
Fターム[4F208LJ21]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品等の供給 (743) | 固定 (80)
Fターム[4F208LJ21]の下位に属するFターム
Fターム[4F208LJ21]に分類される特許
1 - 20 / 23
ブロー成形装置及びブロー成形方法

【課題】内蔵部品を有するブロー成形品の製造において、歩留まりの良いブロー成形をすることができるブロー成形装置及び方法を提供する。
【解決手段】ブロー成形装置は、ブロー成形金型20とパリソン挟持装置30と内蔵部品保持装置40を有する。パリソン挟持装置30は、パリソンエキスパンダ31とパリソン外側挟持板32を有する。内蔵部品保持装置40は、内蔵部品気密ガイド筒42と内蔵部品保持棒41を有する。パリソン8の下端を複数のパリソンエキスパンダ31で拡張し、パリソンの下端に内蔵部品気密ガイド筒42の上端を挿入した後に、内蔵部品気密ガイド筒42の上端と、パリソン外側挟持板32でパリソン8の下端を挟持し、プリブロー成形する。内蔵部品10をパリソン内に位置させて、パリソン8と内蔵部品10がスライドコア26で挟持された後に、内蔵部品保持棒42がブロー成形金型20から抜け出る。
(もっと読む)
プリフォームの加熱方法

【課題】 ボトルの白化防止、プリフォームの加熱時間の短縮、耐熱性に優れたプリフォームの加熱方法を創出することを課題とする。
【解決手段】 加熱炉(2)内の冷却、プリフォーム(P)の外面への冷却エアー(e1)と熱源(4)からの加熱とを同時に行ってプリフォーム(P)の外面温度(Ta)と内面温度(Tb)とを調整しながら熱結晶化温度よりもわずかに低い温度となるまで急速加熱する第1工程(S1)と、加熱炉(2)内の冷却と熱源(4)による加熱を停止した状態で、冷却エアー(e1)をプリフォーム(P)の外面に吹き付けて外面温度(Ta)を冷却する第2工程(S2)と、加熱炉(2)内の冷却を停止した状態で、プリフォーム(P)の外面への冷却エアー(e1)の吹き付けと熱源(4)からの加熱とを同時に行ってプリフォーム(P)を急速加熱する第3工程(S3)と、を有する構成とする。
(もっと読む)
中空成形品の製造装置および製造方法
【課題】簡単な構成であって、製品の製造サイクルタイムの短縮化が図れる中空成形品の製造装置および製造方法を提供する。
【解決手段】製造装置1は、一端側から順に、パリソンPを形成するパリソン形成ステーションS1と、内蔵部品2を備えたセンター型3の両側をパリソンPを挟んで一対の成形型4で閉じ、成形型4に転写したパリソンPに内蔵部品2を取り付ける内蔵部品取付ステーションS2と、成形型4を閉じて中空成形品を成形する成形ステーションS3と、成形型4から中空成形品を取り出し搬送する搬送ステーションS4と、が並設され、センター型3が内蔵部品取付ステーションS2において固定して設けられ、成形型4が内蔵部品取付ステーションS2と成形ステーションS3との間で往復動可能に設けられる。
(もっと読む)
スポイラーの製造方法
【課題】意匠面側の装飾性を高めつつ、取り付け部を有する裏面側の強度を確保する軽量化スポイラーを効率的に製造する方法を提供する。
【解決手段】対向する一対の分割金型58A、58Bのキャビティ60A、60Bにピンチオフ部62A、62Bが設けられ、型締め位置と開放位置との間で相対移動が可能であり、それぞれの溶融状態の肉厚の違う熱可塑性樹脂製シートでをそれぞれピンチオフ部からはみ出させて、金型との間に形成した密閉空間から空気を減圧して、各熱可塑性樹脂製シートをキャビティ形状に賦形した後、一対の分割金型を型締め位置まで移動して、熱可塑性樹脂製シート同士を金型のピンチオフ部に沿って溶着させる。この方法により、意匠面を有する本体部の周縁部と車体取付け部の周縁部とを一体化させた中空構造のスポイラーを得ることができる。
(もっと読む)
パネルの成形方法
【課題】
熱可塑性樹脂のブロー成形によって形成されるリーンフォース材付きパネルの磁石式成形方法の課題は磁石の抜け跡が離型後のパネル面に穴となって残るし、磁石面に垂直な方向はしっかり位置決めがなされるが、それ以外の方向(上下、左右)は位置決めの基準がないためリーンフォース材のインサート位置のバラツキが大きくならざるを得ないという点である。
【解決手段】
