
Fターム[4F208LA04]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形の区分 (2,436) | 二軸延伸ブロー成形 (552)
Fターム[4F208LA04]の下位に属するFターム
Fターム[4F208LA04]に分類される特許
61 - 80 / 509
非油性内容物用オレフィン系樹脂ボトル
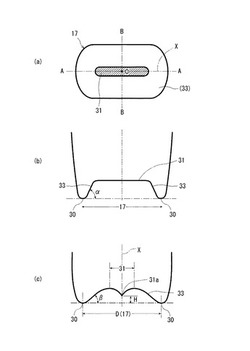
【課題】ケチャップ等の非油性の粘稠な内容物に対して、底壁内面での滑落性が向上したダイレクトブロー成形オレフィン系樹脂ボトルを提供する。
【解決手段】ダイレクトブローにより形成され且つオレフィン系樹脂の最内層を含む多層構造を有している非油性内容物用オレフィン系樹脂ボトルにおいて、ボトルの胴部壁の下端が、該ボトルを正立保持したときの接地部を含む周状接地面30となっており、周状接地面30で囲まれている底壁17には、パーティングラインXを含む位置に、周状接地面よりも高い上げ底部31が形成されており、周状接地面30該上げ底部31との間に形成される傾斜壁33は、該周状接地面に対して底壁中心Oを含む垂直断面でみて、水平面に対する該傾斜壁接線の傾斜角の最大角度が30度以上に傾斜した内面を有しており、底壁17を周状接地面30を含む水平面に投影したとき、該投影面を占める該上げ底部31の投影面の面積割合が45%以下となっている。
(もっと読む)
射出成形装置及び多層プリフォームの製造方法

【課題】減圧可能な貯留部を介して樹脂を射出する射出機構と、そのような貯留部を備えていない射出機構とを併用して、それぞれの射出機構から溶融樹脂を射出する射出成形装置にあっても、射出時のエアの巻き込みをより確実に抑止することができる射出成形装置及びそのような射出成形装置を用いた多層プリフォームの製造方法を提供する。
【解決手段】
減圧可能な貯留部を介して溶融樹脂を射出する第一の射出機構と、そのような貯留部を備えていない第三の射出機構とを有し、バルブゲート80によって開閉されるゲート部45内に、第一の射出機構のホットランナー14と、第三の射出機構のホットランナー34のそれぞれの流出口が開口するとともに、当該流出口のそれぞれに跨る連通溝85を形成することによって、ゲート部45が閉じられていても、各射出機構のホットランナー14,34が互いに連通した状態となるようにする。
(もっと読む)
容器
【課題】インジェクション成形を含む成形手段により形成することができる軽量な容器を提供することにある。
【解決手段】本発明の容器1では、底部2と、該底部に続く側壁部3と、該側壁部に続く開口部4とを有し、少なくともインジェクション成形を含む成形手段により形成された容器であって、側壁部は、肉厚が0.05mm〜0.4mmとなるように形成されている。このような構成によれば、側壁部を従来の0.5mm〜0.9mmから大幅に薄肉化することができるので、容器の大幅な軽量化を図ることができる。さらに、側壁部を延伸ブロー成形により2次元に広げているので、側壁部の強度を向上させることができる。
(もっと読む)
多層インジェクションブロー成形品及び多層インジェクションブロー成形品の製造方法。
【課題】環状オレフィン系樹脂層とガスバリア性の高いガスバリア性樹脂層とを有し、水蒸気バリア性、ガスバリア性が極めて高く、さらに透明性の高い多層インジェクションブロー成形品及び当該多層インジェクションブロー成形品の製造方法を提供する。
【解決手段】環状オレフィン系樹脂層(A)とガスバリア層(B)と環状オレフィン系樹脂層(C)とが順次配置される構成を含む3層以上の積層構造を有し、ガスバリア層(B)は、ガスバリア性樹脂を含み、当該ガスバリア性樹脂の冷結晶化温度が、上記環状オレフィン系樹脂層(A)及び(C)に含まれる環状オレフィン系樹脂のガラス転移温度よりも高くなるように材料選択を行う。
