
Fターム[4F208MC03]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 熱成形の金型による区分 (644) | オス型、メス型の併用 (222)
Fターム[4F208MC03]に分類される特許
121 - 140 / 222
管継手の製造方法及び管継手
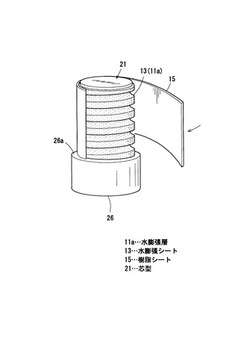
【課題】不良品の発生を抑制して品質の高い管継手が得られるようにすることを目的とする管継手の製造方法及び管継手を提供する。
【解決手段】芯型21の外周側を水膨張シート13により被覆する水膨張シート被覆工程と、その水膨張シート被覆工程により被覆された水膨張シート13の外周側を、樹脂シート15,151,167または樹脂筒体16により被覆する樹脂材被覆工程と、上記各被覆工程により積層された水膨張シート13と樹脂シート15,151,167または樹脂筒体16を、これらよりも外周側に配置された第2可動型29で型締めして一体化する型締め工程とを備える。
(もっと読む)
包装材料の絞り成形方法

【課題】 包装材料本体に割れの生じにくい包装材料の絞り成形方法を提供する。
【解決手段】 包装材料は、包装材料本体9と、本体9の片面に貼着された熱封緘層10とからなる。熱封緘層10は、酸変成ポリオレフィンフィルムで形成されている。熱封緘層10上には、スリップ層11が設けられている。スリップ層11は、酸変成ポリオレフィン粒子とスリップ剤とを含有するオルガノゾルが塗布されて形成されている。包装材料本体9の他面(熱封緘層10が設けられているのと反対面)には、滑り性の良好なフッ素系フィルム等が貼合されていても良い。この包装材料を絞り成形すると、熱封緘層10上にスリップ層11が設けられているので、絞り成形機の雌型乃至雄型と接触しても、良好に滑る。従って、包装材料自体に過大な応力が負荷されにくく、この応力が原因となって、包装材料自体に割れが生じるのを防止しうる。
(もっと読む)
形状保持性成形体の製造方法
【課題】 本発明は、成形体全体が容易に屈曲でき且つ屈曲後はその形状を保持でき機械的強度が優れたポリオレフィン系樹脂よりなる形状保持性成形体の製造方法を提供する。
【解決手段】 180度及び90度に折曲げて1分間保持した後解放し、解放後5分経過した時の折曲げ戻り角度θが共に20度以下である形状保持性を有する延伸ポリオレフィン系樹脂シートの少なくとも一面にホットメルト型接着剤層が積層されてなる積層シートを経糸及び緯糸として織成した織物をプレス成形することを特徴とする形状保持性成形体の製造方法。
(もっと読む)
ツバ付きコップ状の樹脂成形品の製造方法
【課題】成形が難しい延伸PET若しくはPPSシートを用いる場合であっても、薄肉で高アスペクト比を可能としたツバ付きコップ状の樹脂成形品の製造方法を提供する。
【解決手段】真空ボックス12のパンチ15・真空側ブロック16と、圧空ボックス13の圧空側ブロック17との間に、加熱で軟化させた樹脂シート1´を搬入する。ついで、ツバ部1bに相当する樹脂シート1´の部分を、ブロック16,17で挟み付けながら、コップ部1aに相当する樹脂シート1´の部分を、パンチ15で圧空側ブロック17の穴17a内に押し込みつつ、ボックス12,13の開口部12b,13bを閉じる。その後、真空ボックス12内を真空に、圧空ボックス13内を圧空にした状態で、ツバ付きコップ状の樹脂成形品1を成形する。
(もっと読む)
熱可塑性樹脂シートの成形設備
【課題】材料歩留まりの向上と成形性の向上を図るとともに、設備の小型化を図ることができる熱可塑性樹脂シートの成形設備を提供する。
