
Fターム[4F208MC03]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 熱成形の金型による区分 (644) | オス型、メス型の併用 (222)
Fターム[4F208MC03]に分類される特許
21 - 40 / 222
車両用防音材
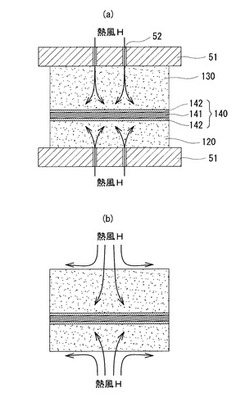
【課題】製品の厚みや精度と防音性能との高度な両立を図り、合わせて、さらなる製造コストの低減を図った車両用防音材を提供する。
【解決手段】車室内側に位置する第一吸音材120と、両面にホットメルト142を有する非通気フィルム141からなる非通気材140、車室外側に位置する第二吸音材130と、をこの順に積層して、二枚の熱盤51間に挟み熱風を供給することによりホットメルト142を溶融させて積層体とし、第一吸音材120を下型側にして積層体をコールドプレスにより成形し、成形と同時に上型から圧力気体を供給して圧空することにより非通気材140に加圧して第一吸音材120を圧縮成形し、第一吸音材120と非通気材140と第二吸音材130とを接着した後、増大したプレスストロークによりトリミング加工を行い車両用防音材とする。
(もっと読む)
電子機器筐体

【課題】金属複合体と熱可塑性樹脂からなる部材とが一体化した電子機器筐体であって、薄肉性および軽量性に優れた高剛性を有する設計自由度の高い電子機器筐体を提供すること。
【解決手段】金属複合体1と、熱可塑性樹脂からなる部材2とが一体化した電子機器筐体3であって、金属複合体が、熱硬化性樹脂を含有するシート状基材と、該シート状基材に接するように配置または積層された金属材とを、対向する一対の成形金型間に配置し、前記金属材の表面温度が180℃を超える温度において3MPa以上の圧力で加圧することによって賦形するとともに、前記熱硬化性樹脂を硬化させて該シート状基材と前記金属材を一体化させてなる面状部材であり、かつ前記部材2がボス、リブ、ヒンジ、フレーム、キーボードベース、立ち壁、台座から選択される少なくとも一種の複雑形状部材である、電子機器筐体。
(もっと読む)
印刷物の成型方法
【課題】中間層、受容層などを追加形成することなく、インク非吸収媒体に塗布されたインクの高さばらつきによる印刷物の描画(印字)品質の低下を防止することが可能な印刷物の成型方法を提供する。
【解決手段】インクを吸収しない非吸収性の媒体Sに描画インク45が塗布された印刷物の成型方法であって、媒体Sに塗布された描画インク45のガラス転移点(Tg)以上、且つ媒体Sの軟化点以上の温度を与えながら媒体Sを成型することを特徴とする印刷物の成型方法。
(もっと読む)
シート状の成形材料とその成形方法
【課題】成形型に形成されている排気口を塞ぐことのないプリプレグ等のシート状の成形材料とその成形方法との提供。
【解決手段】合成樹脂成分と強化繊維成分とを含むシート状の成形材料1における上面1bと下面1aとのうちの一方の面が成形材料1とともに変形して成形型12の表面12aに密着可能な第1の熱可塑性合成樹脂フィルム2で被覆され、成形材料1がそのフィルム2との複合体3を形成する。複合体3はフィルム2が成形型12の表面12aに密着するようにして成形される。
(もっと読む)
自動車用ダクトの製造方法
【課題】多孔質体の目付量や厚みを増大させることなく剛性を高めて製造時の破れを生じ難くし、軽量で、通気量のコントロールが可能な自動車用ダクトの製造法の提供を目的とする。
【解決手段】多数の貫通孔22を有する合成樹脂シート21の片面に重ねて加熱し、合成樹脂シート21を凸型59へ向ける一方多孔質体31を凹型57へ向け、凹型57と凸型59で合成樹脂シート21と多孔質体31をプレスすることにより断面凹状のダクト半体とし、その後、ダクト半体同士の側部を接合することにより自動車用ダクトとする。合成樹脂シート21は多孔質体31よりも融点の低いものとし、合成樹脂シート21と多孔質体31の加熱温度を、合成樹脂シート21の融点以上で多孔質体31の融点より低くする。
(もっと読む)