(もっと読む)
圧縮成形装置及び圧縮成形方法
【課題】プリフォームのブロー成形時において、加熱装置による温度調整を軽減又は省略すること。
【解決手段】プリフォームの圧縮成形金型33におけるキャビティ金型34の測定熱移動量Qb’とスライドインサート金型36の測定熱移動量Qn’を計測し、これらの測定熱移動量比Qn’/Qb’を監視する。測定熱移動量比Qn’/Qb’が一定の範囲内になるように、監視することによって、ブロー成形時に加熱手段を必要としない。
(もっと読む)
ポリエステルポリマー組成物の製法
【課題】摩擦係数及び透明度の改善されたポリエステル容器の提供。
【解決手段】約20〜約300 ppmの水を有する粘着防止剤を用いて低減された摩擦係数及び改善された透明度を有するポリエステル容器を製造する。これらの粘着防止剤の使用は、約1.0より小さい摩擦係数及び約4%より小さいヘイズ値の透明度を有するポリエステル容器を生ずる。
(もっと読む)
合成樹脂製ボトルのブロー成形方法
【課題】合成樹脂製ボトルの底部を均一に延伸することができて薄肉化と強度及び耐熱性の向上とを両立させることができ、しかも、比較的少ない工程数で低コストの合成樹脂製ボトルを得ることができる合成樹脂製ボトルのブロー成形方法を提供する。
【解決手段】底部金型17を第1の所定位置よりも下方の第2の所定位置に位置させた状態で、延伸膨出工程により、胴部金型16内のプリフォーム1aに内圧を付与し、下部を下方に膨出させた底部膨出部1cを有する中間成形体1bを形成させる。このとき、底部膨出部1cは、底部金型17に非接触或いはリブ成形部25の少なくとも一部を残して底部金型17に当接する。続いて底部成形工程により底部金型17を第2の所定位置から第1の所定位置に移動させ、底部膨出部1cを突き上げ、底リブ9を成形しつつ底凹部7を形成させる。
(もっと読む)
把手付きボトル
【課題】 把手部材の形状を簡単なものにし、インサート成形により内容量が500ml以下のボトルの肩部に、把手を固着させるようにした把手付きボトルを提供すること。
【解決手段】 把手付き小容量ボトルとして、ボトルの容量が500ml以下のPET樹脂製で、別途成形された把手部材をブロー金型の肩部形成部に装着し、加熱軟化させたプリフォームをブロー成形することにより、ボトルの肩部に把手部材をインサート成形したボトルであって、把手部材が、中央部上方を垂直面とし、その下方を傾斜湾曲面とし、その他の表面をボトルの肩部とほぼ面一になるように形成された表壁面と、表壁面の中央上端から延びる水平部と表壁面の中央下端から立設された垂直部とを連設させてなる把手とからなり、表壁面裏面の上端、下端、および側面には、ボトル内方に突出する突部が配設されており、前記垂直面下端には、下方に突出する突条が形成されていることを特徴とする。
(もっと読む)
耐熱性ポリエステル延伸成形容器
【課題】透明性及び延伸バランスに優れた耐熱性延伸成形容器を熱固定工程を経ることなく提供することである。
【解決手段】エチレンテレフタレート系ポリエステル樹脂から成る層を有する延伸成形容器において、前記層が、エチレンテレフタレート系ポリエステル樹脂(A)と該ポリエステル樹脂(A)の末端官能基と反応性を有する官能基を有する鎖延長剤(B)の混合物から成り、該鎖延長剤(B)がPET樹脂(A)に対して10〜1000ppmの量で含有されていると共に、少なくとも容器胴部の動的粘弾性測定におけるtanδ極大値の値が0.3以下であることを特徴とする。
(もっと読む)
難燃性ポリエステル樹脂組成物とブロー成形容器