【解決手段】熱可塑性樹脂シートの成形設備のシート搬送装置が、加熱装置の内部から成形装置の内部に配設される搬送機構と、熱可塑性樹脂シートの各辺を把持して、前記搬送機構に沿って移動可能な1台のシートクランプ枠機構と、該シートクランプ枠機構を前記加熱装置から成形装置へ移動させ該シートクランプ枠機構を前記搬送機構から持ち上げ、前記搬送機構と前記シートクランプ枠機構との保持を解除したのち、下成形型の成形面に向けて下降するとともに上成形型を下降して前記熱可塑性樹脂シートの成形を終えたのち、該樹脂シートの把持を解除した前記シートクランプ枠機構を上昇して前記搬送機構に移載する昇降機構と、搬送機構、シートクランプ枠機構、昇降機構および上成形型の動作を制御する制御装置とを備えている。
(もっと読む)
人間工学的な成形プラグの交換を行なうことができるウエブ包装システム
【課題】ウエブ包装システムは、成形プラグツールに対して容易なアクセス及び交換を可能にする装置を提供する。
【解決手段】成形プラグは、ウエブ搬送方向とは異なる方向に沿って移動してカバーから離された第3位置を有し、第3位置に移動されることにより、交換が可能となる放送装置。
(もっと読む)
成形加工用多層積層二軸配向ポリエステルフィルム
【課題】インモールド成形などによる成形同時加飾やプレス成形などにおいて、より立体的または複雑な形状の成形部品への加工であっても、意匠を形成するフィルムに破れや変形が生じることなく、また厚み斑が少ないことによって意匠層、すなわちインク層に歪みや厚み斑が生じることなく、立体的な成形部品に優れた意匠性を付与することができる、成形加工性に優れた成形加工用多層積層二軸配向ポリエステルフィルムを提供する。
【解決手段】融点が225〜275℃のポリエステル(A)を含む第1の層と、融点が210〜235℃のポリエステル(B)を含む第2の層とを31層以上交互に積層させた多層積層フィルムであって、ポリエステル(A)の融点がポリエステル(B)の融点より12℃以上高く、第1の層が結晶構造、第2の層が低結晶構造を有し、かつ第1の層が最外層を構成してなり、多層積層フィルムの総厚みに占める第1の層の総厚みの比が5〜35%である成形加工用多層積層二軸配向ポリエステルフィルム。
(もっと読む)
高さが異なる中空突起を有するシート成形体およびその製造装置
【課題】 種々の複雑な形状を有する製品を、製品の凹凸に対応した形状に適合して包装できる中空突起を有するシート成形体およびそれらを効率よく製造する手段に関する。
【解決手段】 樹脂シートの片方の面又は両面に、樹脂シートの一部が変形されることによって多数の中空突起が形成されているシート成形体であって、少なくとも片面にある突起の数の10%以上の中空突起の高さが、15%以上の高さの差を有することを特徴とする、高さが異なる中空突起を有するシート成形体、および高さを異にする針状型により高さを異にする中空突起を有する成型体の製造装置。
(もっと読む)
複合シートの製造方法及び装置
【課題】運転開始直後から接合強度を高めて複合シートを製造できるほか、接合条件の変更を容易に行うことができる複合シートの製造方法を提供すること。
【解決手段】本発明は、シート2とシート3とが部分的に接合されて多数の接合部が形成されているとともに、シート2には接合部以外の部分に凸状部が形成されている複合シート1の製造方法に関する。周面部に凹凸部を有するロール11及びロール12を互いの凹部と凸部とが対向するように回転させながら両ロールの間にシート2を供給し、シート2をロール11の周面部に沿わせてそのまま吸引保持して搬送した後に、シート3をシート2に重ね合わせるように供給し、ロール11と複数の互いに温度が異なるヒートロール13〜15とで複数回両シートを部分的に接合する。
(もっと読む)
キャリアテープ作製装置、部品挿入装置、及びテーピング装置
【課題】複数種類の電子部品を収納できるテープ成形装置の提供。