成形用分割金型のキャビティー面から摺動自在に突出させた複数のスライド部材によって該分割金型内の該キャビティー面から離れた位置にリーンフォース材の独立した3方向の並進自由度を全て位置決めして該リーンフォース材を保持した後、該分割金型内にパリソンを垂下させて型締めし、該パリソン内に圧縮空気を吹込むと同時、或いはそれ以降のタイミングで該複数のスライド部材を各々該キャビティー面まで後退させることにより前記課題を解決した。
(もっと読む)
合成樹脂製容器を成形するための成形装置
【課題】1ステージ様式で容器を成形することができることに加えて、必要に応じてプリフォーム成形手段のみを作動せしめてプリフォームを成形し、かかるプリフォームを適宜に排出して、上記2ステージ様式で容器を成形するためのプリフォームとして保管することができる成形装置を提供する。
【解決手段】合成樹脂製プリフォームを成形するためのプリフォーム成形手段、プリフォームを排出するためのプリフォーム排出手段、プリフォーム貯留手段、プリフォームの口頸部を加熱して結晶化するための結晶化手段及びプリフォームをブロー成形して容器せしめるブロー成形手段を具備する成形装置。かかる成形装置は、更に、プリフォーム成形手段によって成形されたプリフォームを、選択的に、プリフォーム貯留手段に移送し或いはプリフォーム排出手段に移送するための第一のプリフォーム移送手段、プリフォーム貯留手段に貯留されているプリフォームを該ブロー成形手段に移送するための第二のプリフォーム移送手段を具備する。
(もっと読む)
コンポーネント内蔵可能な吹込み成形中空タンク本体の成形方法及び予備成形パターン装置
コンポーネント内蔵可能な吹込み成形中空タンク本体の成形方法に係り、半割りの金型(3、4)内にシートパリソン(18、19)を塑造することによって中空タンク本体の成形を行い、半割りの金型(3、4)と予備成形パターン装置における拡張機構と、半割のパターン(1、2)とベース台(8、9)と、の間の動作対応によって、半割りの金型(3、4)を密閉の半割のパターン(1、2)にそれぞれ密着し、吹気及び/または吸気によってシートパリソン(18、19)を半割りの金型(3、4)に密着させて塑造して予備成形を行い、さらにコンポーネントを内蔵することによって成形する。さらに、予備成形パターン装置を提供し、拡張機構及び半割のパターン(1、2)がベース台(8、9)に設置され、ベース台(8、9)がガイドレールホルダ(7)に設置され、動力装置がベース台(8、9)をガイドレールホルダ(7)に移動するように連動させる。本発明は製品のコストを低減し、不平坦なシートパリソンに対する適応性を増強し、製品の歩留まりを向上し、内蔵のコンポーネントは容器壁における開口の数量を最少に減らしたため、成形中空タンク本体の低浸透量を実現する。 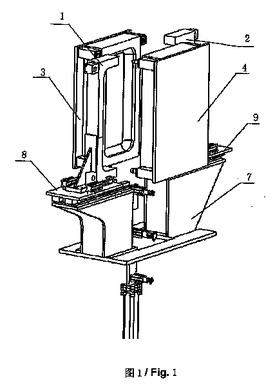 (もっと読む)
(もっと読む)
ブロー成形方法
【課題】既存設備の若干の手直しにより、ブロー成形品の軽量化を図っても、必要箇所に充分な肉厚を確保してその強度を確保出来るブロー成形方法を提供する。
【解決手段】ブロー成形温度に加熱したプリフォームをブロー成形金型内に組み込んだ後、金型を閉じ、この金型に設けた吹出孔からブロー成形温度になっているプリフォームの特定部位に冷却媒体を吹き付けて、この特定部位を他の部位よりも冷却して所定の温度差ΔTをつけ、その後プリフォームをブロー成形して成形品である樹脂製把手付容器にする。冷却媒体の吹き付け位置は、成形された樹脂製把手付容器における特定部位を予め設定した位置になるようにし、且つその肉厚も予め設定した厚みになるようにしたことで、既存設備の若干の手直しで、ブロー成形品の軽量化を図っても、必要箇所を充分な肉厚にしてその強度を確保することが出来る。
(もっと読む)
移送装置
パリソン3およびボトル2等の物体を移送する装置は、所定の軸Xを中心に回転する回転台10と、物体2,3用のピックアップエレメント14と、回転台10に接続されたピックアップエレメント14用のサポートアーム16と、サポートアーム16およびピックアップエレメント14を案内するカム12と、を備え、ピックアップエレメント14は、回転台10に対する少なくとも3つの自由度を有し、カム12は、所定の経路に沿ってピックアップエレメント14を移動させるように、所定の数のトラック22,23,24を有し、カム12は、固定部分25と、該固定部分に接続される少なくとも1つの取り外し可能部分26と、を有し、取り外し可能部分26は、所定の形状を有し、当該取り外し可能部分26の形状と異なる形状を有する他の取り外し可能部分と交換可能である。  (もっと読む)
