記延伸したパリソンをブローするブロー処理とを含み、前記パリソンが、開口部と、底とを有し、かつ、ネック起点部を設けた内部に空洞を含有する成形体の製造方法。延伸処理における延伸が、ネッキング延伸である態様、などが好ましい。
(もっと読む)
容器、及び容器の製造方法
【課題】強度、遮光性、及び保温性に優れると共に、容易に圧縮廃棄でき、リサイクル性に優れる容器、及び該容器の製造方法の提供。
【解決手段】結晶性を有するポリマーからなり、長尺状の空洞をその長さ方向が第1の方向に配向した状態で内部に含有する結晶性高分子フィルムを容器に巻回してなる容器であって、前記結晶性高分子フィルムにおける、前記空洞の配向方向に直交する断面において、前記空洞の中心から前記結晶性高分子フィルムの表面までの距離が最も短い10個の前記空洞について、各中心から前記結晶性高分子フィルムの表面までの距離h(i)を算出し、算出された各前記距離h(i)の算術平均値h(avg)が、下記式(1)の関係を満たす容器である。
h(avg)>T/100 ・・・(1)
(もっと読む)
合成樹脂製容器の製造方法、並びにプリフォーム、インサート部材及び合成樹脂製容器
【課題】成形型の一部をなす型部材でプリフォームの口部が保護された状態のまま、当該プリフォームを延伸ブロー成形するにあたり、当該型部材を割型とせずに、簡易な構造の型部材によってプリフォームの口部を保護しつつ、その後の工程に移送することができるようにする。
【解決手段】プリフォームPの口部P1に形成されるネジ山P4の延在方向に沿ってアンダーカットとなる部分が形成されないように、ネジ山P4の下方端部側がプリフォームPの軸方向に直交する水平面と平行な端面で途切れた形状とし、このネジ山P4が形成された口部P1から螺脱できるようにしたインサート部材23を有するプリフォーム成形型PMによりプリフォームPを成形し、成形されたプリフォームPからインサート部材23を取り外すことなく、当該プリフォームを移送してブロー成形に処することで所定の容器形状に成形した後に、インサート部材23を螺脱する。
(もっと読む)
賦形性に優れたポリエステル樹脂製容器及びその製造方法
【課題】胴部に凹部を備えた形状が再現性よく賦形されており、外観特性に優れたポリエステル製樹脂容器を提供することである。
【解決手段】容器胴部23に内方に窪んだ凹部25が形成されており、該凹部25の最深部の深さDmax及び該凹部の深さ方向と直交する容器胴部の最大幅Wmaxの比Dmax/Wmaxが、0.20乃至0.70であり、且つ前記凹部の結晶化度が20乃至40%の範囲であることを特徴とする。
(もっと読む)
成形歪が抑制されたポリエステル樹脂製容器及びその製造方法
【課題】延伸倍率が高い場合にも賦形性に優れ、過剰延伸による白化が起きることなく、優れた耐熱性を有するポリエステル樹脂製容器を提供することである。
【解決手段】少なくとも、口部、胴部及び底部を有するポリエステル樹脂製容器であって、前記胴部の最大幅を有する位置において、結晶化度が28乃至42%の範囲にあり且つTMA測定による熱収縮が50μm未満であることを特徴とする。
(もっと読む)
多層構造体、延伸多層構造体、多層中空容器および製造方法
【課題】延伸性および外観に優れたガスバリア性成形体を提供する。
【解決手段】下記の一般式(1)で表される1,2−ジオール構造単位を有するエチレン−ビニルエステル系共重合体ケン化物(A)層とアミド化合物を含有するポリオレフィン系樹脂(B)層を有し、(A)層の少なくとも片面に(B)層を設けてなる多層構造体および延伸多層構造体を用いる。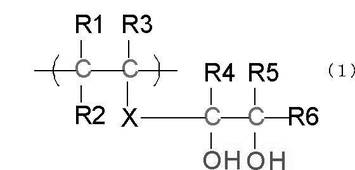
[一般式(1)において、R1、R2、及びR3はそれぞれ独立して水素原子または有機基を示し、Xは単結合または結合鎖を示し、R4、R5、及びR6はそれぞれ独立して水素原子または有機基を示す。]
(もっと読む)
補強要素を備えるプリフォーム及び容器
本発明は、少なくとも一つの細長い補強要素210を備え、射出成形により得られる容器300の為のプラスチック製プリフォーム200に関する。本発明は、そのようなプリフォーム200から吹き出し成形され、少なくとも一つの補強要素320を備え、連続したスムーズな外部表面310bを有する容器300に更に関する。 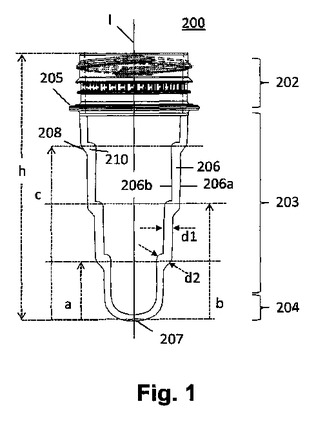 (もっと読む)
(もっと読む)
偏平容器のブロー成形方法