シール部材の製造方法及び成形装置
【課題】シリンダとピストンとの間のシール性を維持しつつポンプの耐久性の向上を図ることができるシール部材の製造方法を提供する。
【解決手段】平面部50aとシール部50bとを有するシール部材の製造方法であって、第1の円筒部111と第1の底面部112とを有する第1の治具110に、第1の円筒部111の内径よりも大きい外径を有する円形の樹脂シート50Sを装着し、第1の円筒部111の内径よりも小さい外径を有する第2の円筒部121と、第2の底面部122とを有する第2の治具120を第1の治具110に装着し、第1の底面部112と第2の底面部122とによりシート部材50Sを所定圧力で挟圧し所定温度に加熱することで、第1の底面部112と第2の底面部122との間に平面部50aを形成し、第1の円筒部111と第2の円筒部121との間にシール部50bを形成する。
(もっと読む)
真空成形方法
【課題】主に、局部的な薄肉化を防止し得るようにする。
【解決手段】加熱軟化した熱可塑性樹脂シート201を、コア型203を用いて真空成形型202へ押込むことにより伸ばしながら変形させ、熱可塑性樹脂シート201を、真空吸引して真空成形型202に密着させることにより、熱可塑性樹脂シート201を賦形して樹脂成形品を製造する真空成形方法に関するものである。真空成形型202とコア型203とを型締めする途中で、空気力を利用して、熱可塑性樹脂シート201の少なくとも一部分を部分的に伸ばしながら変形させてコア型203に密着させることにより、熱可塑性樹脂シート201の少なくとも一部分を予備賦形する。その後、真空成形型202とコア型203とを型締めして、真空成形型202で真空吸引することにより、熱可塑性樹脂シート201を本賦形する。
(もっと読む)
ポケット部形成装置及びPTP包装機
【課題】装置の大型化を抑制しつつも、汎用性の向上等を図ることのできるポケット部形成装置及びPTP包装機を提供する。
【解決手段】PTP包装機は、帯状の容器フィルム3にポケット部2を形成するポケット部形成装置等を備える。ポケット部形成装置は下型及び上型を備え、各型にはポケット部に対応して複数の孔部が形成されている。下型の孔部には成形プラグが上下動可能に挿通され、上型の孔部にはコイルばねにより付勢された状態でプッシャが収容されている。そして、両型により容器フィルム3を挟持した上で、成形プラグを第1位置まで突出させ、深さXのポケット部2を形成する。続けて、成形プラグを第2位置まで後退させ、プッシャの圧力により、ポケット部2の頂部2aに深さYの凹部2bを形成する。
(もっと読む)
蒸器及び蒸器の製造方法
【課題】 本発明は、安価に製造することができ、中華饅頭や焼売等の食品を収納して販売し、更に電子レンジを用いて食品を加熱蒸気中で温めることが可能な蒸器を提供することを課題とするものである。
【解決手段】 本発明の蒸器は、熱可塑性樹脂発泡シートからなる外側容器と、熱可塑性樹脂発泡シートからなる内側容器とが重合しており、且つ一体として同時に熱シート成形された蒸器であって、外側容器を構成する熱可塑性樹脂と内側容器とを構成する熱可塑性樹脂とが同系統の樹脂からなり、複数の孔が内側容器を貫通するように形成されていることを特徴とする。
(もっと読む)
成形用シート及びこれから得られる成形体
【課題】膨張成形性に優れ、得られる成形体が優れた断熱性、吸音性等を有する成形用シート、及びこの成形用シートから得られる成形体の提供を目的とする。
【解決手段】本発明は、繊維素材及び熱発泡性マイクロカプセルを含有する熱発泡層を備える成形用シートであって、上記繊維素材が天然繊維及び熱可塑性繊維を含み、水分が5%以上15%以下であることを特徴とする。上記熱発泡層がカチオン性の定着剤をさらに含有するとよい。さらには、上記熱発泡性マイクロカプセルの平均粒子径が5μm以上50μm以下、発泡開始温度が80℃以上120℃以下、最大膨張温度が150℃以上200℃以下、発泡体積比率が50倍以上130倍以下であるとよい。
(もっと読む)
発泡トレーの製造方法
【課題】両面真空を実施しつつ製造する発泡トレーの強度の安定化が可能な発泡トレーの製造方法を提供すること。