(もっと読む)
ブロー成形部品の製造方法、ブロー成形部品、および、ブロー成形部品を製造するためのブロー成形金型
【課題】ブロー成形部品に補強素子を結合させることを容易にする、改善された技術およびオートメーションに適した技術を提供する。
【解決手段】本発明は、プラスチックパリソンをブロー成形することによって、金型内に部品壁および内部中空空間を形成する、ブロー成形部品、特に自動車装備部品の製造方法に関するものである。当該製造方法では、ブロー成形時に、補強素子の1つの固定区域を、内側において、部品壁と、一方の接合位置で接合させ、補強素子の別の固定区域を、部品壁の貫通孔の領域において、部品壁と、他方の接合位置で接合させることによって、補強しながら、上記内部中空空間を伸びる補強素子を固定する。本発明はさらに、ブロー成形部品、特に自動車装備部品、および、プラスチックパリソンからブロー成形部品を製造するためのブロー成形金型に関する。
(もっと読む)
プラスチック燃料タンクの製造方法
2つのキャビティーとコアを含む型を用いてパリソンを成形することによる内部ライン(2)を備えたプラスチック燃料タンクの製造方法。本方法は、1.パリソン(4)を型キャビティー内に導入する工程、2.コアをパリソン内に導入する工程(コアは最初にラインを備えている)、3.キャビティーがコアに耐漏洩接触するよう型を閉じる工程、4.コアを介してブローしかつ/またはキャビティー背後から真空を適用することでパリソンをキャビティーに押圧する工程、5.コアに装着されたデバイス(5)を用いてラインを2箇所でパリソンに固定する工程、6.型を開けてコアを抜き取る工程、7.ブロー成形および/または熱成形によりパリソンの最終成形を行う工程を含み、ラインは、その固定箇所間に、型を閉じる時にパリソンおよび/またはその表面上に存在する付属品に接触可能な自由長を含み、それによりコアに装着されたデバイスを用いて工程(5)の間に中間固定箇所が形成される。 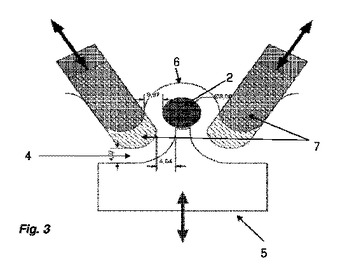 (もっと読む)
(もっと読む)
蝶番付きプラスチック成形体
【課題】 圧縮薄肉化して形成する蝶番部に対するシート状片の圧縮一体化に加えてシート状片の係着面を樹脂壁に食い込ませて一体化をさらに強化することができ、強度および耐久性に優れるとともに、シート状片が樹脂壁の表面に現れることなく外観性に優れた蝶番付きプラスチック成形体を提供する。
【解決手段】 蝶番付きプラスチック成形体1は、二つの構成部分2,3をそれらと一体を成す薄肉の蝶番部4で連結して成る。蝶番部4は、二つの構成部分2、3を成す樹脂壁をその裏面1a側から表面1bへ向けて圧縮薄肉化して形成するとともに、蝶番部4の裏面側に、成形過程の溶融樹脂に食い込ませる係着面6を有するシート状片5を一体状に貼着する。シート状片5は、ループ状起毛または係合突起を有する織布片、編布片または不織布片である。
(もっと読む)
分子二軸延伸プラスチックパイプの生産のための装置および方法
本装置は、中央本体(14)ならびに前記中央本体(14)の対向する側面に接続された第1のヘッド(1)および第2のヘッド(17)によって形成された金型(1、17、14)から構成されるとともに、前記装置は、前記金型(1、17、14)の内部で軸を中心とする剛性有孔ガイド(5)を有する。この剛性有孔ガイド(5)上にブランクパイプ(10)が長手方向に結合される。このガイド(5)は、前記ブランクパイプ(10)と前記金型(1、17、14)との間での熱交換なしに前記金型(1、17、14)の内壁に対して前記ブランクパイプ(10)の拡張を引き起こす拡張流体(18)が中を通って通過する開口(9)が設けられている。 (もっと読む)
ブロー成形体およびその製造方法
【課題】ブロー成形ボトルの容器の表面に、ゴム部材を確実且つ容易に一体化できるブロー成形体を提供する。
【解決手段】ブロー成形体の表面にゴム部材を一体化してブロー成形するにあたり、ブロー成形体本体の材質をポリオレフィン樹脂とし、このゴム部をEPRエチレンプロピレンゴム(EPR)またはEPDM(エチレンプロピレンゴム3元共重合体)から選択されたものとし、このゴムは部材がショアー硬度70A以下であるブロー成形体とする。
(もっと読む)
内部付属品を備えた燃料タンクを製造する方法
