
Fターム[4F208MC03]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 熱成形の金型による区分 (644) | オス型、メス型の併用 (222)
Fターム[4F208MC03]に分類される特許
101 - 120 / 222
立体装飾プレート及びその製造方法

【課題】装飾柄に応じて、特定の立体形状を容易に選択することができ、その立体形状にも種々の工夫を凝らすことができる立体装飾プレート及びその製造方法を提供すること。
【解決手段】第1装飾柄11とその周囲に配置される第2装飾柄12とよりなる印刷画像を作成する印刷画像作成工程と、プレートに印刷画像を印刷する印刷工程と、プレートを立体形状に成形する成形工程とを含み、成形工程においては、第2装飾柄12近傍を成形するための下部型と、第1装飾柄11近傍を成形するための上部型とを組み合わせて、所望の立体形状に合致すると共に通気性を有する成形型を構成する型構成工程と、プレートを加熱して軟化させる加熱工程と、プレートと成形型とを相対的に接近移動させて、プレートを成形型の表面に沿わせて変形させると共に、成形型の裏面から吸引することによってプレートと成形型とを密着させて成形型の形状を転写させる転写工程とを有する。
(もっと読む)
織物加飾樹脂製品の製造方法及び同方法により製造した織物加飾樹脂製品

【課題】自動車や自動二輪車等の車体構成部品として好適な織物加飾樹脂製品の製造方法及び同方法により製造した織物加飾樹脂製品を提供する。
【解決手段】 透過シートを少なくとも2枚用意し、同各透過シートを予熱し金型内で加圧して予備成形し、炭素繊維及び/又は合成繊維の繊維束内に前記透明又は半透明の熱可塑性樹脂フィラメントを織り込んで成る織物シートを予熱し金型内で加圧して予備成形し、予備成形された2枚の透過シートと織物シートは、該2枚の透過シートをそれぞれ織物シートの表面側と裏面側を挟む配置に重ね合わせ、同重ね合わせ状態で熱加圧成形により両者を互いに融合して織物加飾樹脂製品を完成する。
(もっと読む)
キャリアテープの製造方法及び製造装置
【課題】本発明は、短時間で、しかも、簡単に製造できるキャリアテープの製造方法及び製造装置の提供を目的とする。
【解決手段】下型5の突出片形成用凸部52を予め型加熱手段によって所定の温度に加熱しておく。その状態から上型6を下降させるとともに下型5を上昇させ、テープ材料10を、上型6の突出片形成用凹部62と下型5の突出片形成用凸部52とでしごき加工を施す。又、そのしごき加工に際して発生した余剰のテープ材料10を、下型5に設けた材料逃がし凹部8a、8bに逃がしながら行う。
(もっと読む)
深絞り成形用気体封入積層シート及び該シートを熱成形してなる成形体
【課題】深絞り成形可能な、多数の独立気泡室を有する気体封入積層シートを提供し、及び該気体封入積層シートを熱成形することにより得られる、緩衝性に優れる成形体の提供。
【解決手段】オレフィン系樹脂下層シート1の上面に、多数の中空凸部4が形成されたオレフィン系樹脂凹凸シート2が、該中空凸部の開口部を該下層シート1側に向けて積層接着されて多数の独立気泡室があり、該中空凸部上面にオレフィン系樹脂上層シート3が積層接着されている、坪量が200〜1000g/m2、厚みが1.5〜10mmの深絞り成形用の気体封入積層シートであって、該上層シート3の坪量が45〜600g/m2であり、該上層シート3の坪量に対する該下層シート1の坪量の比が0.5〜2であり、該中空凸部が下層シート1100cm2当たり80個以上設けられており、該下層シート1の面積に対する該中空凸部の開口部総面積の比が0.55以上である。
(もっと読む)
外枠およびその製造方法
【課題】外部表面に良好なしわおよび質感を有し、また製造した外枠の内壁の構造部品の接合強度が強固である外枠およびその製造方法を提供する。
【解決手段】外枠1は、繊維強化熱硬化性高分子マット12および繊維強化熱可塑性高分子マット16を含む。該繊維強化熱硬化性高分子マット12は型取りされ、所定形状を有する。該所定形状は曲面を呈する内部表面124を含む。該繊維強化熱可塑性高分子マット16は該繊維強化熱硬化性高分子マット12の該内部表面124に成型され、該内部表面124の曲面形状と一致する。