【解決手段】テープ供給部11、搬送部12、加熱部13、成形部14、テープ巻取り部15及び制御部16により構成され、成形部14において複数の金型を用意し、制御部16は、搬送部12、加熱部13とともに成形部14において金型をNCデータに基づいて選択的に配置するよう制御する。
(もっと読む)
下型走行式成形設備
【課題】下成形型を載置する走行台車を成形ステーションに位置決めして製品(成形品)の品質向上を図ることができる下型走行式成形設備を提供する。
【解決手段】熱可塑性シート材料Hを上下成形型MU、MR、MLにより成形する成形装置Mにおいて、該上成形型MUに対して成形ステーションSに下成形型MR、MLを載置した2台の走行台車TR、TLを往復移動可能に設置する下型走行式成形設備であって、前記2台の走行台車TR、TLにそれぞれ取り付けられるサーボモータ23により該2台の走行台車TR、TLを独立して移動させる台車搬送機構Aと、前記成形装置Mに対して直行する方向に該2台の走行台車TR、TLを一対のレール25に沿って走行させる走行機構Bと、該走行台車TR、TLに係合して前記成形ステーションSに該走行台車TR、TLを位置決めする位置決め手段Cとを備えている。
(もっと読む)
発泡成形体
【課題】熱可塑性樹脂の発泡体シートまたはフィルムからなる発泡成形体であって、気泡形状の変形が少なく、機械的強度が高いとともに、寸法精度に優れ、しかも深絞り成形にも好適な発泡成形体を提供する。
【解決手段】熱可塑性樹脂の発泡体シートまたはフィルムからなる発泡成形体であって、前記発泡体シートまたはフィルムの厚さ方向中間層に存在する気泡のアスペクト比(長径/短径)が1.0〜2.0である発泡成形体とする。
(もっと読む)
材料クランプ方法および該方法に用いられる材料クランプ装置
【課題】複雑な形状な製品でも、しわが発生せずに、歩留まりを向上させることができるとともに、成形型の費用を削減することができる材料クランプ方法を提供する。
【解決手段】
加熱炉内で所定温度に加熱し軟化させた熱可塑性シート材料Sを上下成形型M1、M2により成形する成形装置Mに用いられる材料クランプ方法であって、前記熱可塑性シート材料Sの走行方向の両端縁Saを把持したのち前記成形装置1の上成形型M1と下成形型M2とのあいだに搬送する工程と、前記熱可塑性シート材料Sの走行方向に直行する前後端縁Sbを把持する工程と、前記上成形型の形状に合わせて前記熱可塑性シート材料Sの走行方向の両端縁Saおよび前記熱可塑性シート材料Sの走行方向に直行する前後端縁Sbを下降する工程とを含んでいる。
(もっと読む)
熱成形された物品を製造する方法及びその製造のための器具
本発明は、相並んで隣接する機能的領域の間に、機械的に弱い部分を有する、食品包装体又はその一部等の熱成形された物品を製造する方法であって、上記物品は、利用者側の使用の範囲で、機械的に弱い部分で、少なくとも部分的に分離され、その製造は、上側器具と下側器具を有する熱成形器具内で行われ、機械的に弱い部分は、成形される材料が熱成形器具内に存在する期間において、三次元的な広がり(延長)で与えられる方法に関し、及び上記方法を行うための器具に関する。 (もっと読む)
内装品の真空成形方法
【課題】基材の湾曲部に被覆した表皮において、表皮の厚みのバラツキが抑制されたインストルメントパネルの真空成形方法を提供する。
【解決手段】インストルメントパネル1の真空成形方法では、基材側真空吸引型51と表皮側真空吸引型52との型締め時に、表皮20の基材側真空吸引型51と表皮側真空吸引型52との干渉量が少なく、かつその干渉量がインストルメントパネル1の幅方向PWでバランスする角度に表皮20を傾斜保持させている。
(もっと読む)
内装品の真空成形機及び真空成形方法
【課題】表皮材の熱溶融性接着剤が塗布された発泡層を基材に接着させる際に、接着させたくない基材領域或は発泡層が直接セットされる型面領域に対する非着用の前処理を不要にし得る内装品の真空成形機を提供する。