内部付属品を備え、パリソンから作製されたプラスチック壁を有する燃料タンクを製造する方法であって、a)付属品(2)がパリソン(5)に囲まれるようにして、付属品(2)および溶融パリソン(5)を、少なくとも1つの可動部(4)を備えたキャビティを含む鋳型(1)に導入する工程と、b)加圧ガスを、パリソン(5)内部に導入して、前記パリソンのプレブロー成形を実施する工程と、c)可動部(4)を用いて、プレブロー成形したパリソン(5)を付属品(2)に対して、パリソン(5)を貫通せずに両者をしっかりと取り付けるために、局所的にプレスする工程と、d)鋳型(1)を閉じ、加圧ガスを用いて、鋳型(1)キャビティで平坦化することにより、パリソン(5)の最終ブロー成形を実施する工程と、e)タンクを鋳型(1)から取り外す工程とを含む方法。  (もっと読む)
(もっと読む)
ブランクを首部で保持し得るクランプ手段を用いて容器を製造するためのブロー成形またはストレッチブロー成形するブロー成形装置および方法
本発明は、熱可塑性樹脂製であり首部を有するブランクから、容器を製造するためのブロー成形またはストレッチブロー成形するブロー成形装置(1)に関し、本装置は、成形型の成形キャビティ内に配置した本体を有し、首部を成形型から突出させたブランク内に加圧流体吹き込むよう高位置と低位置との間で移動可能であるブローノズル(3)を備え、本装置は、成形型上方に配置してブランクの首部でブランクを支持可能としたクランプ手段(4)と、このクランプ手段を2つの上昇した位置と降下した位置との間で変位させる支持手段(20,21)と、を備えて、クランプ手段の少なくとも1個のリム(7,8)を横方向に移動可能にし、クランプ手段とブローノズルとの間に介在させた機械的連結手段(5)を、クランプ手段の移動をブローノズルの移動と同期させることができる構成とする。  (もっと読む)
(もっと読む)
スポイラ構造
【課題】ブロー成形により形成されるブロー本体部とインサート脚部とを強固に結合させることが可能なスポイラ構造を提供する。
【解決手段】脚部12と羽根部11とを有するスポイラ10において、ブロー成形され羽根部11を構成する中空のブロー本体部18と、ブロー成形とは別の工程で予め成形され、脚部12を構成するカップ状のインサート脚部16とを備え、ブロー本体部18は、インサート脚部16の開口側を羽根部11側に向けてインサート脚部16を型内に設置してからブロー成形されることにより、インサート脚部16の内面に溶着されるように構成されると共に、インサート脚部16は、その周壁部16aが底面から離れるに従って外側に拡がるように形成した。
(もっと読む)
レゾネータの製造方法
【課題】
解決しようとする課題は、レゾネータの中空成形において、導伝管部内面が中空成形時の成形条件等により変動して一定せず、従って該導伝管部の断面積も変動するため固有音響周波数が一定の該レゾネータを製造することができないという点である。
【解決手段】
分割金型内の所定の位置に導伝管インサートをセットして後、半溶融状態の熱可塑性樹脂シートを2枚垂下させて型締めし、該熱可塑性樹脂シート間に高圧空気を吹き込んで賦形することにより前記課題を解決した。
(もっと読む)
ブロー成形方法
【課題】 特別な機構を付加することなく、ブロー型内に搬送された中間成形品の姿勢を直立に保ち、安定したブロー成形方法を提供する。
【解決手段】 少なくとも2回ブロー成形を行う耐熱容器206のブロー成形方法において、凹形の底部を持つ中間成形品202を最終ブロー金型144内に移動した後、底部に対して底型150を前進させるのと同期させて底型150から中間成形品202の底部へ圧縮空気を吹き出すことにより、中間成形品202の姿勢を矯正する。
(もっと読む)
PETボトル成形機におけるプリフォームの加熱装置
【課題】 PETボトル成形に際してプリフォームの必要な個所だけを所定温度まで効率よく予備加熱することができるPETボトル成形機におけるプリフォームの加熱装置を提供すること。
【解決手段】 プリフォームをブロー成形可能な温度まで予備加熱するPETボトル成形機におけるプリフォームの加熱装置であって、回転円盤式のプリフォーム搬送体4の周縁部にプリフォームPの口部収納用の凹部5を均等に設けるとともに、プリフォームPの搬送路に沿って加熱ゾーン6を設けたものとした。また、プリフォーム搬送体4には、凹部冷却用の冷却機構を取り付けることも好ましい。
(もっと読む)
1 - 20 / 23
[ Back to top ]