【解決手段】容器底部の外周から立ち上がる周側壁を外向きに傾斜させた状態で備えている発泡トレーを作製すべく、前記容器底部を形成させるための形成面の外周に沿って複数の真空孔が環状配置されている雄型と雌型との間に樹脂発泡シートを挟んで該樹脂発泡シートを両面側から真空引きしつつ熱成形する発泡トレーの製造方法であって、前記雄型と前記雌型との真空孔が、直径0.8mm〜1.0mmの大きさを有し、中心間距離が5mm〜15mmのピッチで前記環状配置されていることを特徴とする発泡トレーの製造方法を提供する。
(もっと読む)
キャリヤテープ製造装置
【課題】電子部品用紙製キャリヤテープの製造効率を高めると共に紙製キャリヤテープ製造中の紙粉による電子部品収納時及び実装作業工程でのトラブルをなくし、製造中のパンチ孔のばらつきを少なくすることができる紙製キャリヤテープの製造装置及び紙製キャリヤテープ製造法を提供する。
【解決手段】これまでの単連のパンチ孔金型を5連以上の金型とし、該金型にはパンチングの際に発生する紙粉を空気流により製品に悪影響を与えることなく排除回収する装置を装着する。紙製キャリヤテープ基材の送り装置として紙製キャリヤテープ基材をパンチングの後工程で引っ張るのではなくパンチング工程の前工程で紙製キャリヤテープ基材を掴んで、パンチング工程に送り出し、その後、紙製キャリヤテープ基材を離す、この動作を繰り返し行なう工程を設置した前記紙製キャリヤテープ製造装置。丸角ダイのブロック面を3以上20までの面数を紙製基材の送り方向に重ならないように複数交互に設置した金型を特徴とする。
(もっと読む)
成型品の製造方法
【課題】不織布を基材として用いたときに、成型性が良好で、深絞りの成型品であっても良好に得ることができる成型品の製造方法を提供する。
【解決手段】不織布がバインダー短繊維を含むニードルパンチ短繊維不織布であり、該バインダー短繊維が、結晶性ポリエステルを鞘部に、非晶性ポリエステルを芯部に配した芯鞘型複合形態であり、該結晶性ポリエステルが結晶融点(Tm)が100〜150℃でテレフタル酸を主成分とするジカルボン酸成分と1,6−ヘキサンジオール50モル%以上のジオール成分とを含み、該非晶性ポリエステルの流動開始温度(R)が105〜155℃、非晶性ポリエステルの流動開始温度の値から結晶性ポリエステルの融点の値を除した値(R−Tm)が5以下、熱成型の際に該ニードルパンチ短繊維不織布に熱を付与することにより該結晶性ポリエステルを溶融させると同時に該非晶性ポリエステルを軟化させて所定の成型枠にて成型する。
(もっと読む)
紙製密封容器の成形装置
【課題】バリア性、耐水性、レトルト耐性等の機能に優れた紙製密封容器の成形装置を提供すること。
【解決手段】紙箱に樹脂フィルムを積層接着する紙製密封容器の成形装置であって、紙箱の内側面のほうに配置される雄型と、雄型の紙箱内側面との接触面に配設され、雄型と紙箱内側面の間の空気を吸引する雄型中央吸引部と、雄型の紙箱のフランジ周囲を取り囲む部分に配設され、加熱軟化された樹脂フィルムと紙箱外側面の間の空気を吸引する雄型周囲吸引部と、雄型を加熱する加熱手段と、紙箱の外側面のほうに配置され紙箱を収容する凹部を有する雌型と、雌型の凹部の内部に圧縮空気を供給可能な圧空射出部と、雌型の凹部の開口部付近に配設され、凹部の開口部付近と奥部の間を往復運動可能で、樹脂フィルムを紙箱の底部外側面に接着させる底部押さえアシストとを具備することを特徴とする紙製密封容器の成形装置。
(もっと読む)
ダクトの成形方法
【課題】2枚のシートの溶着強度を向上させることが可能なダクトの成形方法を提供する。
【解決手段】溶融状態の一対の熱可塑性発泡樹脂シート(16,16)を一対の分割金型(13,13)間に配置する。次に、分割金型(13,13)周囲に位置する型枠(17,17)を分割金型(13,13)に対して相対的に前進させて型枠(17,17)を熱可塑性発泡樹脂シート(13,13)に密着させる。次に、一対の分割金型(13,13)のキャビティ(14,14)に熱可塑性発泡樹脂シート(16,16)を真空吸引させると共に、一対の分割金型(13,13)を型締めしてダクトを成形する。