(もっと読む)
熱可塑性樹脂シートの成形設備
【課題】材料歩留まりの向上と成形性の向上を図るとともに、設備の小型化を図ることができる熱可塑性樹脂シートの成形設備を提供する。
【解決手段】熱可塑性樹脂シートの成形設備のシート搬送装置が、加熱装置の内部から成形装置の内部に配設される搬送機構と、熱可塑性樹脂シートの各辺を把持して、前記搬送機構に沿って移動可能な1台のシートクランプ枠機構と、該シートクランプ枠機構を前記加熱装置から成形装置へ移動させ該シートクランプ枠機構を前記搬送機構から持ち上げ、前記搬送機構と前記シートクランプ枠機構との保持を解除したのち、下成形型の成形面に向けて下降するとともに上成形型を下降して前記熱可塑性樹脂シートの成形を終えたのち、該樹脂シートの把持を解除した前記シートクランプ枠機構を上昇して前記搬送機構に移載する昇降機構と、搬送機構、シートクランプ枠機構、昇降機構および上成形型の動作を制御する制御装置とを備えている。
(もっと読む)
延伸合成樹脂シートの成形方法
【課題】O−PETシート等を使用して凹陥部を有する容器を成形する方法を提案する。
【解決手段】加熱装置によって軟化させた延伸合成樹脂シートを雌金型の上に配置し、前記雌金型の内側凹部面と対向する外側凸部面が前記雌金型の凹部面形状と同じ形状の凸部面形状を有する雄金型を前記雌金型に圧入させ、前記外側凸部面で前記延伸合成樹脂シートの全面を均等に押圧する成形方法であって、前記雄金型を弾性部材で形成するようにした。また、雄金型を雌金型に圧入する工程の前に、予め真空成形法によって延伸合成樹脂シートを雌金型の内側凹部面に沿わせる工程を含むこともある。そして、雄金型の一部を構成する支持部材に対し、雄金型の外側凸部の表面に、弾性部材が所望厚さの層を有するように取り付けた。また、延伸合成樹脂シートはO−PETシートで、弾性部材は、シリコン系ゴムまたはフッ素系ゴムからなる。
(もっと読む)
シート成形容器及び複合容器
【課題】
シート成形において成形された容器の離型が容易であり、安定的に生産することが出来るシート成形容器を提供すること。
【解決手段】
底部及び側壁部を側なくとも備える樹脂製のシート成形容器であって、前記側壁部は周状に形成された膨出部を備え、前記膨出部に少なくとも一の谷部が形成されたことを特徴とするシート成形容器とすること。
(もっと読む)
金型を閉じた状態で実行される折り曲げ工程を含む熱成形部品の製造方法、及びこの方法を適用するための金型
熱成形部品を製造するための方法は、熱可塑性材料からなる加熱されたシート(L)を、該シートを変形させるようにして金型内に閉じ、該シートを完全な固化が達成されるまで金型の内部で冷却するステップと、冷却中に前記シートを該シートの少なくとも1つのエッジ部(E)に沿って切断し、この切断工程によって金型内の当接面(1s)に当接するように前記エッジ部の折り曲げを生じさせるステップと、該変形後のシートの固化が達成されると、上側金型半部を下側金型半部から取り外すステップとを含む。金型の内部での前記シートの冷却中に、前記切断工程に続いて折り曲げ工程が実行され、この折り曲げ工程は、前記当接面を前記シートの前記エッジ部から離間するように移動させるステップと、金型内の前記シートの支持面(2s)に向かって前記エッジ部の折り曲げを再開させるようにして、前記エッジ部を処理するステップとを含む。  (もっと読む)
(もっと読む)
車両用電波透過カバーの製造方法
【課題】製造コストを効果的に低減させる。
【解決手段】最終の外形形状にトリミングしされた加飾体300の両面に透明樹脂層200と基材層400とを射出成形することでミリ波レーダ用カバー100が製造される。つまり、最終工程で外形形状をトリミングする必要がない。よって、例えば、フィルムの両面に透明樹脂層と基材層とを射出成形した後に、全体を削って(切断して)最終の外形形状にトリミングする製造工程が不要とされるので、製造工程が簡略化される。したがって、製造コストが効果的に低減する。また、ミリ波レーダ用カバー100の製品外周面をより綺麗に仕上げることができる。
(もっと読む)
多層シート、熱成形容器および易開封性包装体