【課題】優れた難燃性、特に自己消火性を示し、しかも、射出成形性に優れ、ブロー成形とりわけ射出成形性の悪かった従来のポリエステルの問題を解決し2軸延伸ブロー成形法でも成形可能にした難燃性ポリエステル樹脂組成物を提供する。
【解決手段】(A)ポリエステル樹脂50〜80質量%、(B)ポリカーボネート樹脂10〜40質量%、(C)Tgが35℃未満の重合体5〜30質量%、及び(D)残炭素率15質量%以上の芳香族樹脂0.5〜5質量%、を含有することを特徴とする難燃性ポリエステル樹脂組成物。
(もっと読む)
把手付耐熱容器の製造方法
【課題】ブロー成形性が良好であり、容器及び把手に種々の不具合を生ずることがなく、その上落下衝撃に対しても充分な強度を有する把手付耐熱容器の製造方法を提供する。
【解決手段】ポリエステル製のプリフォームをブロー成形して中空の容器にする際、別体のポリエステル製の把手を容器の胴部上部にインサート成形してなる把手付耐熱容器の製造方法において、前記胴部の上半部の凹部に設けた把手取付用凸部より下の胴部の中心軸が、前記把手取付用凸部側に1.0°±0.5°傾くようにブロー成形金型をセットしてブロー成形すると共に、前記凹部における前記把手取付用凸部回りの壁面をヒートセットする工程を含むことを特徴とする把手付耐熱容器の製造方法。
(もっと読む)
ブロー成形体及びブロー成形体の製造方法
【課題】水蒸気バリア性が高く、透明性に優れ、ポリエチレン樹脂を使用したブロー成形体を高い生産性で得るための技術を提供する。
【解決手段】直鎖状低密度ポリエチレン樹脂と、上記直鎖状低密度ポリエチレン樹脂の融点よりも低いガラス転移点を持つ環状オレフィン系樹脂とを主成分として含む樹脂組成物を用いて、環状オレフィン系樹脂のガラス転移点(Tg)以上直鎖状低密度ポリエチレン樹脂の融点(Tm)未満の状態で、プリフォームをブロー成形する。
(もっと読む)
容器の製造方法および金型
【課題】陳列装置において標記を予め定められた特定の方向に向けることが可能な容器を簡易に製造可能とする。
【解決手段】容器本体は、筒状のプリフォームを形成後、このプリフォームをブロー成形金型にセットするとともに、高温高圧のブローエアーをプリフォームの内部に吹き込むことで形成することができる。ここでプリフォームは、射出成形金型600のキャビティー610に対し、ゲート620から溶融樹脂を充填することにより形成することができる。本射出成形金型600では、下方突出部637の側面と上方突出部638の側面との間に形成される間隙が、コア型635の周囲に複数設けられており、各々の間隙に溶融樹脂が充填される。これによりプリフォームに対し棒状の第1突起〜第5突起が形成される。
(もっと読む)
光線を閉じ込めるロック室を装備した、中空体半製品の光線による処理ユニット
合成樹脂材料製中空体の半製品(2)の処理ユニット(1)であり、本処理ユニットは、中で半製品(2)が長手方向に走行する筐体(13)と、筐体(13)の少なくとも片側に配置される複数の電磁光線源(15)と、筐体(13)に隣接する少なくとも1つのロック室(16)とを備え、ロック室は、電磁光線を通さず、半製品(2)の行程と局地的に重なる軌道を回る可動式防護板を装備し、2枚の防護板(41)が、2枚ごとに、少なくとも1つの半製品(2)の受容領域(43)を規定する。 (もっと読む)
近赤外線ヒータとプリフォームの加熱方法
【課題】 本発明は、プリフォームに対する近赤外線ヒータ単体での加熱効率を高めることにより、少ない消費電力で効率よくプリフォームを所望する温度まで加熱できるようにすることを目的とする。
【解決手段】 被覆形成したホワイトコート8により開口部9を残存形成した近赤外線ヒータ1において、開口部9の開口角10を120°±10°に設定規制することにより、一定レベル以上の加熱効率のアップを得、これによりプリフォームPを壜体に2軸延伸成形ブロー成形する際の、大幅な消費電力の低減化を得る。