(もっと読む)
箱型成形物の製造方法、及び容器カバー
【課題】熱可塑性プラスチックシートに繊維シートを被着した積層材料からなり、深絞り形状である箱型成形物の製造方法、及び該箱型成形物を用いた容器カバーを提供する。
【解決手段】箱型成形物1の製造方法は、凸型12と凹型11とからなる成形型13を開いた状態で凸型12上に、表面にホットメルト接着剤層6が設けられている繊維シート5をセットする工程1、熱可塑性プラスチックシート4を加熱軟化せしめて凸型12と凹型11との間に供給する工程2、上記成形型13を閉じ、上記凸型12と上記凹型11との間で上記繊維シート5と熱可塑性プラスチックシート4とを上記ホットメルト接着剤層6を介して接着しかつ箱型に成形する工程3、上記成形型13を開くとともに箱型成形物1を離型せしめ、上記箱型成形物1を取り出す工程4からなる。また、容器カバー20は、上記製造方法で得られる該一対の箱型成形物1,1が突き合わされて得られる。
(もっと読む)
気泡シート、その製造方法及び製造装置
【課題】表示領域として最も適切な突起頂面に対向する領域に、鮮明な識別表示が付された気泡シートを提供することができる。
【解決手段】外周面に複数のキャビティが形成された成形ロールに供給され、キャビティにおいてキャビティ形状に対応する突起が真空成形されたキャップフィルム11と、キャップフィルム11に熱融着され、突起内の空気を封止するバックフィルム12と、を備える気泡シート10bであって、キャップフィルム11の突起11a頂面と対向するバックフィルム12面に、凹設及び/又は凸設形成された所定の識別表示12aを備える構成としてある。
(もっと読む)
薄肉深絞り成形品とその製造方法
【課題】ポリフェニレンスルフィド(PPS)を含む樹脂組成物からなる薄肉深絞り成形品とその製造方法を提供する。
【解決手段】溶融粘度が350〜1000Pa・sであるポリフェニレンスルフィド(PPS)を含む樹脂組成物からなるシートを得る工程、前工程で得られたシートに対して、昇温結晶化温度(Tcc)+50℃から融点(Tm)−10℃までの温度範囲で維持して予熱処理する工程、予熱処理したシートを昇温結晶化温度(Tcc)以上の温度から融点(Tm)−10℃までの温度範囲で維持した金型に入れた後、真空成形又は圧空成形する工程を有している薄肉深絞り成形品の製造方法。
(もっと読む)
多層発泡基材及びその製造方法
【課題】十分な剛性を有すると共に、見栄えに優れる多層発泡基材及びその製造方法を提供する。
【解決手段】本発明の多層発泡基材1は、第1スキン層11、樹脂発泡層12及び第2スキン層13を順に備えており、且つ樹脂発泡層12は、真空成形における真空引きにより拡厚されたものであって、本多層発泡基材1には、第1スキン層11側が外側となり、第2スキン層13側が内側となった曲面部が形成されており、この曲面部における第2スキン層13には、真空成形により生じる第2スキン層のたるみを吸収させた突形状の吸収部2が形成されている。
(もっと読む)
複合材料を用いた成形品及びその製造方法
【課題】成形時における表皮材の破れや吸音部における基材の潰れをなくし、軽量で優れた吸音性を発揮し、かつ不織布等の基材の脱落や汚水の浸入がない成形品及びその製造方法を提供する
【解決手段】目付が150〜800g/m2、嵩密度が0.01〜0.1g/cm3である不織布、もしくは樹脂発泡体よりなる基材と、通気性が50cc/cm2・sec以下の熱融着性の素材を含有する表皮材13とが、積層もしくは接着されてなる複合材料を、所要形状の成形面を有する上型と下型からなる成形金型で型締めしてなる成形品10において、前記成形品10は複合材料が成形金型に投入され、下型の潰し部と上型の潰し部との間で型締めされることにより成形品外周縁部が端末処理され、複合材料が所要形状に成形されるとともに、成形品に肩R部が形成され前記基材のボリウムが維持されていることを特徴とする。
(もっと読む)
21 - 40 / 222
[ Back to top ]