【課題】易開封性および開封感触が安定し、耐熱性および開封面の外観が良好な容器、その容器を備えた包装体およびこれらの容器および包装体を構成する多層シートを提供する。
【解決手段】
多層シート20は、表面層21と、この表面層21と隣接する表下層22とを含んで構成されたシートであって、表面層21の厚み寸法は、1μm〜200μmであり、表面層21は、ポリプロピレン、ポリプロピレン系樹脂、ポリエチレン系樹脂、およびスチレン系ポリマーを含んで構成され、これらポリプロピレン、ポリプロピレン系樹脂、ポリエチレン系樹脂およびスチレン系ポリマーの含有率は、それぞれ60wt%以上80wt%以下、1wt%以上10wt%以下、8wt%以上28wt%以下、4wt%以上14wt%以下であり、表下層22はポリエチレン系樹脂を含有し、このポリエチレン系樹脂の含有率は、5wt%以上50wt%以下である。
(もっと読む)
発泡樹脂製パッド成形装置
【課題】 製品パッドの周縁部にバリを残存させることなく原型パッドを切断することができる発泡樹脂製パッド成形装置を提供すること。
【解決手段】 遮断プレート10が原型パッド20と雌型6の平坦面部6aとの間に介在することによって、切断カッター15は、雌型6の凹面部6bを横切り始めるときに、初めて原型パッド20と接触して原型パッド20を切断し始める。このため、切断カッター15が雌型6の凹面部6bに達するまでの過程で、切断カッター15の動きが雌型6の平坦面部6aにはみ出た原型パッド20の部分に邪魔されることもなく、切断カッター15の切断時の軌道が振れ動くこともなくなる。よって、切断カッター15による切り口がガタつかずに、周縁部にバリが残存することのない高品質の製品パッド50を製造できる。
(もっと読む)
樹脂フィルムの3次元成形方法
【課題】表面コート処理を施した機能性フィルムの機能性低下を抑えつつ、樹脂フィルムの物理的な伸び率以上の3次元成形を可能にする。
【解決手段】本発明による樹脂フィルムの3次元成形方法は、樹脂フィルムを3次元形状に成形する3次元成形方法であって、それぞれ凹凸形状が形成された2つの型に樹脂フィルムを挟み込むことによって、樹脂フィルムを3次元形状に成形し、樹脂フィルムには、伸展を許容可能な伸展許容部が含まれ、各型には樹脂フィルムを支持するための支持部が設けられ、支持部のうち伸展許容部と接する部位は、2つの型に挟み込まれた状態で伸展許容部が摺動可能な加圧力で伸展許容部を加圧し、支持部のうち伸展許容部と接する部位の面は、2つの型に挟み込まれた状態で伸展許容部が摺動可能な摩擦係数となるように表面処理が施されていることを特徴とする。
(もっと読む)
包装用容器における蓋体の成形装置及びこれを用いた蓋体の成形方法
【課題】 糸尻4をきれいに成形することができ、且つ、長時間の連続成形が可能となる包装用容器における蓋体1の成形装置及びこれを用いた蓋体1の成形方法を提供する。
【解決手段】 蓋体1の天面部2に相当する部分を成形する天面成形部20と、蓋体1の側壁部3に相当する部分を成形する側壁成形部30とを含み、天面成形部20の周縁に糸尻成形用の溝40が設けられる雌型10と、該雌型10に対応する雄型15であって、雌型10の溝40に挿入される糸尻成形用の突出部41が設けられる雄型15とを備え、雌型10の溝40と連通しつつ該溝40に沿って配置され、該溝40よりも大きな断面積を有し、吸引手段により真空引きが可能なチャンバー42が雌型10に設けられることを特徴とする。
(もっと読む)
装飾部材およびその製造方法
【課題】安価でありかつ意匠性に優れる装飾部材およびその製造方法を提供すること。
【解決手段】装飾部材を、透明層1と、透明層1の後面側に形成されている第1加飾層2および第2加飾層3で構成し、第2加飾層3を樹脂を含むフィルム体で構成するとともに、第1加飾層2を透明層1の後面の一部に直接形成し、第2加飾層3を第1加飾層2および透明層1の後面全面に積層形成する。第1加飾層2を透明層1に直接形成することで、透明層1に対する第1加飾層2の位置ズレを抑制し、第2加飾層3を第1加飾層2および透明層1の後面全面に積層形成することで、第1加飾層2と第2加飾層3との見切り部の位置ズレを抑制する。
(もっと読む)