(もっと読む)
多層成形体およびそれからなる多層延伸成形体
【課題】 従来の技術が有する問題点を解決し、外層中あるいは内外層中の環状3量体含有量が低減されているために同一の加熱延伸金型を用いて多数のボトル成形を続ける長時間の連続運転でもボトルの透明性が維持され、また、フレーバー性も向上した多層延伸成形体を与える多層成形体およびそれからの多層延伸成形体ならびに多層成形体の製造方法を提供することを目的とする。
【解決手段】 少なくとも、溶融重縮合反応後の溶融物から得られる熱可塑性ポリエステル(A)層と、環状3量体含有量が8000ppm以下の熱可塑性ポリエステル(B)層とを含む多層構造であることを特徴とする多層成形体。
(もっと読む)
熱可塑性樹脂成形体の製造方法
【課題】 耐熱収縮性にすぐれたポリエステル樹脂成形体等の熱可塑性樹脂成形体を、複雑な装置や煩雑な操作を必要とせず、簡易に且つ安価に製造できる方法を提供する。
【解決手段】 本発明の熱可塑性樹脂成形体の製造方法は、主鎖にカルボニル基を含む繰り返し単位を有する熱可塑性樹脂(例えば、ポリエステル樹脂)からなる被処理物にアルデヒド化合物を含浸させた後、延伸処理を施すことを特徴とする。アルデヒド化合物としては、アセトアルデヒド、プロピオンアルデヒド、ベンズアルデヒド等の炭素数1〜10のアルデヒド化合物が好ましい。
(もっと読む)
樹脂製容器、及び樹脂製容器の成形方法
【課題】底部のクレーズの発生が抑えられ、商品価値を維持することができる樹脂製容器、及び樹脂製容器の成形方法を提供する。
【解決手段】容器軸方向上端に位置する口部2と、この口部2から拡径された筒状の胴部4と、この胴部4の容器軸方向下端を閉塞する底部5とを備え、底部5に容器内方へ隆起する隆起部7が形成され、この隆起部7の外周側に起立状態で載置面Gに接触する環状の接地部8が形成された樹脂製容器1であり、この樹脂製容器1を構成するPETの固有粘度(IV)値を0.82(dl/g)以上とした。
(もっと読む)
ロッド状部材の保持機構
【課題】ロッド状部材の交換作業が容易となるように、ロッド状部材を着脱可能に保持することができるロッド状部材の保持機構を提供する。
【解決手段】ロッド状部材10に取り付けられる保持ブロック11に係止突部12を形成し、この係止突部12が係止される係止段部242と、係止突部12が挿通可能な切り欠き部243とが周縁に沿って隣接して形成された挿通孔241を天面に穿設したハウジング部24、及びベース部21に凹陥状に設けられた収容部22に前記係止段部側へ付勢された状態で収容され、ハウジング部24内に挿通された係止突部12に対して押圧可能に当接する当接部材23とを有する保持部本体20を備える。
(もっと読む)
ブロー成形用金型
【課題】ブロー成形用金型について、(i)金型の構造を簡素化し(設計期間・作製期間の短縮)、(ii)メンテナンス性を向上し(特に冷却水路の詰まりに対する作業の軽減)、(iii)従来のものからの軽量化を実現し、(iv)成形品の品質を維持して、しかもできるだけ割り線を転写させない金型を提供する。
【手段】複数の金型部材1を組み合わせることで内部にできる空洞の形状に沿った成形体を得るブロー成形用金型10であって、前記金型部材1の外面は、凸形状の隆起部14と、該隆起部の最も高さのある部分もしくはその近傍に設けられた仕切り壁16と、前記隆起部を包囲するよう該金型部材外面の周縁に設けられた包囲壁17とを有し、前記包囲壁17の所定の面部分には該包囲壁を貫通する媒体流入口11と媒体流出口12とが前記仕切り壁16を隔てて左右両側に設けられているブロー成形用金型。
(もっと読む)
61 - 80 / 509
[ Back to top ]