【解決手段】吸気路付きの基材がセットされる基材用凸状真空吸引型と、表皮全域の表面形状に対応する型面17bを有する表皮材用凹状真空吸引型17とを備え、表皮が接合され、熱溶融性の接着剤が塗布された熱可塑性の発泡層付きの扁平状表皮材が、基材に加温処理されてセットされた状態で型締めして双方の金型から真空吸引して、発泡層を基材に接着して表皮材10を賦形するようになった内装品の真空成形機において、分散形成される吸気路が実質上廃止された非着基材領域に対面する表皮材用凹状真空吸引型17の型面17bが、型締め状態での非着基材領域からの表皮材の厚み分よりも後退した後退面17aとして形成される。
(もっと読む)
インストルメントパネルの製造方法
【課題】インストルメントパネル基材に覆った表皮がデザイン意匠となるインストルメントパネルにおいて、インストルメントパネル基材の角部で、表皮が真空成形法によりシャープなエッジ形状をインストルメントパネルの製造方法を提供する。
【解決手段】インストルメントパネル1の製造方法は、インストルメントパネル基材10に表皮20が被覆する表皮被覆部2のうち、補助成形型53で押圧して、表皮20の一部が、インストルメントパネル基材10の角部11に被覆する角部表皮被覆部6の成形にあたり、表皮側成形型52及び補助成形型53に形成された吸引孔52H,53Hを通じて、表皮20を外部から吸引する角部表皮被覆部吸引工程を備えている。
(もっと読む)
熱可塑性樹脂の成型装置
【課題】 非加熱状態の金型を用いて、スタンピング方式での樹脂成型を可能にし、作業性を改善する。スタンピング方式を改良することで、複雑な立体形状の樹脂成型を可能にする。
【解決手段】立体成型品12の外殻部14を展開した形状の熱可塑性樹脂シート16を、軟化温度以上であって、溶融流動開始温度未満の温度に予備加熱し、非加熱状態の2以上の金型20で樹脂シート16全面を包囲して、展開した形状の樹脂シート16を折り曲げながら加圧成型して、立体成型品12を得る。常温の加熱しない金型を使用するので、プレス装置の加熱冷却制御が不要であり、成型後短時間で製品を取り出すことができる。従って、加熱プレス装置を使用する場合に比較して生産速度を十分に引き上げることができる。
(もっと読む)
パネル体、そのパネル体の製造方法及びそのパネル体製造装置
【課題】内部が中空となるように一体に固着された樹脂製の表壁と裏壁とを有する第1及び第2のパネル基材を具備し、該第1及び第2のパネル基材は、両パネル基材の表壁の上面が平坦となった使用状態から、その裏壁の側に回動できるように、インテグラルヒンジを介して回動可能に連結され、第1及び第2のパネル基材の表壁の表面には、表皮材が貼着されているパネル体において、第1及び第2のパネル基材が使用状態にあるときのパネル体の見栄えと使い易さを向上させる。
【解決手段】第1及び第2のパネル基材6,7が使用状態にあるとき、インテグラルヒンジ5に沿って互いに対向して延びる第1及び第2のパネル基材6,7の表壁8,13の端面10,11が、表皮材20を介して互いに当接しているように、第1及び第2のパネル基材6,7を形成する。
(もっと読む)
真空成形装置及び真空成形方法
【課題】樹脂シートの一部分に比較的大きなたるみを持たせた状態で真空成形することができる真空成形装置を提供する。
【解決手段】真空成形装置1において、樹脂シートJを狭持するクランプ部材21と、このクランプ部材21から突出して樹脂シートJの下面Jbを支持するサポート部材22とを有すると共に、互いに近接移動可能な一対の補助保持機構(補助保持手段)20を備え、クランプ部材21は、樹脂シートJのうちたるみを持たせる任意の位置を挟んで互いに隣接する部分を狭持し、サポート部材22は、たるみを持たせる任意の位置の両側部に沿って延在されている。
(もっと読む)
121 - 140 / 222
[ Back to top ]