【課題】一般的な形状のプリフォームを用いて吊具が一体成形された均一な肉厚の偏平容器を製造可能な吊具付きの偏平容器のブロー成形方法を提案すること。
【解決手段】試験管状の一般的なプリフォーム11を型開き状態にある左右のブロー成形用割型31、32にセットして型締めを行う前に、吊具成形用割型33、34を降下させてプリフォーム11の底部14を両側から挟持して引き上げて、プリフォーム11を延伸させる。延伸後にブロー成形用割型31、32の型締め動作を行いながら、プリフォーム11に低圧ブローエアーを導入してフリーブローを行う。フリーブローされたプリフォーム11をブロー成形用割型31、32で偏平形状となるように押圧し、型締後に高圧ブローエアーを導入して偏平容器に成形すると同時に吊具成形用割型33、34を最終型締して吊具4を偏平容器の底部にプレス成形する。
(もっと読む)
ブロー成形システムのバルブ・ブロック・アセンブリ
本発明によって、ブロー成形システム用のバルブ・ブロック・アセンブリ(300)が提供される。バルブ・ブロック・アセンブリ(300)が、バルブ・ブロック・ハウジング(301)と、該バルブ・ブロック・ハウジング(301)に形成された引き伸ばし棒穴(304)において長手軸(324)に沿って可動である引き伸ばし棒(303)とを備えている。さらにバルブ・ブロック・アセンブリ(300)は、前記バルブ・ブロック・ハウジング(301)に組み合わせられ、前記引き伸ばし棒(303)から離れて位置している1つ以上のバルブ(302a)を備える。前記1つ以上のバルブ(302a)の各々が、前記引き伸ばし棒(303)の長手軸(324)に略平行な長手軸(325)を有するバルブピストン(323)を備える。  (もっと読む)
(もっと読む)
ブロー成形用バルブブロックのブロー成形用バルブ
本発明では、ブロー成形用バルブ(400)が提供される。ブロー成形用バルブ(400)は、制御圧力チャンバ(408)と、プロセスガスチャンバ(450)と、ピストン穴(413)とを備えるブロー成形用バルブブロック(401)の内部に配置されるように構成されている。ブロー成形用バルブ(400)は、制御圧力チャンバ(408)及びピストン穴(413)の一部分において可動である制御ピストン(402)を備え、制御ピストン(402)が、制御圧力の供給に流体連通している。ダイアフラム(405)が設けられ、プロセスガスチャンバ(450)と制御ピストン(402)との間に流体を漏らさない障壁をもたらすように、プロセスガスチャンバ(450)と制御ピストン(402)との間に配置される。  (もっと読む)
(もっと読む)
延伸ブロー成形された容器および方法
容器を作るための方法が開示されている。1つの実施例において、この方法は、プリフォームを用意(提供)するステップ、プリフォームの少なくとも一部に熱あるいはエネルギーを加えないし供給してこの部分の温度を上昇させてプリフォームの内面を加熱するステップ、およびプリフォームにエアフローを供給するステップを含んでいる。1つの実施例において、加熱されたプリフォームの一部における内面と外面との間の温度差を約20°F以内に維持するためのエアフローは少なくとも約2,200フィート/分である。プリフォームは次いでブロー成形され容器が形成される。本願発明の実施例では、ポリプロピレン製容器の高速製造のために、ポリプロピレン製のプリフォームが射出遠心ブロー成形(ISBM)技術と関連付けて使用される。  (もっと読む)
(もっと読む)
プリフォームの排出装置
【課題】プリフォームを搬送系路から排出する際にプリフォームに下向きの外力を加えて迅速に排出することができるとともに、外力を受けて落下したプリフォームが排出用シュートから飛び出すことなくスムーズに滑落させることができるプリフォームの排出装置を提供する。
【解決手段】搬送装置からプリフォーム1を排出するための排出位置に設置され、プリフォームに下向きの外力を加えてプリフォーム1を強制的に落下させる外力付与手段25と、排出位置に設置され、落下するプリフォーム1を受けて排出する排出用シュート30とを備え、排出用シュート30は、水平面に対して所定の角度だけ傾斜して配置された案内板31と、案内板31の上面に多数の樹脂製線材33を重ね合わせて敷き詰めるとともにこれら樹脂製線材33の上端部を束ねた樹脂製線材束からなる衝撃吸収部材34とからなる。
(もっと読む)
滅菌容器を延伸ブロー成形またはブロー成形して充填するための方法および装置