ロンデル成形体用積層体、その製造方法、ロンデル成形体、及びそれを用いたチューブ容器
【課題】
深絞り成形加工に対する追随性が良好で、層間剥離やピンホールが生じることがなく、成形性に優れるロンデル成形体用積層体、および、ガスバリア性に優れ、密封注出口の突き刺し開封時に開封性が良好なロンデル成形体を製造し、それを用いたチューブ容器を提供する。
【解決手段】
截頭円錐状の肩部と、該肩部に連接した円筒状の頭部と密封注出口から構成され、前記密封注出口が突起物によって破壊可能であるロンデル成形体用の積層体であって、前記積層体は、少なくとも、外側から未延伸熱可塑性樹脂層、金属箔保護層、金属箔層、接着樹脂層、及び熱可塑性樹脂層からなることを特徴とし、前記ロンデル成形体用積層体を深絞り成形することにより、ロンデル成形体を製造する。
(もっと読む)
成型用ハードコート用樹脂組成物
【課題】高い表面硬度と成型性を兼ね備えた成型用ハードコートフィルムを提供する。
【解決手段】基材フィルムの少なくとも一方の面にハードコート層を有する成型用ハードコートフィルムを作製するためのハードコート用樹脂組成物であって、前記ハードコート用樹脂組成物が、3以上の官能基を有する電離放射線硬化型化合物と、1および/または2官能の電離放射線硬化型化合物とを少なくとも含み、前記ハードコート用樹脂組成物に含まれる電離放射線硬化型化合物中の1および/または2官能の電離放射線硬化型化合物の含有量が5質量%以上95質量%以下であり、前記ハードコート用樹脂組成物が、アミノ基を有する電離放射線硬化化合物を含み、電離放射線硬化型化合物中のアミン基を含む電離放射線硬化型化合物の含有量が2.5質量%以上95質量%以下である成型用ハードコート用樹脂組成物。
(もっと読む)
ロンデル成形体用積層体、その製造方法、ロンデル成形体、及びそれを用いたチューブ容器
【課題】
深絞り成形加工に対する追随性が良好で、層間剥離やピンホールが生じることがなく、成形性に優れるロンデル成形体用積層体、および、ガスバリア性に優れ、密封注出口の突き刺し開封時に開封性が良好なロンデル成形体を製造し、それを用いたチューブ容器を提供する。
【解決手段】
少なくとも、外側から未延伸熱可塑性樹脂層、金属箔保護層、金属箔層、アンカーコート層、及び熱可塑性樹脂層からなるロンデル成形体用積層体であって、前記アンカーコート層が、不飽和カルボン酸、又はその無水物を0.01〜5質量%の範囲で含有し、かつ、数平均粒子径が1μm以下のポリオレフィン共重合樹脂粒子を分散し、不揮発性水性化助剤を実質的に含まない水性分散液を塗布、乾燥して形成されており、前記ロンデル成形体用積層体を深絞り成形することにより、ロンデル成形体を製造する。
(もっと読む)
燃料タンクを製造する方法
2つのキャビティとコアとを備える型(14)を使用してパリソン(16)を成形することにより、構成要素を備えたプラスチック燃料タンクを製造する方法であって、前記方法が、コアに取り付けられたニードル又は長方形の物体(12)の周囲に構成要素(18)を取り付けるステップと、ニードル又は長方形の物体を移動させ、パリソンを変形させて、それへの開口部を穿孔するステップであって、ニードル又は長方形の物体が、開口部内に構成要素を位置決めするように、ニードル又は長方形の物体を有する構成要素を支持するステップと、ニードル/長方形の物体を引き抜いて、開口部に打ち込まれた構成要素から離すステップとを含む方法。 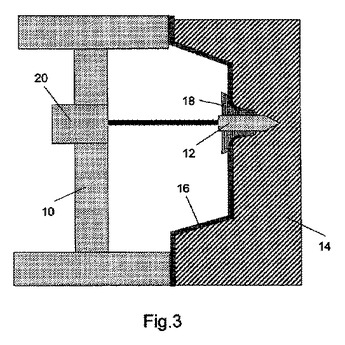 (もっと読む)
(もっと読む)
加飾成形品の成形方法および成形装置
【課題】コア材の周縁部が加飾材で覆われている加飾成形品の成形方法を提供する。
【解決手段】加飾素材(KS)を賦形する賦形工程と、インサートした加飾材(K)の裏面と金型(22)の表面との間に構成されるキャビティにコア材を充填する射出充填工程とから構成する。賦形工程時には加飾材(K)の周縁部が所定量だけ裏面側へ折り返された折返部(R)を有するように賦形する。射出充填工程時には、折返部(R)が形成されている加飾材(K)の裏面と金型(22)の表面(23)との間に構成されるキャビティ(CA)に射出充填する。
(もっと読む)
101 - 120 / 222
[ Back to top ]