【課題】ブローモジュールを含む容器処理装置内で予備成形体の滅菌容器をブロー成形して充填するための新規な方法を提供すること。
【解決手段】本発明によれば、予備成形体(P)が加熱装置(H)から輸送装置(3)を介してブロー金型へ移送され、容器(T)が充填機へ輸送されて充填され、予備成形体(P)および容器(T)にそれぞれ滅菌処理が行なわれ、加熱装置(H)とブローモジュール(B)との間で予備成形体(P)に主滅菌処理が行なわれ、充填機(F)へ向かう輸送経路で容器(T)に後段滅菌処理のみが行なわれる。この方法を行なうのに適した装置は、加熱装置(H)とブローモジュール(B)との間に主滅菌モジュール(HS)を備えるとともに、ブローモジュール(B)と充填機(F)との間に後段滅菌モジュール(NS)を備える。
(もっと読む)
生体吸収性ステントの結晶モルフォロジの制御
ステントの製造において、望ましい又は最適なモルフォロジ(結晶形態)と機械的特性とを有するポリマーチューブを拡張する方法、並びに拡張されたポリマーチューブにより製造されるステントの製造方法が開示される。 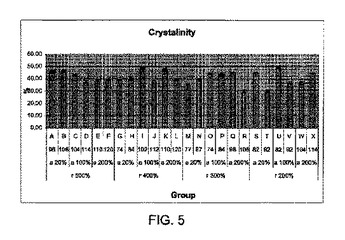 (もっと読む)
(もっと読む)
プラスチック予備成形品を容器に変形させる装置およびその方法
【課題】ブロー成形機の洗浄を単純化し、自動化されたブロー金型の洗浄方法を提供する。
【解決手段】内部でプラスチック予備成形品を容器に変形させることが可能であるキャビティを形成する少なくとも1つのブロー金型2と、前記プラスチック予備成形品に媒体を加えて、前記キャビティを区切る前記ブロー金型2の内壁8に対して前記プラスチック予備成形品を伸張させる加圧デバイス(ブローノズル)と、前記プラスチック予備成形品をその長手方向に延伸させる延伸ロッド12と、前記ブロー金型2の領域を洗浄する洗浄デバイスとを備え、該洗浄デバイスは前記ブロー金型2を洗浄する洗浄媒体の吐出口14を少なくとも1つ備え、該吐出口14は少なくとも一時的にブロー金型中に配置されて、金型を洗浄する。
(もっと読む)
容器を取得するために、プラスチック素材のパリソンにブローおよび延伸処理を行う装置
【課題】容器を成形するために、プラスチック素材のパリソンにブローおよび延伸処理をする装置を提供する。
【解決手段】容器を成形するために、プラスチック素材のパリソン(3)にブローおよび延伸処理をする装置(1)であって、
パリソン(3)の挿入口(3a)に適合する第一端部(4a)を有し、前記第一端部(4a)はパリソン(3)にブロー処置がなされるコンタミネーションが制御された環境空間(5)内に配置されている、ブローノズル(4)と、
延伸ロッド(2)と、
パリソン(3)内に中および高圧のエアーを注入する手段と、
ブローノズル(4)の第二端部(4b)に固定され、延伸ロッド(2)の少なくとも一部を収容するチャンバー(8)を規定する非磁性物質からなるチューブ状のケース(7)であって、前記チャンバー(8)は汚染領域(22)から密閉されているため延伸ロッド(2)全体が汚染領域(22)と接触しない、前記チューブ状のケース(7)と、
互いに結合している第一マグネット配列(9)および第二マグネット配列(10)であって、前記第一マグネット配列(9)はチャンバー(8)外に配置され、前記第二マグネット配列(10)は延伸ロッド(2)と一体化し、チャンバー(8)内に配置されている、前記第一マグネット配列(9)および前記第二マグネット配列(10)と、
を有する装置(1)を提供する。
(もっと読む)
一体成形ハンドルを有する延伸吹込成形容器を作製するためのプロセス
本発明は、一体ハンドルを有する容器を作製するためのプロセスであって、
a)成形キャビティ(2)内に予備成形物(1)を提供する工程と、
b)予備成形物(1)を延伸吹込成形して、中間容器(3)を形成する工程と、
c)内向きに移動する1つ以上のプラグ(5)を適用して、1つ以上の凹状の把持領域を、中間容器(3)内の圧力を0.1MPa(1bar)超に維持している間に、且つ、中間容器の把持領域内の材料の温度がガラス転移温度Tg未満の温度である間に、形成する工程と、
d)好ましくはプラグ(5)を容器内から抜去する前に、容器内の過剰圧力を解放する工程と、
e)成形キャビティ(2、4)から完成容器(6)を取り出す工程と、を含む、プロセスに関する。 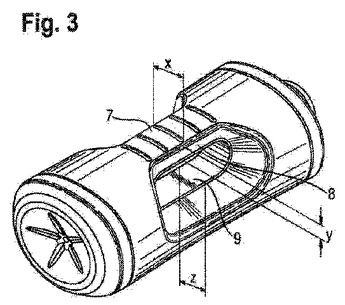 (もっと読む)
(もっと読む)
81 - 100 / 509
[ Back to top ]